Изобретение относится к сварке, в частности к устройствам для автоматиче. ской сварки кольцевых швов изнутри и снаружи, и может быть использовано при строитепьстве магистральных трубопровопов, в котлостроейии и других отраслях машиностроения. Известно устройство для сварки внутренних кольцевых стыков, состоящее из штанги со сварочной головкой, которую вводят внутрь цилиндрического изделия до совмещения электрода головки со сты ком 1 , Недостаток устройства заключается в том, что, процессом сварки управляет не.посредственно оператор, находяимйся в зоне интенсивного выделения вредных газов. Наиболее близко к предлагаемому изоб ретению по технической сущности устройство для автоматической сварки кольпе- вых стыков изнутри и снаружи, содержа-, щее внутреннюю и наружную штанги с приводными каретками, на которых эак- реплены сварочные головки и силовые гидроцилиндры, и механизм для совмешения сварочньтх головок со стыком 2 . В этом устройстве механизм пля совмещения сварочных головок со стыком состоит из сельсин-датчика, сельсин-приемника и светового указателя. Оператор в процессе сварки видит собранный и частично сваренный (первым слоем) стык с нанесенной рядом с ним риской, следит за совмещением пятна светоуказателя с риской и корректирует его положение с пульт1а упр авлрпия электродвигателем редуктора механизма перемещени я сварочной головки. . Устройство имеет определенную инерционность, связанную с выборкой зазоров в подвижных соединениях и механических передачах и в значительной степени зависит от квалификации оператора, который обязан в течение всего процесса сварки управлять следящей системой, качества сборки свариваемых труб. Кроме того, практически при внутренней сварке коШуцсвыхшвов, например поворотной сварки труб, из-за неперпендикупярности плоскости торцов труб к их осям при вращении плоскость стыка непараппепьна плоскости электрода сварочной i-хэловки.
Цель изобретения - повышение точности совмащения сварочных голоьок со стыком при обеспечении одновременной сваркй стыка изнутри и снаружи.
Для этого в предлагаемом устройстве механизм для совмещения сварочных гоповок со стыком выполнен в виде устанавливаемой на трубе втулки с закреплётгаьтм на ней посредством регулируемых тяг копирным кольцом и гидрозологников, кинематически связанньтх с копирным кольцом, каждый из которых смонтирован соответственно на наружной и внутренней приводных каретках и гидравлически связан с силовыми гидроцилиндрами.
На чертеже представлено предлагаемое устройстбо, общий вид.
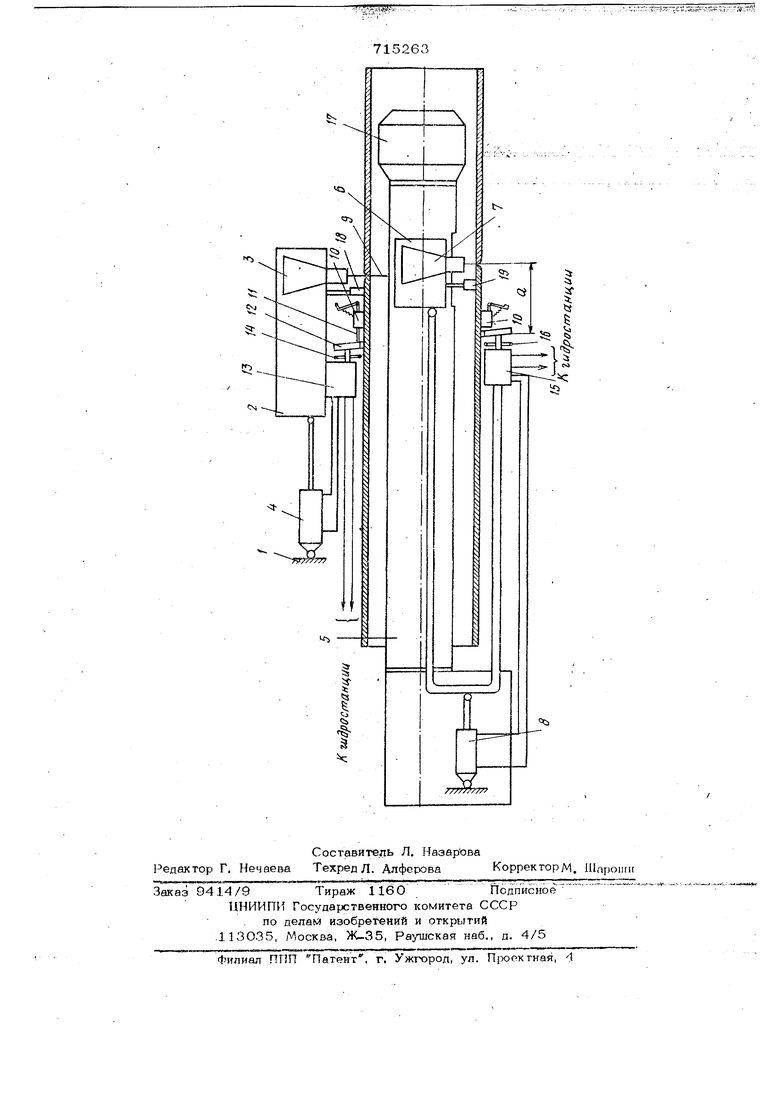
Устройство для автоматической сверки koльцeвыx стыков изнутри и снаружи содержит штангу 1 с Приводной кареткой 2, на которой закреплены сварочная головке 3 и силовой гидроцилиндр 4, На штанге 5 с приводной кареткой 6 закреплены сварочная головка 7 и силовой гидроциникдр 8
Механизм для совмещения сверочнътх головок 3 и 7 со стыком 9 состоит из устана)эливаемой на свариваемой трубе втулки Ю с закрепленным на ней посредством регулируемых тяг 11 копирным кольцом 12, гидрозолотника 13, установпенйог-о на приводной каретке 2, который Гидравлически С1бязан с сйповьШ гйдроципиндром 4, а посредством рычага 14 упирается в копирное кольцо 12, и гидрозолотника 15 со штоком 16, связанного с силовым гидроцилиндром 8 и копирным кольцом 12.
На штанге 5 расположен центратор 17. Вылет электрода головки наружной сварки 3 поддерживается постоянным при помощи копирного ролйка 18,
6 процессе сва1ркй внутреннего и нару кного шва цилиндрических изделий внутренний центратор 17 находится в стороне от стыка. Вылет электрода головки внутренней сварки 7 поддерживается постоянным при помощи копирного ролика 19.
Устройство работает следующим образом. Втулку 10 устанавливают на изделие и (шссируют. Затем при помогай регулируемых тяг 11 устанавливают копирное кольцо 12 на определенном расстоян1Ш а
Ът торца, которое постоянно, и также фиксируют. При установке рычагов 14 и 16 в плавающее положение приводная каретка 2 головки 3 для наружной сварки двигается д9 упора штока следящего золотпика в копирное :кольцо б. При этом электрод сварочной головки 3 совмещается с осью разделки свариваемых изделий.
В дальнейшем процесс установки зпектрода на стык в процессе сварки происходит автоматически. При завершении процесса сварки рычаг 14 устанавливают в фиксированное положение, и приводная каретка 2 занимает крайнее (исходное) положение. Аналогично работает устройство при внутренней сварке.
Устройство прилагаемой конструкции позволяет автоматизировать процесс установки сварочных горелок ка стык, обеспечивает реагирование на смешение стыка от линии сварки в пределах 0,2 - 0,5мм. Кроме того,, устройство не требует точной предварительной установки свариваемого стыка в зону сварки, чем облегчает и ускоряет процесс установки сварочных головок на стык.
Формула изобретения
Устройство для автомагической сварки кольцевых стыкав т снару;ки, содержащее внутреннюю и наружную штанги с приводными каретками, на которых закреплены сварочные головки и сиповке
гидроцилиндры, и механизм для совмещения сварочнь1Х головок со стыком, о т личаюшееся тем, что, с целью повышения точнэсти совмещения сварочных горелок со стыком при о5е)зпечении
одновременной сварки стыка изнутри и снаружи, механизм для совмещения сварочных головок со саъжом выполнен в виде устанавливаемой на трубе втулки с закрепленнь М на ней посредством регулируемых тяг копиром кольцом и гидрозолотников, кинематически связанш..Х с копирным кольцом, каждый из которых смонтирован соответч:;твенно на наружной и внутренней приводных каретках и гидравлически связан с силовыми гидроцйлиндрами,
Источники информации, Принятьте во внимание при экспертизе
1.К are лог фирмы CRC с го В в ;Dnt6rnc tion . США, 1970.
2.Авторское свидетельство СССР № 326032, кл.В 23 К 31/06, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 1972 |
|
SU326032A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| Устройство для внутренней сварки кольцевых швов | 1977 |
|
SU735389A1 |
| Устройство для дистанционной сварки изделий - тел вращения | 1990 |
|
SU1804984A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |