ff П М iL, 7w -Jtr
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Установка для садки керамических изделий на печные вагонетки | 1990 |
|
SU1717374A1 |
| Установка для садки керамических изделий на печные вагонетки | 1989 |
|
SU1719221A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |
| Устройство для садки керамических изделий на печную вагонетку | 1989 |
|
SU1789340A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU766864A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU742142A1 |
1. УСТАНОВКА ДЛЯ САДКИ КЕРАЛАИЧЕСКИХ ИЗДЕЛИЙ НА ПЕЧНЫЕ ВАГОНЕТКИ, содержащая систему подающих конвейеров, толкатель, стол раздвижки, выполненный из приводных палет, установленных на направляющих, накопитель слоя изделий и переносчик слоя с групповым захватом, отличающаяся тем, что, с целью повышения надежности, стол раздвижки снабжен приводной подъемно-опускной балкой, расположенной над направляющими, а налеты выполнены с несущими вертикальными щеками, установленными параллельно боковым поверхностям балки, при этом крайние налеты имеют упоры, выступаюпше над балкой. 2. Установка по п. 1, отличающаяся тем, что между палетами стола раздвижки смонтированы упругие элементы.
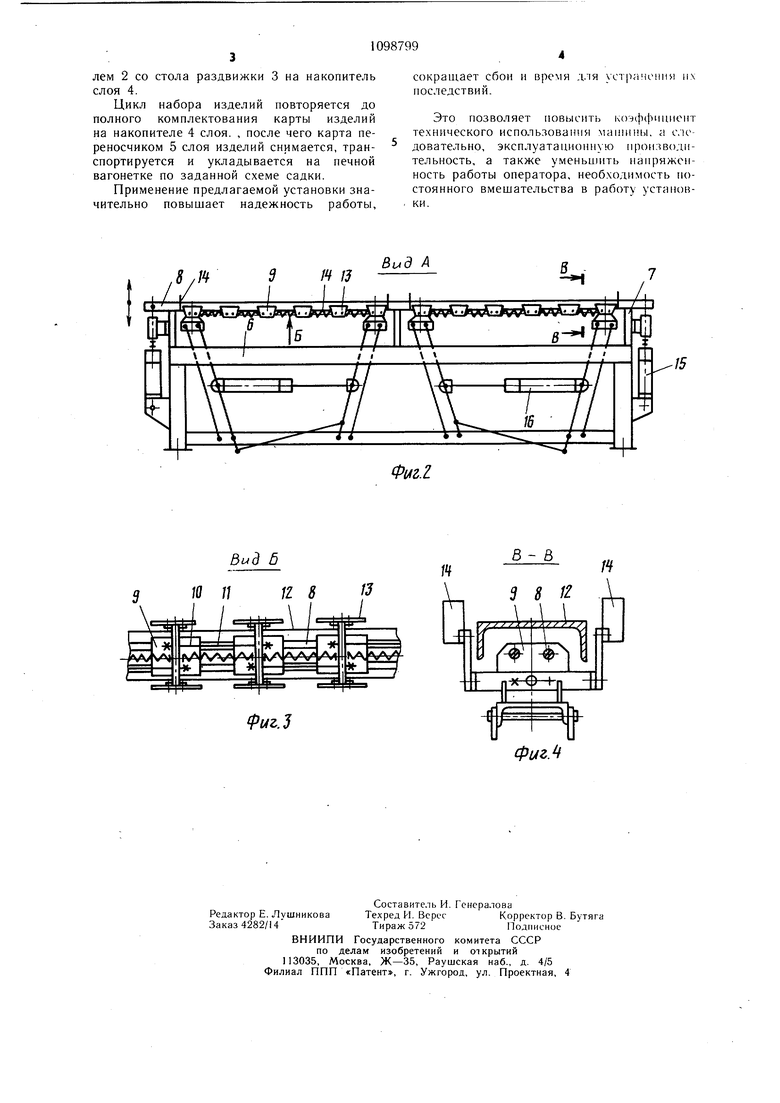
И.обретсние относится к промышленiiocTii строительных материалов и может бь)1ть использовано при комплексной механизации и автоматизации производства, изделий грубой керамики, например, кирпича, керамических камней и других изделий. Известна установка для садки керамических изделий на печные вагонетки, включающая разгрузчик сушильных вагонеток, систему конвейеров подачи изделий, сталкиватель, стол раздвижки, комплектующий стол и перекладчик изделий 1. Однако стол раздвижки в установке не имеет элементов автоматической настройки на колеблющийся размер кирпича, и поэтому установка работает не устойчиво с частыми остановками на устранение причин сбоев и поломок. Наиболее близкой к предлагаемой является установка для садки керамических изделий на печные вагонетки, содержащая систему подающих конвейеров, толкатель, стол .раздвижки, выполненный из приводных палет, установленных на направляющих, накопитель слоя изделий и переносчик слоя с групповым захватом. 2. Недостаток установки заключается в том, что она непадежна в работе из-за частых (ктановок и сбоев по причине разворота пли падения кирпичей на столах раздвижки, зап1емления опрокинувшихся кирпичей или его отколовшихся частей между палетамп при их сдвижке, образования просыпей глиняных частиц па направляющие. Вследствие колебания размеров сухих изделий, возникает несоответствие заданного положения палет и меняющегося положения соответствующих кирпичей в поступающей на стол раздвижки строке изделий. Кирпич смещается за пределы палет, опорный контур их уменьшается и при раздвижке они, в зависимости от величины смещения, падают или разворачиваются, если оказываются на двух палетах одновременно. Кроме того, в этом случае требуется точная фиксация группы изделий против стола раздвижки, т. е. остановка их на выдвижном фиксированном упоре. Цель изобретения - повыщение надежности в работе. Поставленная цель достигается тем, что в установке для садки керамических изделий на печные вагонетки, содержащей систему подающих конвейеров, толкатель, стол раздвижки, выполненный из приводных палет, установленных на направляющих, накопитель слоя изделий и переносчик слоя с групповым захватом, стол раздвижки снабжен приводной подъемно-опускной балкой, расположенной над направляющими, а палеты выполнены с несущими вертикальными щеками, установленными параллельно боковым поверхностям балки, при этом крайние палеты имеют упоры, выступающие над балкой. 1 9 Кроме того, между налетами стола раздвижки смонтированы упругие элементы. На фиг. 1 изображена установка, план; на фиг. 2 - вид по стрелке А на фиг. 1 (вид на стол раздвижки); на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2. Установка состоит из смонтированных на объемной раме системы подающих конвейеров 1, толкателя 2, стола 3 раздвижки, накопителя 4 слоя, выполненного в виде конвейера или комплектовочного стола и переносчика укладчика 5 слоя изделий с групповым захватом. При этом стол 3 раздвижки состоит из рамы 6, на которой смонтированы в опорах 7 направляющие 8, содержащие палеты 9, связанные между собой шпильками 10, а между палатами 9 установлены одинаковые упругие элементы в виде цилиндрических пружин 11 сжатия. Над направляющими 8 расположена приводная подъемно-опускная балка 12, служащая несущей площадкой для изделий и защищающая от просыпи глинистых частиц на направляющие 8. Палеты 9 снабжены несущими вертикальными щеками 13, расположенными по бокам подъемно-опускной балки 12. Крайние палеты 9 каждой раздвигаемой группы содержат выступающие над балкой 12 упоры 14. Подъемно-опускная балка 12 связана с приводом 15, например, гидроцилиндром 16, обеспечивающим подъем и опускание балки 12 на заданную величину. Крайние палеты 9 каждой раздвигаемой группы контактируют с механизмом раздвижки палет. Установка работает следующим образом. Керамические изделия поступают на систему подающих конвейеров 1, где они группируются и толкателем 2 сталкиваются на стол 3 раздвижки, где располагаются на поднятой балке 12, причем палеты 9 в это время находятся в раздвинутом положении. Затем при поднятой балке 12 палеты 9 сдвигаются до зажатия группы изделий между упорами 14 крайних палет 9, а остальные палеты 9 автоматически располагаются на равных расстояниях друг от друга благодаря наличию между ними цилиндрических пружин сжатия, расположенных на одной оси, следовательно, происходит автоматическая настройка положения палет 9 под конкретный размер поступивщей группы изделий и все палеты 9 располагаются под соответствующими парами изделий. Затем подъемно-опускная балка 12 опускается и все изделия оказываются на соответствующих несущих вертикальных щеках 13 палет 9. Включается механизм раздвижки и палеты 9 с изделиями раздвигаются до выбора установленного хода шпилек 10. Подъемно-опускная балка 12 вновь поднимается и изделия сталкиваются толкателем 2 со стола раздвижки 3 на накопитель слоя 4.
Цикл набора изделий
повторяется до карты изделий полного комплектования на накопителе 4 слоя. , после чего карта переносчиком 5 слоя изделий снимается, транспортируется и укладывается на печной вагонетке по заданной схеме садки.
Применение предлагаемой установки значительно повышает надежность работы.
сокрап1.ает сбои и время для ycTpaiioiiiui их последствий.
Это позволяет повысить (|1фииионт технического использования машины. ; следовательно, эксплуатационную производительность, а также уменьшить напряженность работы оператора, необходимость постоянного вмешательства в работу установки.
А
дид б
и 8 13
W П
иг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
