Изобретение относится к устройству для олравки керамических изделий и может быть «опользовано в керамической промышленности.
Известно устройство для оправки керамических изделий типа тарелок, включающее ротор, шлиндели, эластичный инструмент « зажимные устройства.
Цель изобретения-обеспечить осуществление оправки фаянсовых изделий при непрерывной и одновременной обработке их на нескольких рабочих шпинделях.
Достигается это тем, что рабочие щшьндели смонтированы с возмож-ностью планетарного движения, причем над каждым щлииделем установлен эластичный «нструмент с нанесен1НЫМ «а его поверхности абразивом, а каждое зажимное устройство выполнено в виде вакуумного присоса со смонтированным на шпинделе гофрированным мехом, в нижней части которого установлен с возможностью перемещения 1по копиру ролик.
На фиг. 1 показан полуавтомат для оправки керамических изделий, в разрезе; на фиг. 2-схема привода ротора полуавтомата и рабочих шпинделей.
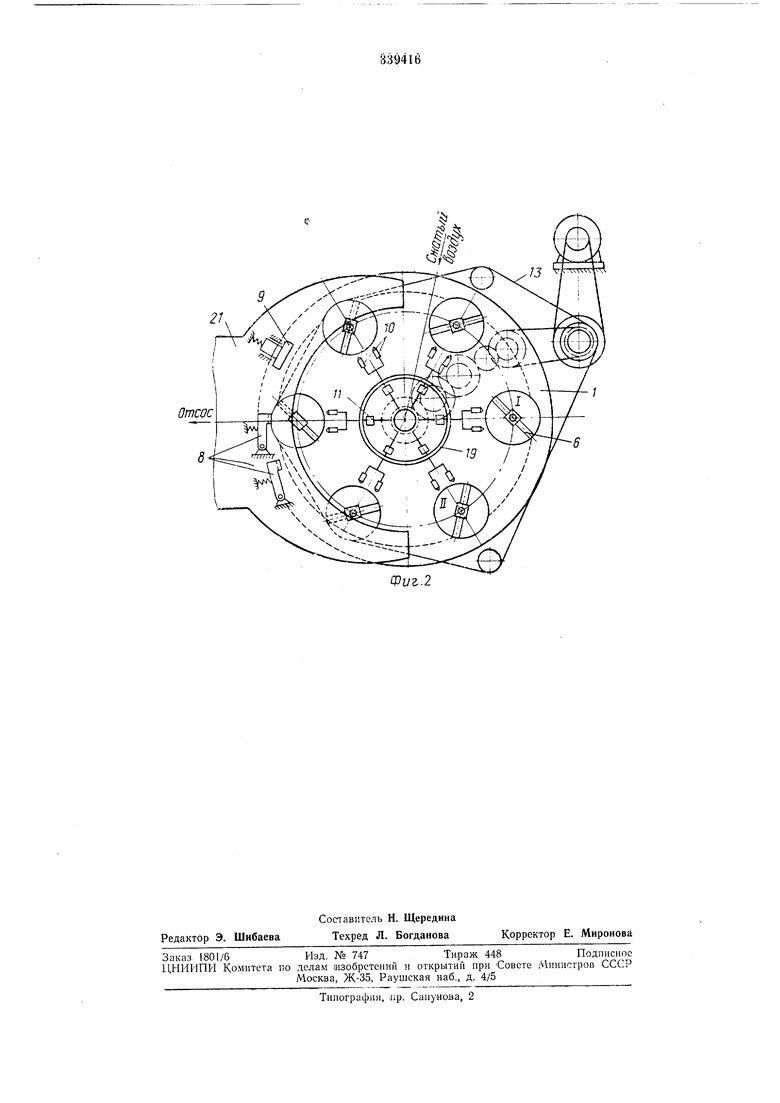
На каждом щпинделе закреплены вверху патроны 3 с резинавой манжеткой, служащие для установки тарелак, внизу -- шкивы 4. Зажимное устройство выполнено в виде вакуумного присоса со смонтированным на шпинделе гофрированным мехом 5. Над каждым рабочим шпинделем установлен эластичный инструмент 6 с нанесенным на его поверх)ность абразивом. Эластичный инструмент расположен над патроном .на скалках 7, имеющих в верхней части ролики. Для подрезки края тарелок используются фасонные резцы S, а эластичный абразнв1ный инструмент 9 служит для зачистки края. Против каждого патрона установлены обдувочные сопла 10, подающие сжатый воздух для обдува тарелок во время обработки при включении пневмоклапаном II.
Вращение ротора осуществляется от редуктора 12, а шкивов рабочих шпинделей-от ременной передачи 13. Вертикальным перемещением эластичного инструмента управляет копир 14, установленный неподвижно в верхней части станины 15. Под действием грузов 16 ролики скалки, несущей инструмент, прижаты
к рабочей поверхности копира М, и при вращении ротора эластичный инструмент получает возможность подходить к внутренней поверхности тарелки во время обработки и отходить по окончании ее. Нижний круговой копир
«а ролики гофрированных мехов 5, которые пружинами 18 прижаты к рабочей поверхности копира.
Круговой копир 19 установлен вверху, н при вращении ротора ролик-и пневмоклапаном могут катиться по рабочей поверхности копира, включая или выключая клапаны.
Подача сжатого воздуха осуществляется через воздухораопределительную муфту 20 н центральный капал вала ротора.
Обработка осуществляется в зоне вентиляционного отсоса 21. Для сбора крупных частиц фаянса внизу станины 1помещен поддон 22.
Работает полуавтомат следующим образом.
При вращении ротора рабочие шпиндели приводятся IBO вращение так, что тарелка во время обработки совершает планетариое движение-вращение вокруг оси ротора и собственной оси.
На загрузочной позиции I устанавливают тарелку в патрои. При повороте ротора рабочий щииндель переходит на позицию II, при этом ролик, находящийся в нижней части гофрироваиного меха, опускается по профилю копира лод действием пружины, и мех растягивается. В ПОЛОСТИ патрона создается разряжение, благодаря чему тарелка зажимается s патроне. При дальнейшем повороте ротора непрерывные клиновые рем1ни входят в канавки щкива рабочего шпинделя и приводят его во вращение. Ролик, иесущий абразивный инструмент, оиуокается по профилю копира, эластичный инструмент подается во внутреннюю полость тарелки и производится обработка в-нутренией полости при включении обдува Тарелки сжатым воздухом.
При прохождении тарелки мимо подпружииенного резца 8 кромки ее подрезаются и зачищаются.
На выходе из зоны обработки ролик скалки поднимается по копиру и отводит скалку 7 в верхнее положение, затем ролик .пневмоклапа |На поднимается по профилю копира, и отключается. Одновременно с этим канавки шкива рабочего шпинделя выходят из соприкосновения с клиновыми ремнями, вращение рабочего шпинделя прекращается.
Ролик лМеха 5, поднимаясь по профилю копира 17, сжимает мех и тарелка освобождается от зажима.
Предмет изобретения
Полуавтомат для оправки керами1ческих изделий типа тарелок, включающий ротор, шпиндели, эластичный инструмент и зажимные устройст1ва, отличающийся тем, что, с целью осуществления оправки фаянсовых изделий при непрерывной и одновременной обработке и на нескольких рабочих .шпинделях, последние смонтированные с возможностью планетарного движения, причем над каждым шпинделем установлен эластичный инструмент с нанесенным на его поверхность абразивом, а каждое зажимное устройство выполнено в виде вакуумного присоса со смонтированным на шпинделе гофрированным .мехом, в нижней части которого установлен с возможностью перемещения по копиру ролик.
Сттлъш I Ьоздух I 20
19.
ill
-74
Фиг 1
21
фуг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| ТОКАРНО-РЕВОЛЬБЕРНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU217864A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| ДВУСТОРОННИЙ ПОЛУАВТОМАТf7-f1fif:Ч-' »е^ I ! t'^ | 1971 |
|
SU415096A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ ВОЛНООБРАЗНЬ1Х ИЗДЕЛИЙ | 1970 |
|
SU265057A1 |
| ТЕХНИЧЕСКЛЛБШ(^ОТёКА | 1965 |
|
SU174978A1 |