6 8
/ /
18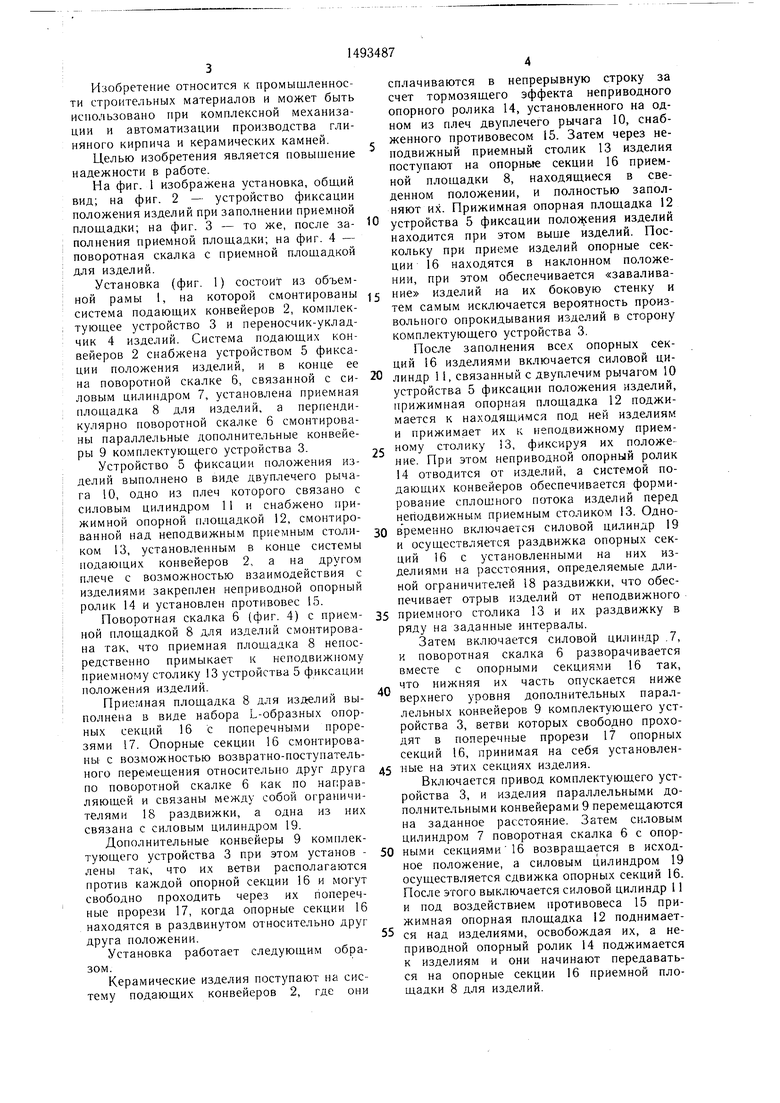
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Станок для резки непрерывно движущейся ленты на мерные изделия | 1987 |
|
SU1491730A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для упаковывания цилиндрических изделий | 1984 |
|
SU1303496A1 |
| Подъемно-опускная секция рольганга | 1983 |
|
SU1113347A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1987 |
|
SU1447680A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Комплектователь слоя садки керамических изделий на обжиговые вагонетки | 1984 |
|
SU1197855A1 |
Изобретение относится к производству строительных материалов и может быть использовано при комплексной механизации и автоматизации производства глиняного кирпича и керамических камней. Изобретение обеспечивает повышение надежности работы установки. Это достигается за счет оборудования подающих конвейеров устройством фиксации 5 положения изделий, выполненным в виде двуплечего рычага, связанного с силовым цилиндром и снабженного прижимным неприводным роликом, противовесом и прижимной опорной площадкой 8, а также за счет применения смонтированных на поворотной скалке 6 взаимосвязанных опорных секций 16 для изделий, имеющих поперечные прорези 17, в которые могут свободно входить ветви параллельных дополнительных конвейеров 9 комплектующего устройства 3. При этом одна из опорных секций связана с силовым цилиндром. 4 ил.
CD ОО
00
фиг.1
Изобретение относится к промышленности строительных материалов и может быть использовано при комплексной механизации и автоматизации производства глиняного кирпича и керамических камней.
Целью изобретения является повышение надежности в работе.
На фиг. 1 изображена установка, общий вид; на фиг. 2 - устройство фиксации положения изделий при заполнении приемной
сплачиваются в непрерывную строку за счет тормозящего эффекта неприводного опорного ролика 14, установленного на одном из плеч двуплечего рычага 10, снабженного противовесом 15. Затем через неподвижный приемный столик 13 изделия поступают на опорньге секции 16 приемной площадки 8, находящиеся в сведенном положении, и полностью заполняют их. Прижимная опорная площадка 12
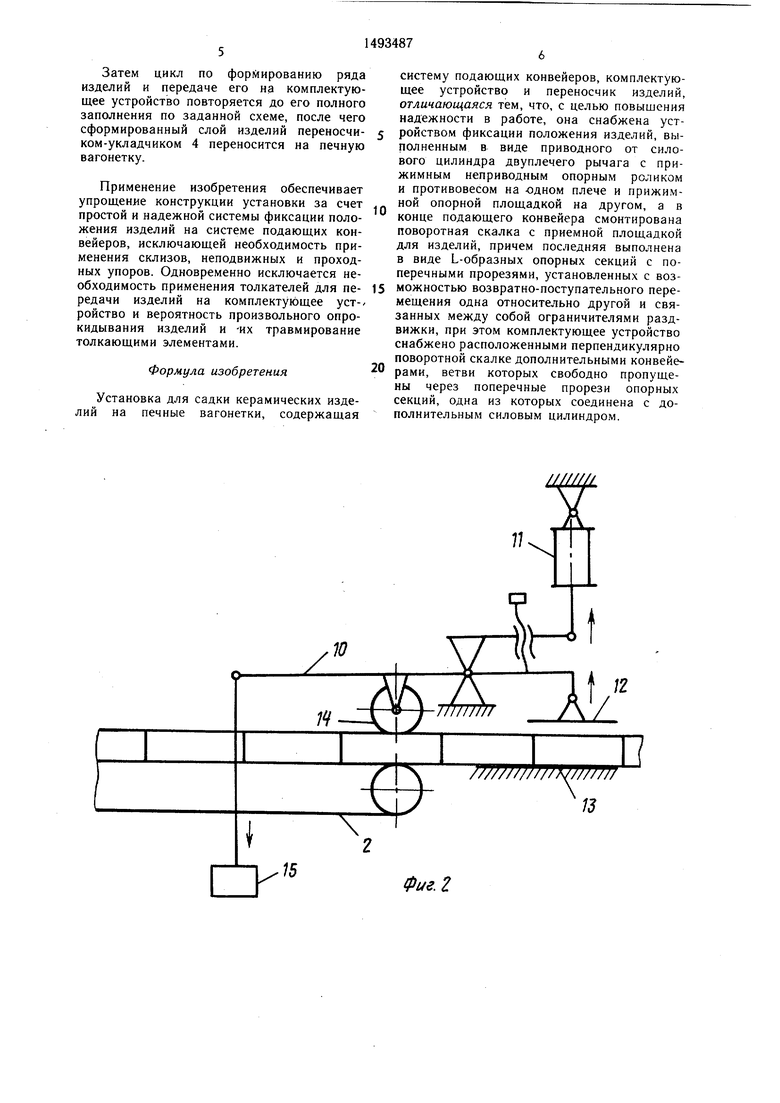
площадки; на фиг. 3 - то же, после за- Ю устройства 5 фиксации положения изделий полнения приемной площадки; на фиг. 4 -находится при этом выше изделий. Посповоротная скалка с приемной площадкойкольку при приеме изделий опорные секции 16 находятся в наклонном положении, при этом обеспечивается «заваливадля изделии.
Установка (фиг. 1) состоит из объемной рамы 1, на которой смонтированы ние изделий на их боковую стенку и система подающих конвейеров 2, комплек- тем самым исключается вероятность произ- тующее устройство 3 и переносчик-уклад-вольного опрокидывания изделий в сторону
чик 4 изделий. Система подающих кон-комплектующего устройства 3.
вейеров 2 снабжена устройством 5 фикса-После заполнения всех опорных секции положения изделий, и в конце ее ций 16 изделиями включается силовой ци- на поворотной скалке 6, связанной с си- 20 линдр 11, связанный с двуплечим рычагом 10 човым цилиндром 7, установлена приемная устройства 5 фиксации положения изделий,
прижимная опорная площадка 12 поджимается к находящимся под ней изделиям и прижимает их к неподвижному прием- 25 ному столику 13, фиксируя их положение. При этом неприводной опорный ролик 14 отводится от изделий, а системой подающих конвейеров обеспечивается формирование сплошного потока изделий перед неподвижным приемным столиком 13. Одноплощадка 8 для изделий, а перпендикулярно поворотной скалке 6 смонтированы параллельные дополнительные конвейеры 9 комплектующего устройства 3.
Устройство 5 фиксации положения изделий выполнено в виде двуплечего рычага 10, одно из плеч которого связано с силовым цилиндром 11 и снабжено прижимной опорной площадкой 12, смонтированной над неподвижным приемным столи- зо временно включается силовой цилиндр 19
ком 13, установленным в конце системы подающих конвейеров 2, а на другом плече с возможностью взаимодействия с изделиями закреплен неприводной опорный ролик 14 и установлен противовес 15.
и осуществляется раздвижка опорных секций 16 с установленными на них изделиями на расстояния, определяемые длиной ограничителей 18 раздвижки, что обеспечивает отрыв изделий от неподвижного
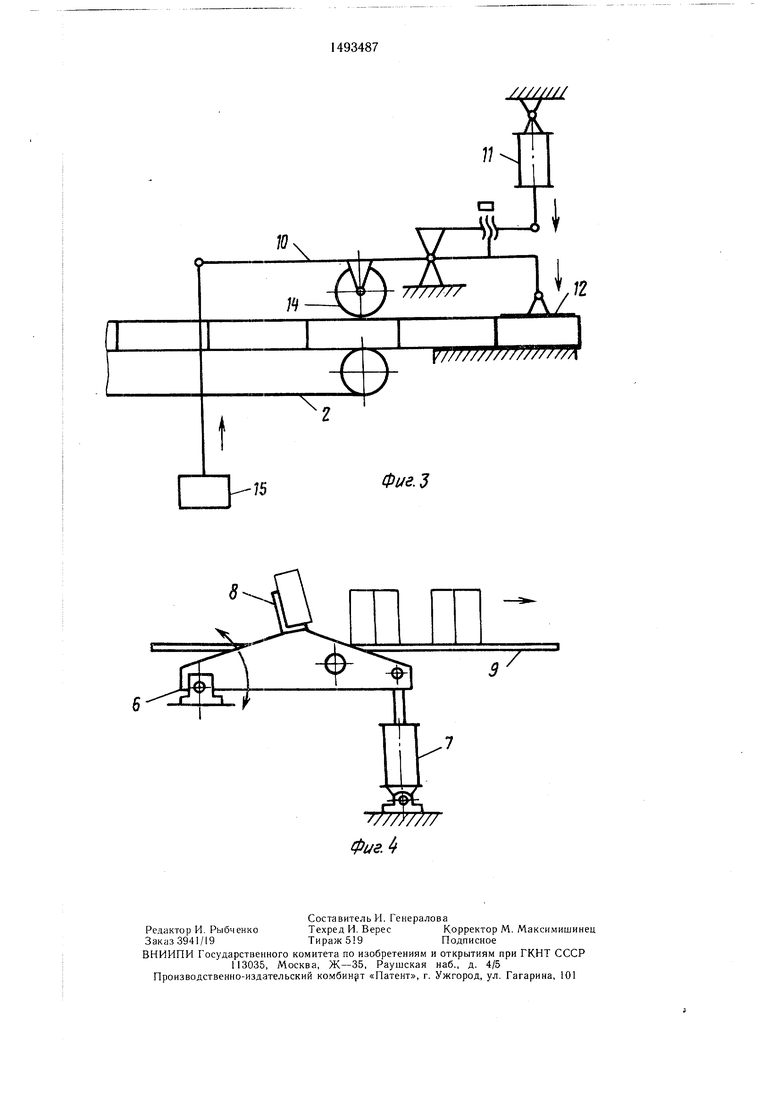
Поворотная скалка 6 (фиг. 4) с прием- 35 приемного столика 13 и их раздвижку в
НОИ площадкой Ь для изделии смонтирована так, что приемная площадка 8 непосредственно примыкает к неподвижному приемному столику 3 устройства 5 фиксации положения изделий.
Приемная площадка В для изделий выполнена в виде набора L-образных опорных секций 16 с поперечными прорезями 17. Опорные секции 16 смонтированы с возможностью возвратно-поступательного перемещения относительно друг друга 45 ные на этих секциях изделия, по поворотной скалке 6 как по направ-Включается привод комплектующего устляющей и связаны между собой ограничи-ройства 3, и изделия параллельными доиз нихполнительными конвейерами 9 перемещаются
на заданное расстояние. Затем силовым цилиндром 7 поворотная скалка 6 с опор- 50 ными секциями 16 возвращается в исходное положение, а силовым цилиндром 19 осуществляется сдвижка опорных секций 16. После этого выключается силовой цилиндр 11 и под воздействием противовеса 15 прижимная опорная площадка 12 поднимает- 55 ся над изделиями, освобождая их, а неприводной опорный ролик 14 поджимается к изделиям и они начинают передаваться на опорные секции 16 приемной площадки 8 для изделий.
телями 18 раздвижки, а одна связана с силовым цилиндром 19.
Дополнительные конвейеры 9 комплектующего устройства 3 при этом установ - лены так, что их ветви располагаются против каждой опорной секции 16 и могут свободно проходить через их поперечные прорези 17, когда опорные секции 16 находятся в раздвинутом относительно друг друга положении.
Установка работает следующим образом.
Керамические изделия поступают на систему подающих конвейеров 2, где они
сплачиваются в непрерывную строку за счет тормозящего эффекта неприводного опорного ролика 14, установленного на одном из плеч двуплечего рычага 10, снабженного противовесом 15. Затем через неподвижный приемный столик 13 изделия поступают на опорньге секции 16 приемной площадки 8, находящиеся в сведенном положении, и полностью заполняют их. Прижимная опорная площадка 12
устройства 5 фиксации положения изделий находится при этом выше изделий. Посции 16 находятся в наклонном положении, при этом обеспечивается «завалива ние изделий на их боковую стенку и тем самым исключается вероятность произ- вольного опрокидывания изделий в сторону
и осуществляется раздвижка опорных секций 16 с установленными на них изделиями на расстояния, определяемые длиной ограничителей 18 раздвижки, что обеспечивает отрыв изделий от неподвижного
приемного столика 13 и их раздвижку в
0
ряду на заданные интервалы.
Затем включается силовой цилиндр .7, к поворотная скалка 6 разворачивается вместе с опорными секциями 16 так, что нижняя их часть опускается ниже верхнего уровня дополнительных параллельных конвейеров 9 комплектующего устройства 3, ветви которых свободно проходят в поперечные прорези 17 опорных секций 16, принимая на себя установленЗатем цикл по формированию ряда изделий и передаче его на комплектующее устройство повторяется до его полного заполнения по заданной схеме, после чего сформированный слой изделий переносчи- ком-укладчиком 4 переносится на печную вагонетку.
Применение изобретения обеспечивает упрощение конструкции установки за счет простой и надежной системы фиксации положения изделий на системе подающих конвейеров, исключающей необходимость применения склизов, неподвижных и проходных упоров. Одновременно исключается необходимость применения толкателей для пе- редачи изделий на комплектующее уст-- ройство и вероятность произвольного опрокидывания изделий и -их травмирование толкающими элементами.
Формула изобретения
Установка для садки керамических изделий на печные вагонетки, содержащая
5
„ 5
0
систему подающих конвейеров, комплектующее устройство и переносчик изделий, отличающаяся тем, что, с целью повышения надежности в работе, она снабжена устройством фиксации положения изделий, выполненным в виде приводного от силового цилиндра двуплечего рычага с прижимным неприводным опорным роликом и противовесом на -одном плече и прижимной опорной площадкой на другом, а в конце подающего конвейера смонтирована поворотная скалка с приемной площадкой для изделий, причем последняя выполнена в виде L-образных опорных секций с поперечными прорезями, установленных с возможностью возвратно-поступательного перемещения одна относительно другой и связанных между собой ограничителями раздвижки, при этом комплектующее устройство снабжено расположенными перпендикулярно поворотной скалке дополнительными конвейерами, ветви которых свободно пропущены через поперечные прорези опорных секций, одна из которых соединена с дополнительным силовым цилиндром.
13
фиг. г
ю
15
1
////////
У
I
Фиг.З
/
| Авторское свидетельство СССР № 916320, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
