Изобретение относится к кондукторам для сборки под сварку изделий типа шахт.
По основному авт.св. №919848 известно устройство для сборки под сварку изделий типа шахт,содержащее смонтиройаные на основании стойки с прижимньми элементами и узел кре.пления изделий, выполненый в виде закрепленного на основании прямоугольного корпуса с опорньвки кулачковьм роликами,укрепленными в углах корпус а, и смонтированых на валиках шестерен, а также закрепленноП в корпусе двухсторонней зубчатой рейки, .связанной с упомянутыми шестернями, при этом в стойке установлен регулирвочный винт, шарнирнр соединенный с зубчатой рейкой 1.
Недостатком такого устройства является низкая производительность, так как трудно быстро и точно установить опоры перпендикулярно боковым стенкам корпуса.
целью изобретения является повышение производительности путем автоматической установки опор кулачковых валиков в рабочее положение.
Указанная цель достигается тем, что устройство для сборки под сварку изделий типа шахт, содержащее смонтированные на основании стойки с прижимньми элементам и и узел крепления изделий,выполненный в виде закрепленного на основании прямоугольного корпуса с опорными кулачковыми вaликaми,yкpeплeнны Ш в углах корпуса, и смонтированных на валиках шестерен, а также закрепленный в кор;; пусе двухсторонней зубчатой рейки,св занной с упомянутыми шестернями,при этом в стойке установлен регулировочный винтгшарнирно соединенный с зубчтой рейкой, снабжено смонтированном на основании фиксатором,а на зубчатой рейке выполнены пазы для фиксатора с шагом, равным шагу между опорами каждого кулачкового валика по делительной окружности игёстерни.
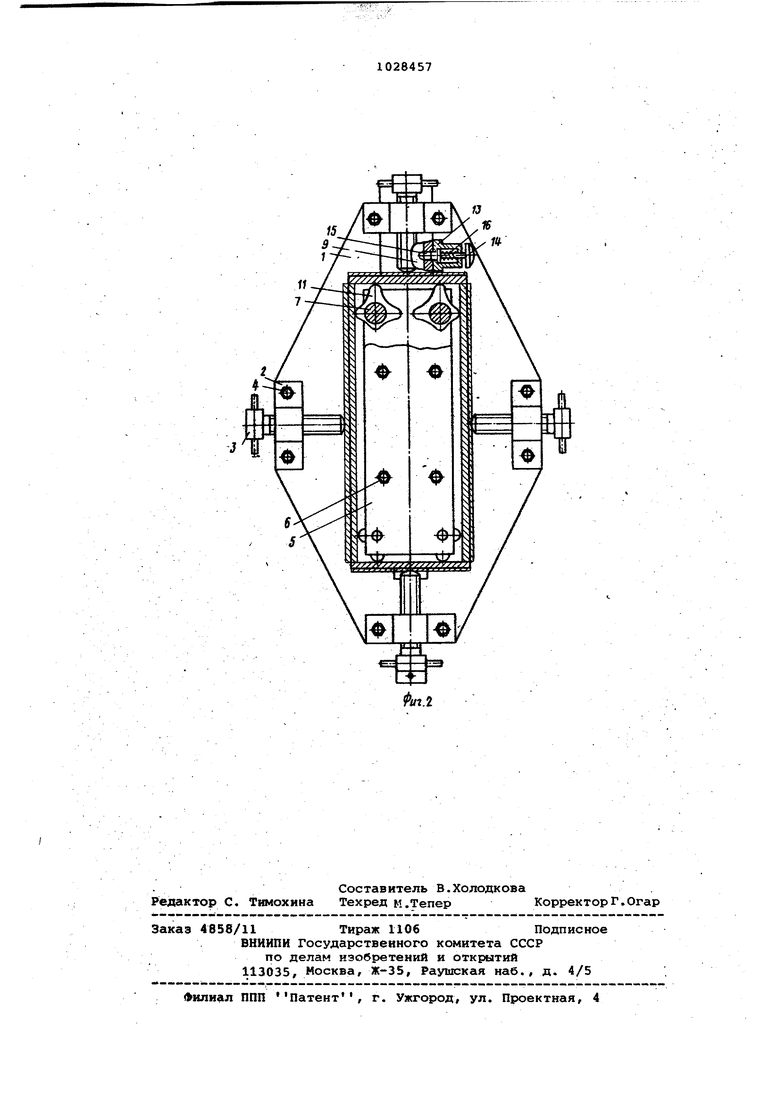
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 то же, вид сверху.
Устройство для сборки под сварку изделий типа шахт содержит основание 1, на котором установлены стойки 2 с прижимными винтами 3/ закрепленные болтами 4, и узел крепления
изделия, состоящий из прямоугольного корпуса 5, закрепленного болтами б, установленных в корпусе опорных кулачковых валиков 7, снабженных шестер нями 8, которые входят в зацепление с двухсторонней зубчатой рейкой 9, на одной из сторон которой выполнены шагом, равиьм шагу между опо, рами кулачкового валика делительной окружности шестерни 8. Рейка шарнирно соединена с регулировочным винтом 10, который проходит через резьбовое отверстие стойки 2. Опоры 11 опорных кулачковых валиков 7 выполнеш разных размеров, что дает возможность собирать на одном устройстве изделия типа шахт четырех типоразмеров. Для фиксации положения опор 11 кулачкрвь валиков7 иа корпусе 5 установлен фиксатор 12, состоящий из корпуса 13, рукоятки 14, штыря 15 и пружины 16 и взаимодействующий с па зами двухсторонней зубчатой рейки 9. . Устройство работает следующим образом.
Регулировоч(«ф1 sttfiTOM 10 через двухстороннюю зубчатую рейку 9 и шестерни 8 поворачивает опорные кулачковые валики 7 до входа штьфя 15 фиксатора 12 в паз дзухстороиней зубчатой рейки 9. В таком положении оси ойор 11 располагаются перпейдикулярно боковьм стенкам корпуса 5.
Затем поочередно ставятся боковые передняя и задняя стенки изделия на выступы корпуса 5 и прйжютаются винтами 3 к опорам II.
После сборки и сварки отпускают-ся приж1 1ные винты .3, рукояткой 14 фиксатора 12 выводят ШТЕФЬ 15 из паза двухсторонней зубчатой рейки 9 регулировочню1 бинтсях 10через двухстороннюю зубчатую рейку, и шестерни 8 поворачивают опорные кулачковые валики 7 на 20-30, что обеспечивает
свободный съем изделия с устройства.
Для сборки изделий остальных типоразмеров регулировочшяд виитсм 10 перемещается двухсторонняя зубчатая рейка 9 до входа штыря 15 фиксатора12 в контакт со следующим пазсм двух; сторонней зубчатой рейки 9.
Эффективность и.эсбретения заключается в сокращения времени иа уста.мовку на необходи 1ый типоразмер в
4jpaOo4ee положение опор кулачковых валиков.
11
П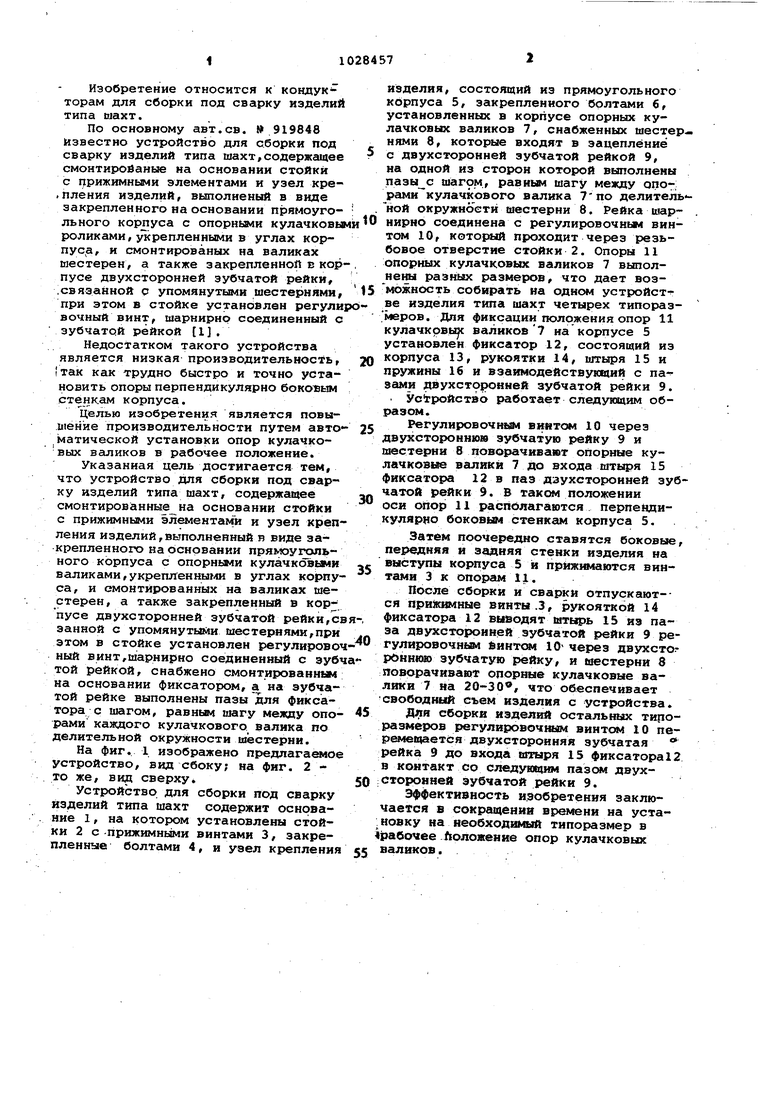
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку изделий типа шахт | 1980 |
|
SU919848A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Стенд для сборки и вращения тяжелове ных цилиндрических изделий в процессе сварки | 1973 |
|
SU518310A1 |
| Устройство для получения гофрированных деталей из ленты | 1980 |
|
SU899199A2 |
| Установка для перегрузки штучных грузов | 1989 |
|
SU1775338A1 |
| Кантователь для поворота изделий при сварке | 1985 |
|
SU1291345A1 |
| Подъемник рамной конструкции с винтовым приводом | 1981 |
|
SU1010001A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| Шагающий конвейер | 1980 |
|
SU905167A1 |
УСТРОЙСТВО ДЛЯ СБОРА ПОД СВАРКУ ИЗДЕЛИЙ ТИПА ШАХТ по авторскому свилетельству № 919848,о т личающееся тем, что, с целью повышения производительности путем автоматической установки опор кулачковых валиков в рабочее положение, устройство снабжено смонтированным на основании фиксатором, а на зубчатой рейке выполнены пазы для фиксатора с шагом, равным шагу между опорами каждого кулачкового валика по делительной окружности шестерни.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР | |||
| Устройство для сборки под сварку изделий типа шахт | 1980 |
|
SU919848A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
