2. Комплектователь по п. 1, отличающийся тем, что рейка рамы и крайние палеты комплектовочного стола снабжены дополнительными рейками, расположенными под комплектовочным столом, на раме смонтированы на вертикальных осях зубчатые ролики, контактирующие с дополнительными рейками, а на крайнем откидном упоре толкателя смонтирован ограничительный элемент, при этом рейка снабжена закрепленными на ее концах зацепами, один из которых установлен с возможностью контакта с откидным упором толкателя, а другой - с ограничительным элементом.
3. Комплектователь по п. 1, отличающийся тем, что приемный стол выполнен трехсекционным, причем секции расположены перпендикулярно направлению перемеще. ния кирпичей по комплектователю, средняя из них закреплена стационарно, а крайние выполнены с возможностью возвратнопоступательного перемещения относительно средней секции посредством ограничителей раздвижки.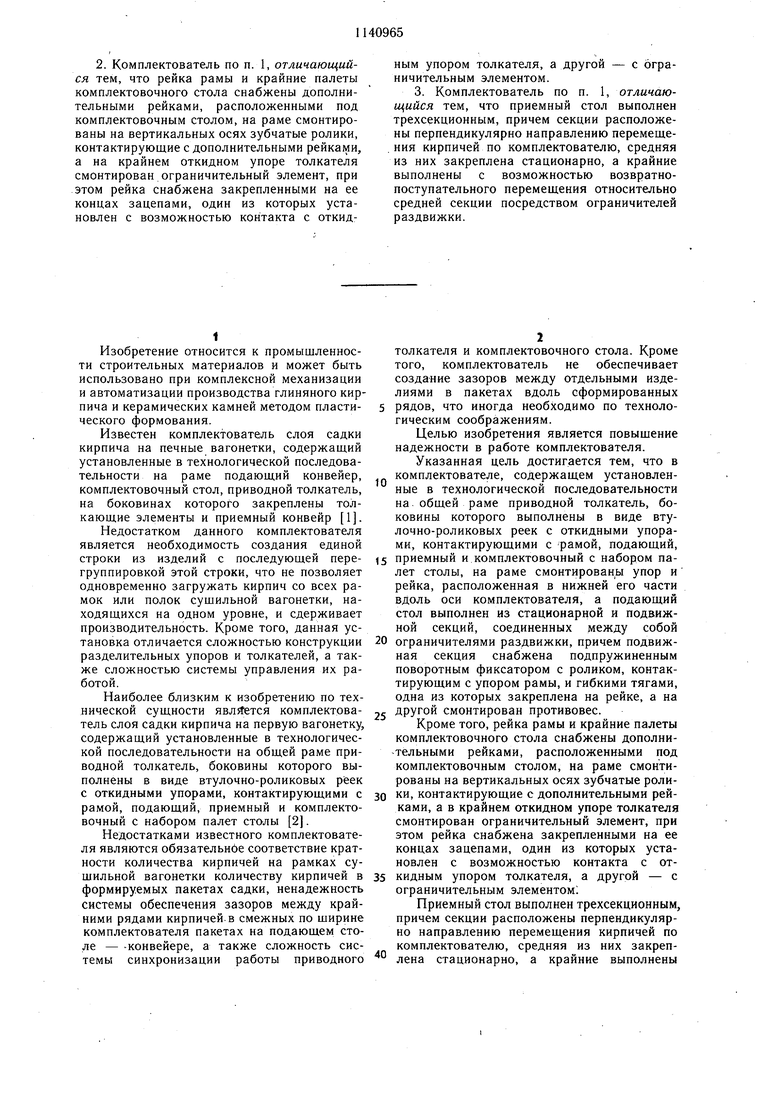

| название | год | авторы | номер документа |
|---|---|---|---|
| Комплектователь слоя садки керамических изделий на обжиговые вагонетки | 1984 |
|
SU1197855A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Установка для формирования слоя садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1375466A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1987 |
|
SU1447680A1 |
| Установка для пакетирования лицевого кирпича | 1986 |
|
SU1414654A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU742142A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |
| Автомат для садки кирпича на печные вагонетки | 1987 |
|
SU1412974A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
1. КОМПЛЕКТОВАТЕЛЬ СЛОЯ САДКИ КИРПИЧА НА ОБЖИГОВУЮ ВАГОНЕТКУ, содержащий установленные в технологической последовательности на общей раме приводной толкатель, боковины которого выполнены в виде втулочно-роликовых реек с откидными упорами, контактирующими с рамой, подающий, приемный и комплектовочный с набором ,палет столы, отличающийся тем, что, с целью повыщения надежности в работе, на раме смонтированы упор и рейка, расположенная в нижней ее части вдоль оси комплектователя, а подающий стол выполнен из стационарной и подвижной секций, соединенных между собой ограничителями раздвижки, причем подвижная секция снабжена подпружиненным поворотным фиксатором с роликом, контактирующим с упором рамы, и гибкими тягами, одна из которых закреплена на г (Л рейке, а на другой смонтирован противовес. 1 СО О5 сд 12
1
Изобретение относится к промыщленности строительных материалов и может быть использовано при комплексной механизации и автоматизации производства глиняного кирпича и керамических камней методом пластического формования.
Известен Комплектователь слоя садки кирпича на печные вагонетки, содержащий установленные в технологической последовательности на раме подающий конвейер, комплектовочный стол, приводной толкатель, на боковинах которого закреплены толкающие элементы и приемный конвейр 1.
Недостатком данного комплектователя является необходимость создания единой строки из изделий с последующей перегруппировкой этой строки, что не позволяет одновременно загружать кирпич со всех рамок или полок сущильной вагонетки, находящихся на одном уровне, и сдерживает производительность. Кроме того, данная установка отличается сложностью конструкции разделительных упоров и толкателей, а также сложностью системы управления их работой.
Наиболее близким к изобретению по технической сущности Комплектователь слоя садки кирпича на первую вагонетку, содержащий установленные в технологической последовательности на общей раме приводной толкатель, боковины которого выполнены в виде втулочно-роликовых pieeK с откидными упорами, контактирующими с рамой, подающий, приемный и комплектовочный с набором палет столы 2.
Недостатками известного комплектователя являются обязательнбе соответствие кратности количества кирпичей на рамках сущильной вагонетки количеству кирпичей в формируемых пакетах садки, ненадежность системы обеспечения зазоров между крайними рядами кирпичей, в смежных по щирине комплектователя пакетах на подающем столе - -конвейере, а также сложность системы синхронизации работы приводного
толкателя и комплектовочного стола. Кроме того, Комплектователь не обеспечивает создание зазоров между отдельными изделиями в пакетах вдоль сформированных рядов, что иногда необходимо по технологическим соображениям.
Целью изобретения является повыщение надежности в работе комплектователя.
Указанная цель достигается тем, что в комплектователе, содержащем установленные в технологической последовательности на общей раме приводной толкатель, боковины которого выполнены в виде втулочно-роликовых реек с откидными упорами, контактирующими с рамой, подающий,
5 приемный и комплектовочный с набором палет столы, на раме смонтированы упор и рейка, расположенная в нижней его части вдоль оси комплектователя, а подающий стол выполнен из стационарной и подвижной секций, соединенных между собой
0 ограничителями раздвижки, причем подвижная секция снабжена подпружиненным поворотным фиксатором с роликом, контактирующим с упором рамы, и гибкими тягами, одна из которых закреплена на рейке, а на
5 другой смонтирован противовес.
Кроме того, рейка рамы и крайние палеты комплектовочного стола снабжены дополни-тельными рейками, расположенными под комплектовочным столом, на раме смонтированы на вертикальных осях зубчатые ролики, контактирующие с дополнительными рейками, а в крайнем откидном упоре толкателя смонтирован ограничительный элемент, при этом рейка снабжена закрепленными на ее концах зацепами, один из которых установлен с возможностью контакта с откидным упором толкателя, а другой - с ограничительным элементом;
Приемный стол выполнен трехсекционным, причем секции расположены перпендикулярно направлению перемещения кирпичей по комплектователю, средняя из них закреп° лена стационарно, а крайние выполнены
с возможностью возвратно-поступательного перемещения относительно средней секции посредством ограничителей раздвижки.
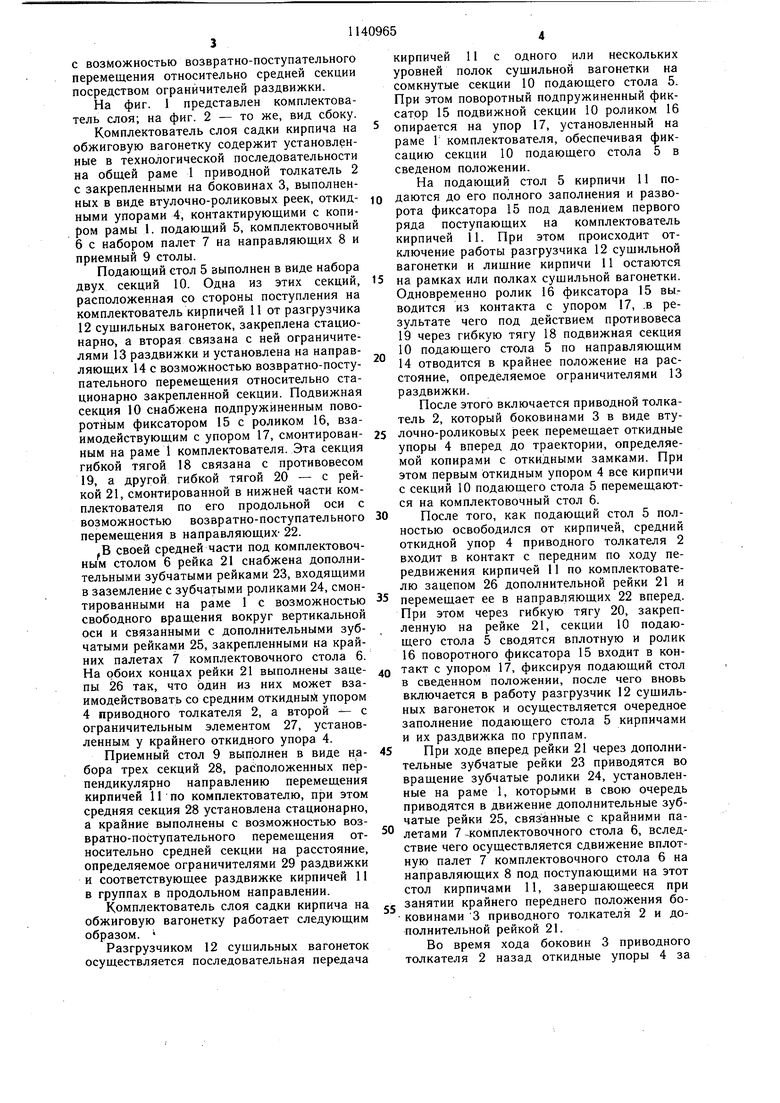
На фиг. 1 представлен комплектователь слоя; на фиг. 2 - то же, вид сбоку.
Комплектователь слоя садки кирпича на обжиговую вагонетку содержит установленные в технологической последовательности на общей раме 1 приводной толкатель 2 с закрепленными на боковинах 3, выполненных в виде втулочно-роликовых реек, откидными упорами 4, контактирующими с копиром рамы 1. подающий 5, комплектовочный 6 с набором палет 7 на направляющих 8 и приемный 9 столы.
Подающий стол 5 выполнен в виде набора двух секций 10. Одна из этих секций, расположенная со стороны поступления на Комплектователь кирпичей 11 от разгрузчика 12 сущильных вагонеток, закреплена стационарна, а вторая связана с ней ограничителями 13 раздвижки и установлена на направляющих 14 с возможностью возвратно-поступательного перемещения относительно стационарно закрепленной секции. Подвижная секция 10 снабжена подпружиненным поворотным фиксатором 15 с роликом 16, взаимодействующим с упором 17, смонтированным на раме 1 комплектователя. Эта секция гибкой тягой 18 связана с противовесом 19, а другой гибкой тягой 20 - с рейкой 21, смонтированной в нижней части комплектователя по его продольной оси с возможностью возвратно-поступательного перемещения в направляющих 22.
,В своей средней части под комплектовочным столом 6 рейка 21 снабжена дополнительными зубчатыми рейками 23, входящими в заземление с зубчатыми роликами 24, смонтированными на раме 1 с возможностью свободного вращения вокруг вертикальной оси и связанными с дополнительными зубчатыми рейками 25, закрепленными на крайних палетах 7 комплектовочного стола 6. На обоих концах рейки 21 выполнены зацепы 26 так, что один из них может взаимодействовать со средним откидным упором 4 приводного толкателя 2, а второй - с ограничительным элементом 27, установленным у крайнего откидного упора 4.
Приемный стол 9 выполнен в виде набора трех секций 28, расположенных перпендикулярно направлению перемещения кирпичей 11 по комплектователю, при этом средняя секция 28 установлена стационарно, а крайние выполнены с возможностью возвратно-поступательного перемещения относительно средней секции на расстояние, определяемое ограничителями 29 раздвижки и соответствующее раздвижке кирпичей 11 в группах в продольном направлении.
Комплектователь слоя садки кирпича на обжиговую вагонетку работает следующим образом.
Разгрузчиком 12 сушильных вагонеток осуществляется последовательная передача
кирпичей 11 с одного или нескольких уровней полок сушильной вагонетки на сомкнутые секции 10 подающего стола 5, При этом поворотный подпружиненный фиксатор 15 подвижной секции 10 роликом 16
опирается на упор 17, установленный на раме 1 комплектователя, обеспечивая фиксацию секции 10 подающего стола 5 в сведеном положении.
На подающий стол 5 кирпичи 11 подаются до его полного заполнения и разворота фиксатора 15 под давлением первого ряда поступающих на Комплектователь кирпичей 11. При этом происходит отключение работы разгрузчика 12 сущильной вагонетки и лищние кирпичи 11 остаются
5 на рамках или полках сушильной вагонетки. Одновременно ролик 16 фиксатора 15 выводится из контакта с упором 17, .в результате чего под действием противовеса 19 через гибкую тягу 18 подвижная секция 10 подающего стола 5 по направляющим 14 отводится в крайнее положение на расстояние, определяемое ограничителями 13 раздвижки.
После этого включается приводной толкатель 2, который боковинами 3 в виде вту5 лочно-роликовых реек перемещает откидные упоры 4 вперед до траектории, определяемой копирами с откидными замками. При этом первым откидным упором 4 все кирпичи с секций 10 подающего стола 5 перемещаются на комплектовочный стол 6.
0 После того, как подающий стол 5 полностью освободился от кирпичей, средний откидной упор 4 приводного толкателя 2 входит в контакт с передним по ходу передвижения кирпичей 11 по комплектователю зацепом 26 дополнительной рейки 21 и
5 перемещает ее в направляющих 22 вперед. При этом через гибкую тягу 20, закрепленную на рейке 21, секции 10 подающего стола 5 сводятся вплотную и ролик 16 поворотного фиксатора 15 входит в конд такт с упором 17, фиксируя подающий стол в сведенном положении, после чего вновь включается в работу разгрузчик 12 сущильных вагонеток и осуществляется очередное заполнение подающего стола 5 кирпичами и их раздвижка по группам.
5 При ходе вперед рейки 21 через дополнительные зубчатые рейки 23 приводятся во вращение зубчатые ролики 24, установленные на раме 1, которыми в свою очередь приводятся в движение дополнительные зубчатые рейки 25, связанные с крайними па летами 7 -комплектовочного стола 6, вследствие чего осуществляется сдвижение вплотную палет 7 комплектовочного стола 6 на направляющих 8 под поступающими на этот стол кирпичами И, завершающееся при
занятии крайнего переднего положения бо ковинами 3 приводного толкателя 2 и дополнительной рейкой 21.
Во время хода боковин 3 приводного толкателя 2 назад откидные упоры 4 за
счет воздействия копиров с откидными замками поднимаются в горизонтальное положение и свободно проходят над кирпичами. На конечном этапе хода назад ограничительный элемент 27 приводного толкателя 2 входит в контакт с передним зацепом 26 рейки 21 и перемещает ее назад в исходное положение. При этом через дополнительные зубчатые рейки 23, зубчатые ролики 24 и дополнительные зубчатые рейки 25 осуществляется разведение палет 7 на направляющих 8 с установленными на палетах кирпичами II, в результате чего в группах переданных на комплектовочный стол кирпичей создаются зазоры между рядами в поперечном направлении. Одновременно гибкая тяга 20, связывающая рейку 21 с подвижной секцией 10 подающего стола 5, свободно провисает, натягиваясь при разведении секции 10 этого стола под действием противовеса 19, при освобождении подвижной секции 10 от фиксации В сведенном положении. Во время очередного хода вперед средним откидным упором 4 приводного толкателя 2 ряды кирпичей 11 с комплектовочного стола 6 однократно перемещаются на первую позицию приемного стола 9. включающую ближнюю к комплектовочному столу 6 подвижную секцию 28 приемного стола 9 и часть средней стационарно установленной секции 28 этого стола.
При очередном ходе вперед приводного толкателя 2 третьим откидным упором 4 осуществляется перемещение кирпичей с первой позиции приемного стола 9 на вторую позицию, включающую вторую половину стационарно установленной секции 28 и крайнюю подвижную секцию 28, с одновременным заполнением первой позиции кирпичами, перемещаемыми средним откидным упором 4. Зазор между группами кирпичей на первой и второй позициях приемного стола 9 обеспечивается за счет соответствующих позиций установки поворотных упоров 4 на боковинах 3.
Третий откидной упор 4 выполнен с прорезью по оси комплектователя, вследствие
чего он свободно проходит под зацепом 26 рейки 21 при ходе вперед и возвращении в исходное положение.
После заполнения обеих позиций приемного стола 9 осуществляется раздвижка его подвижных секций относительно средней секции на расстояние, определяемое ограничителями 29 раздвижки и соответствующее заданной величине раздвижки изделий в каждой группе в продольном направлен 1и.
0 Затем полностью сформированный слой пакетной садки забирается с приемного стола 9 и переносится на обжиговую вагонетку, а секции 28 приемного стола 9 сводятся вплотную.
Предлагаемый комплектователь слоя садки кирпича н обжиговую вагонетку по сравнению с известным обеспечивает расширение технологических возможностей, так как при его использовании не требуется сложных дополнительных устройств для форQ мирования слоя в случае некратности количества кирпича в слое его количеству на одном или нескольких полностью заполненных уровнях полок сушильной вагонетки и могут быть использованы сушильные вагонетки с любой длиной рамок и любым
5 количеством кирпичей на них, а также поскольку он обеспечивает создание зазоров между отдельными кирпичами или их группами в пакете как в продольном, так и в поперечном направлениях. При этом формирование слоя садки обеспечивается за счет
простой и надежной механической взаимосвязи отдельных узлов комплектователя.
Предлагаемое устройство может быть легко переналажено при изменении схемы садки за счет изменения рабочей длины ограничителей раздвижки между секциями приемного и подающего столов, а также между палетами комплектовочного стола.
Отпадает необходимость применения специальных датчиков и сложных синхронизаторов работы отдельных узлов предлагаемого комплектователя, силовых приводов для подающего и комплектовочного столов, что существенно повышает его надежность.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
