1C
1C
оо а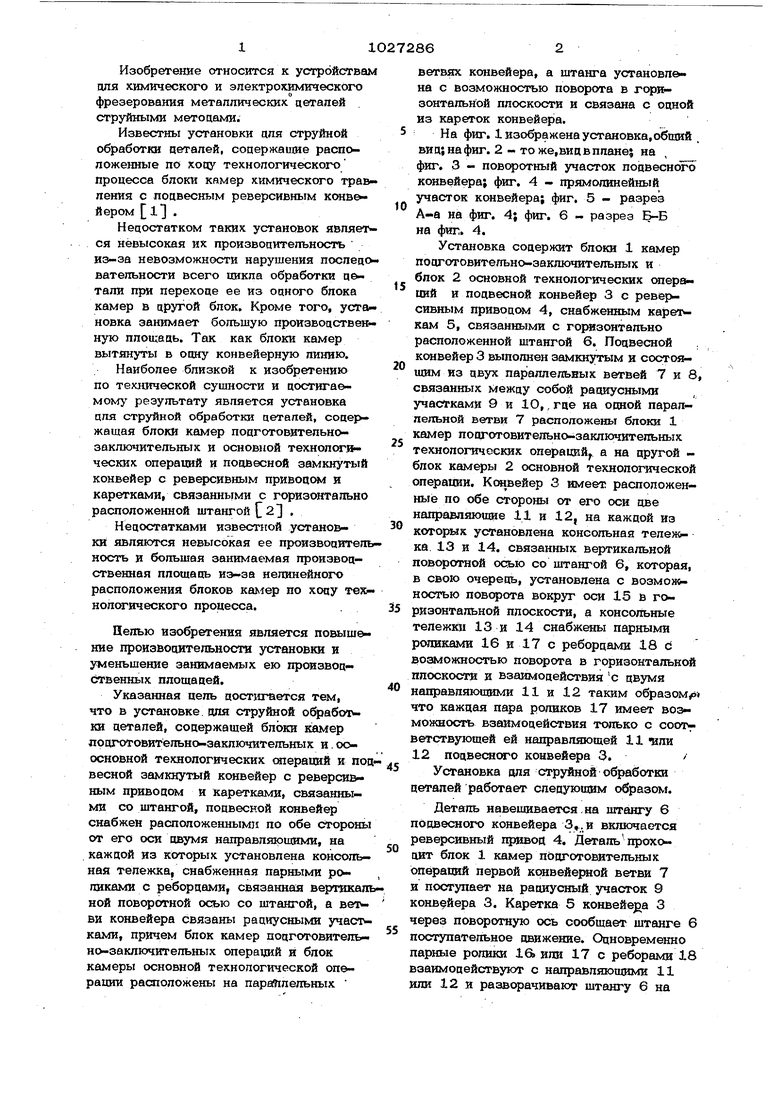
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для струйной обработки деталей | 1982 |
|
SU1157136A1 |
| Устройство для химической и электрохимической обработки изделий | 1982 |
|
SU1060706A1 |
| Устройство для химической и электрохимической обработки деталей | 1981 |
|
SU1019022A1 |
| Установка для химической и электро-ХиМичЕСКОй ОбРАбОТКи издЕлий | 1979 |
|
SU819219A1 |
| Конвейерная система линии технологической обработки | 1989 |
|
SU1728102A1 |
| Устройство для химической и электрохимической обработки изделий | 1981 |
|
SU1006541A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2019 |
|
RU2742099C2 |
УСТАНОВКА ДЛЯ СТРУЙ НОЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащая блоки камер подготовительно-заклкм ченных и основной технологических операций и подвесной замкнутый с реверсивным приводом и каретками, связанными с горизонтальной штангой, отличаю щаяся тем. что, с цепью повышения производитепьности установки и уменьшения занимаемых ею производственных площадей, подвесной конвейер снабжен распопоженньгми по обе стороны от его оси двумя направляюишми, на каждой из которых установлена консольная , снабженная парными роликами с ребордами, связанная вертикальной поворотной осью со штангой, а ветви конвейера связаны радиусными участками, причем блок камер подготовитепьнозаключитепьных операций и блок камеры основной технологической операции.раоположены на параллельных ветвях конi вейера, а штанга установлена с возмож ноЬтью поворота в горизонтальной ппоо(Я кости и связана с одной из кареток конвейера.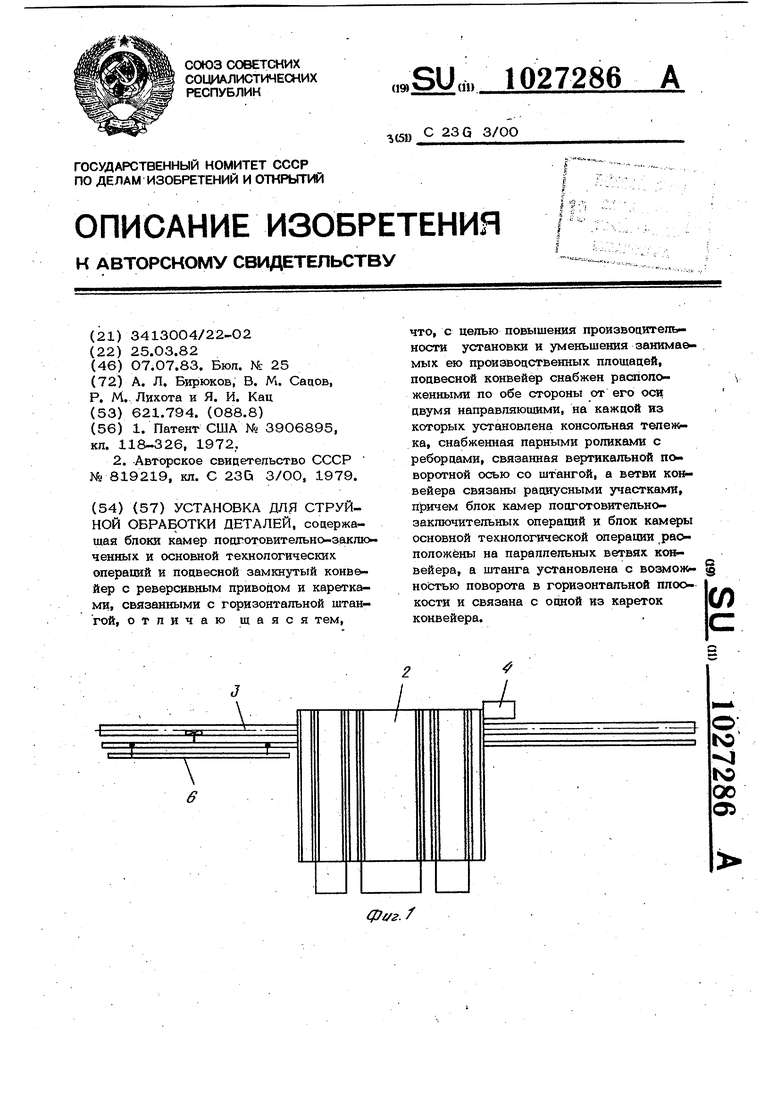
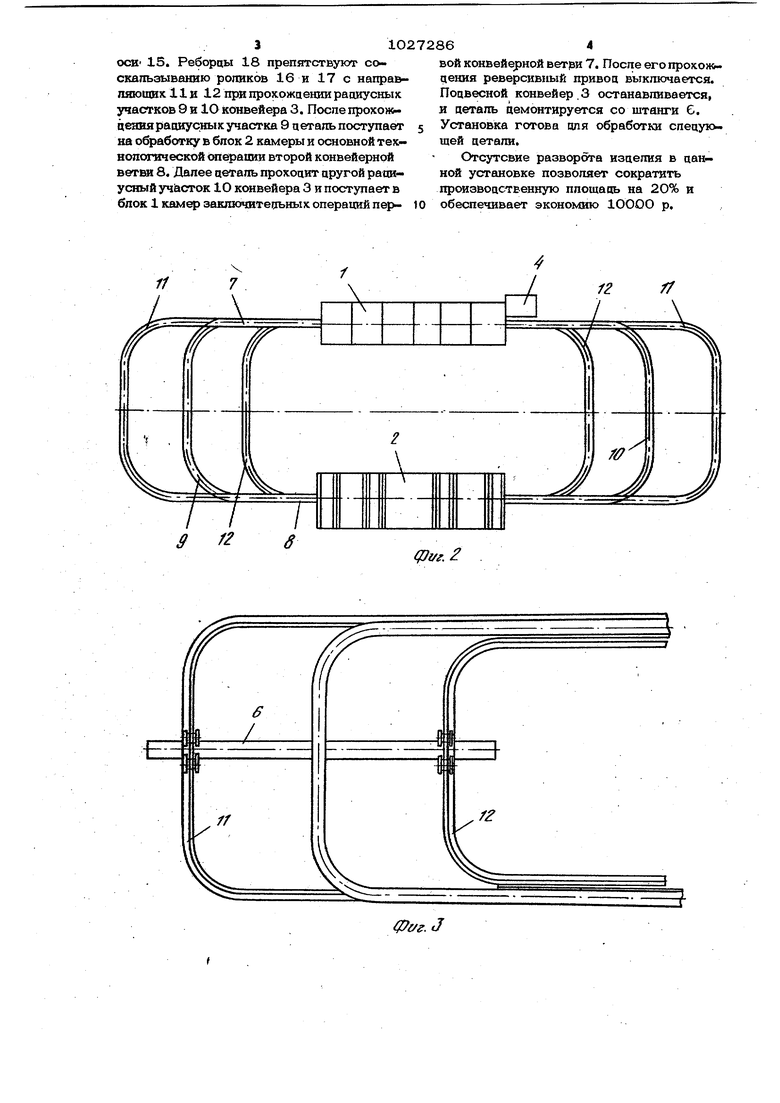
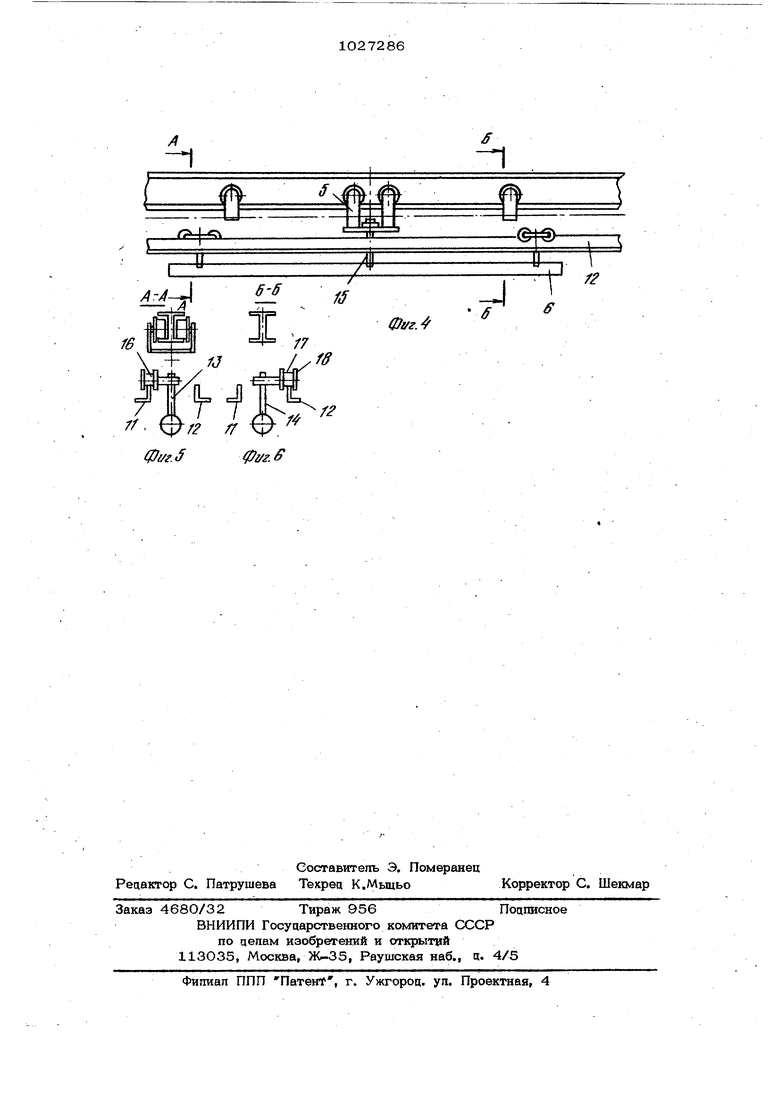
фе/г. Изобретение относится к устройства для химического и электрохимического фрезерования металлических цеталей струйными методами. Известны установки аля струйной обработки цеталей, содержащие расположенные по ходу технологического процесса блоки камер химического трав ления с подвесным реверсивным к жвейером ll . Недостатком таких установок являет ся невысокая их производительность из-за невозможности нарушения послед вательности всего цикла обработки детали при переходе ее из одного блока камер в другой блок. Кроме того, уста новка занимает большую производствен ную площадь. Так как блоки камер вытянуты в одну конвейерную линию. Наиболее близкой к изобретению по технической сущности и достигав.мому результату является установка Ц71Я струйной обработки цеталей, содерм жащая блоки камер подготовительнозаключительных и основной технологических операций и подвесной замкнутый конвейер с реверсивным приводом н каретками, связанными с горизонтально расположенной штангой L23 , Недостатками извест1гой установки являются невысокая ее производител ность и большая занимаемая производственная площадь из-за нелинейного расположения блоков камер по ходу тех нолотнческого процесса. Целью изобретения является поиыш нив производительности установки и уменьшение занимаемых ею производственных площадей. Указанная цель достигается тем, что в установке для струйной офабот ки деталей, содержащей блоки к:амер подготовительно-заключительных и. ооосновной технологических операций и п весной замкнутый конвейер с реверси&шым приводом и каретками, связанными со штангой, подвесной конвейер снабжен расположенными по обе сторон от его оси двумя направляющими, на каждой из которых установлена консоль ная тележка, снабженная парными роликами с ребордами, связанная вертика ной поворотной осью со штангой, а вет ви конвейера связаны радиусными учас ками, причем блок камер подготовитель но-заключительных операдай и блок камеры основной технологической операции расположены на парв глельных ветвях конвейера, а штанга установл&.« на с возможностью поворота в горизонтальной плоскости и связана с одной из кареток конвейера. На фиг. 1 изображена установка,общий . ви д; на фиг. 2 - то же, вид в плане; на фиг, 3 - поворотный участок подвесно1го конвейера; фиг. 4 - прямолинейный участок кгаявейера; фиг. 5 - разрез А-а на фиг, 4} фиг. б - разрез Б-Б на фиг. 4. Установка содержит блоки 1 камер подготовительно-заключительных и блок 2 основной технологических caiepaiций и подвесной конвейер 3 с реверсивным приводе 4, снабженным кареткам 5, связанными с гогжзонтально расположенной штангой 6, Подвесной . конвейер 3 выполнен замкнутым и состоящим из двух пар аллельных ветвей 7 и 8, связанных Между собой радиусными учас гками 9 и 10,, где на одной параллельной ветви 7 расположены блоки 1 камер подготовительно-заключительных технологических операций а на другой блок 2 основной технологической операции. Конвейер 3 имеет расположенные по обе сторошз от его оси две направляющие 11 и 12, на каждой из которых установлена консольная тележка 13 и 14, связанных вертикальной повсфотной осью со штангой 6, которая, в свою очередь, установлена с возмо ностью поворота вокруг оси 15 в горизонтальной плоскости, а консольные тележки 13 и 14 снабжены парными роликами 16 и 17 с ребордами 18 с: возможностью поворота в горизонтальной плоскости и взаимодействияс двумя направляющими 11 и 12 таким образом/ что каждая пара роликов 17 имеет возможность взаимодействия только с соот ветствующей ей направляющей 11 иди 12 подвеснсиго конвейера 3. Установка для струйной обработки деталей работает следующим образом. Деталь навешивается,на штангу 6 подвесного конвейера 3,.и включается реверсивный привод 4, Детальпрахо. дит блок 1 камер подготовительных операций первой конвейе жой ветви 7 и поступает на радиусный участок 9 конвейера 3, Каретка 5 конвейеда 3 через поворотную ось сообщает штанге 6 поступательное движение. Одновременно парные ролики 16 или 17 с реборами 18 взаимодействуют с направляющими 11 или 12 н разворачивают штангу 6 на
ОСИ 15. Реборцы 18 препятствуют соскальзыванию роликов 16 к 17 с направшвоошк 11 и 12 при прохожаении раоиусных участков 9 и 1О конвейера 3. После прохо цения радиусных участка 9 цеталь поступает на обработку в блок 2 камеры и основной технологической шерации второй конвейерной ветви 8. Далее деталь проходит другой радиусный учйсток 1О конвейера 3 и поступает в блок 1 камер заключительных оператшй перм
вой конвейерной ветри 7. После егопрохожгдения реверсивный привод выключается. Подвесной конвейер.З останавливается, и деталь демонтируется со штанги 6. Установка готова для обработки спедук. щей детали.
Отсутсвие разворота изделия в да№ной установке позволяет сократить производственную площадь на 2О% и обеспечивает экономию 1ОООО р.
3 /
д
(fli/f. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3906895, кп | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для химической и электро-ХиМичЕСКОй ОбРАбОТКи издЕлий | 1979 |
|
SU819219A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
