2. Установка по п. 1, о т л и чающаяся тем, что привод синх рониэированной раздвижки секций склиза снабжен регулируемым ограничитепем обратного хода валика-копира, а; карё1ска - продольным откидным бортиком..

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Устройство для многостолбиковой укладки кирпича-сырца | 1978 |
|
SU770801A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Установка для многопакетной садки керамических изделий на печную вагонетку | 1983 |
|
SU1131656A1 |
| Установка для садки керамических изделий на печные вагонетки | 1987 |
|
SU1493487A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
1. УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, содержащая однострочный подающий ко11вейер, устройство для выталкивание ряда кирпичей из строки, механизм формироваНИН карты и укладчик, от л и ч а jaщ а я с я тем, что, с целью повьоиения производительности, устройство для выталкивания ряда изделий снабжено механизмом двухстадийного расслаб ления строки, выполненным в виде ПРИВОДНОЙ каретки и установленного на ней многосекционного раздвижного склиза с неподвижной промежуточной секцией, при этом механизм двухстадийного расслабления строки расположен на одной оСи с подающим конвейером, а склиз имеет автономный привод синхронизированной раздвижки секций выполненный из поворотного валика-копира с зеркально расположёнными относительно его середины винтовыми секторами, кинемат гчески связанными с g подвижными секциями, причем винтовые секторы выполнейЬ с шагом,увеличиваюО) щимся от середины к концам валика-копира 1чЭ VI о 4:ai М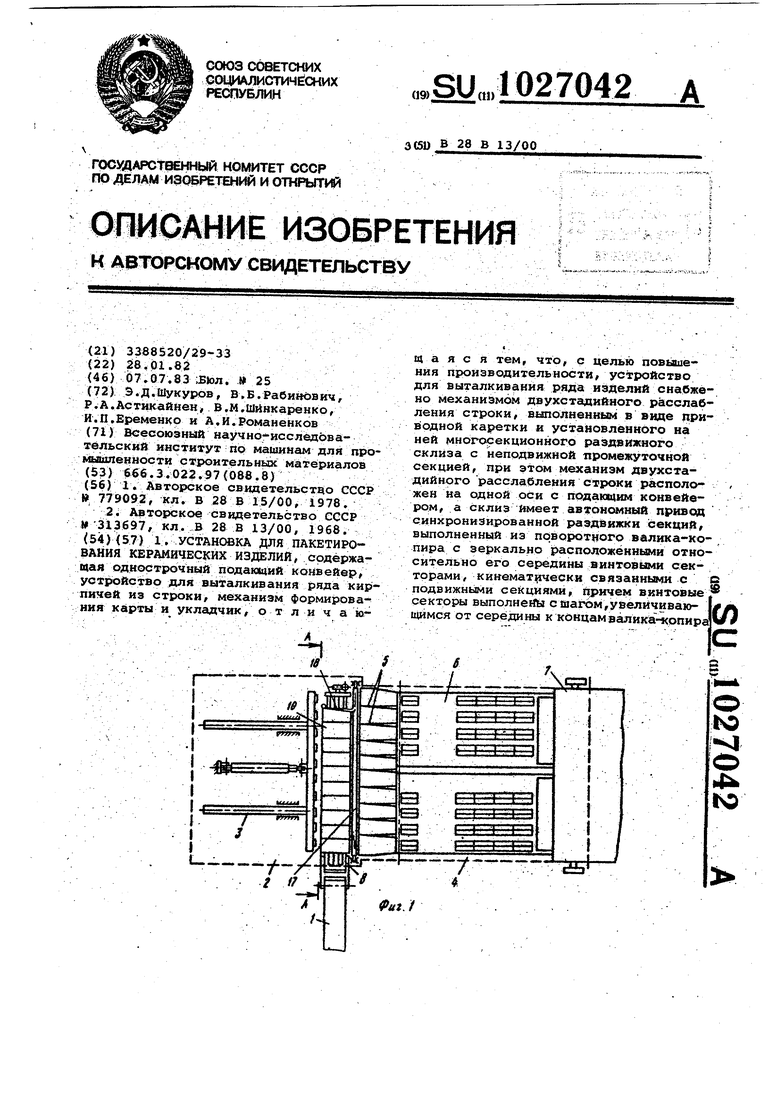
Изобретение относится к промышпенности строительных материалов и мо жет быть .использовано для садки керамических изделий на печные вагонетки и пакетирования готовой продукции кирпичных заводов.. Известно устройство для формирсюанйя садки изделий/ содержащее, 1)амУг транспортер, раздвижной плаоТнН т ай стол с механизмом раздэйжки пласт н. Перегрузч ик изйел ий с раздвижного стола на стол формирования слоя и делий, переносчик слоя и каретку, уста новленную йа направляющих, смонтирр ванных вдоль потока изделий, при этом раздвижной стол и перегрузчик смонтированы на каретке 1. Недостаток этого устройства состоит в том, что крайне затруднена выбраковка изделий в многорядном потоке сырца. , . , .; , . : Наиболее близкой к предлагаемой .является установка для пакетирования керамических изделий, содержащая однострочный подающий конвейер, устройство для в 1талкивания ряда изделий из строки, механизм формирования карты и укладчик t Недостаток известного устройства состоит в том, что в нерассл 1бленном потоке сырца при выталкивании ряда изделий из строки требуются значительные усилия, кoTotKje рграничив ают скорости Перемещения и надёжность рабочих органов. Цель изобретения - повышение производительности установки. Поставленная цель достигается тем, что в установке для пакетирования .„,........, -„,.,j,,.. „,. рамических изделий, содерж ей сднострочный подающий конвейер, устройство для выталкивания рг.да кирпичей из строки, механизм формирования каупял и укладчик, устройс тво для выталкивания ряда изделий снабжено мехгшизмом двухстадийногр расслабления втро ки, выполненным в виде ПРИВОДН10Й каретки и установленного на ней иногосекционного раздвижного склиза 4 неподвижной промежуточной секцией при этом механизм двухстадийного расслабленйя ст|ррки расположен Н одной оси с подающим конвейером, а склиз имеет автономный привод синхронизирова)()РЙ раздвижки секций выполненный в виде. поворотного валика-копира с зеркально расположенными относительно его середины винтовыми секторами, кинематически связаннь1ми с: подвижными секциями, причем йинтовые секторы выполнены с шагом, увеличивающимся от .середины к концам валика-копира. Кроме того, привод синхронизированной раздвижки секций склиза снаб-. жен регулируемым ограничителем обратного хода.валика-копира, а каретка продольным схскидным бортиком. На фиг. 1 изображена установка, вид в-плане; на фиг. 2 - разрез А-А на фис. 1 (механизм двухстадийного расслабления строки). установка содержит подающий конвейер 1, устройство 2 для выталкивания ряда изделий с толкс1телем 3, ме-. ханизм 4 формирования карты с упорами-разделителями 5 и шаговым конвейеpoKt €, укладчик 7 и механизм 8 двух стадийного расслабления строки, включаюций каретку 9 и многосекцирнный разлдаижнои склизЮ с одной неподвижной (закрепленной) секцией 11. РазДвижные секции 12 склиза 10 имеют ав|ТОН9мный привод 13, выполненный в ви-. |де поворотного валика-копира 14 с SHHTOBfcD(H секто рами 15 и ограничитеЛем;1б обратногб хода валика. Каретка 9 имеет продольный откидной бортик 17, расположенный со стороны упоров-разделителей 5 . Установка работает следующим образом.. . . , л Подающий конвейер 1 наталкивает строку изделий на многосекционный раздвижной склиз 10 до соприкосновения с упором 18. Затем каретка 9 при помощи привода 19 откатывается в рабочее положение. При эТом откидной бортик 17 опускается ниже уровня склиза. С включением привода 13 осуществляется синхронизированная раздвижка секций 12 в обе стороны от неподвижной секции 11 с целью дополнительного расслабления групп изделий в строке, получлвцшх первичное расслабление при откатывании каретки 9 в результате.отрыва строки от набегаххцего потока изделий.. Расслабленкы& л сгууптлроъа.нна.& на секциях скли за изделия толкателем 3 выталкиваются по соответствующей схеме садки из общей строки, образуя ряд карты (слоя изделий). При этом часть изделий задерживается упорами-разделите-i лями 5 на склизе 10 и вытолкнутый ряд оказывается на полотне шагового конвейера 6. Далее толкатель 3 возвращается в исходное положение а затем в исходное положение возвращаются каретка 9 и продольный бортик 17/ который занимает вертикальное по ложение и предотвращает задевание из делий за упоры-разделители 5 при наталкивании строки на склиз 10. Кроме того/ откидной бортик выравнивает ос тавшиеся на склизе изделия после выталкивания ряда. . После набора на шаговом конвейере 6 згщанной карты изделий укладчик 7 фиг 2 своими эахватс1ми берет изделия и переносит слой на печную вагонетку/формируя при этом за счет поворота головок перекрестную садку. В зависимости от размера изделий положение сдвинутых секций 12 склиза 10 определяется регулируемым ограничителем 16 обратного хода валика-копира 14.. Предлагаемё1я установка позволяет получить годовую экономию до 66 руб. за счет побыгаения производитель ности в эксплуатационной надежности.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формирования садки изделий | 1978 |
|
SU779092A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
