(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ ТИПА ШАХТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку изделий типа шахт | 1981 |
|
SU1028457A2 |
| Кондуктор для сборки под сваркуКОРОбчАТыХ издЕлий ТипА шАХТ | 1979 |
|
SU835684A1 |
| Станок для сверления отверстий в пуговицах | 1976 |
|
SU558796A1 |
| БОЕВАЯ МАШИНА РЕАКТИВНОЙ СИСТЕМЫ ЗАЛПОВОГО ОГНЯ НА БАЗОВОМ ШАССИ ТАНКА | 2000 |
|
RU2170906C1 |
| ПУЛЬСИРУЮЩИЙ КАРУСЕЛЬНБШ КОНВЕЙЕР | 1969 |
|
SU238397A1 |
| Станок для изготовления спиралей арматурных каркасов | 1979 |
|
SU878398A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ КОНВЕЙЕРНЫХ ПОПЕРЕЧИН | 1967 |
|
SU191709A1 |
| Устройство для складывания плоскихиздЕлий | 1978 |
|
SU819026A1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 1999 |
|
RU2151225C1 |
| Стенд для сборки и вращения тяжелове ных цилиндрических изделий в процессе сварки | 1973 |
|
SU518310A1 |

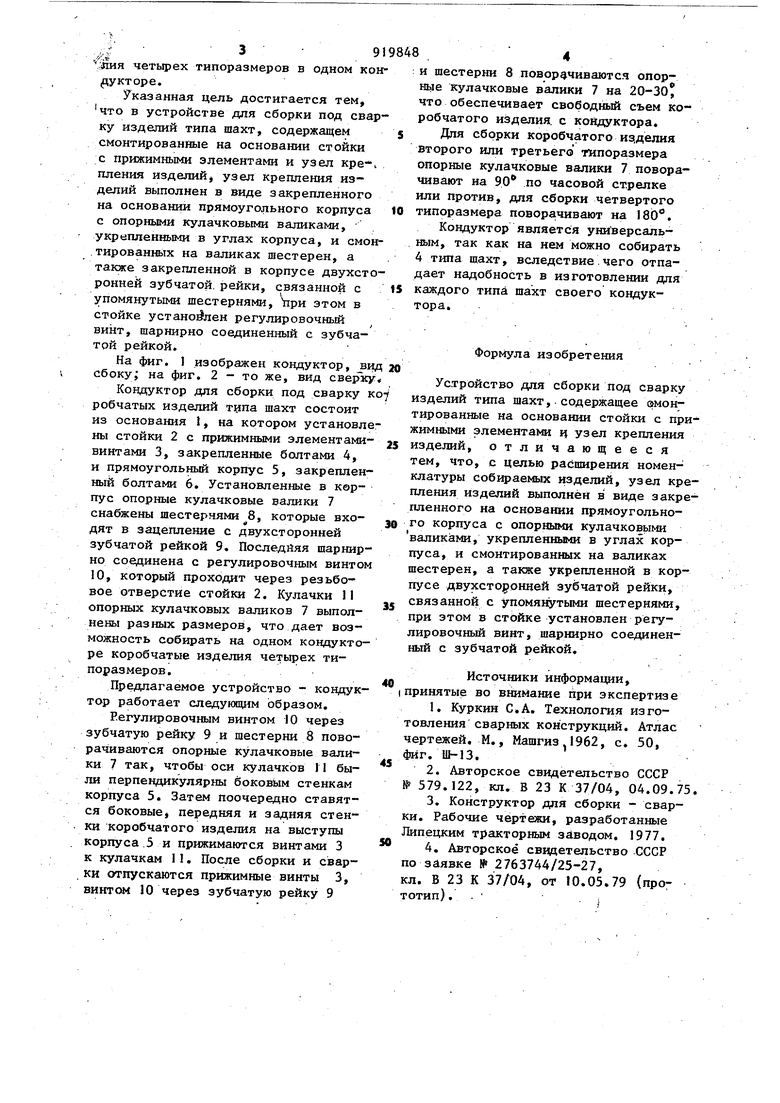
Изобретение относится к устройствам - ковдукторам.для сборки под сварку металлоконструкцшТс из листобого материала. Известен кондуктор для сборки под сварку металлоконструкций из листово го материала, содержащий основание, на котором смонтированы подвижная и неподвижная опоры ij . Недостатком известного кондуктора является то, что он не обеспечивает сборку коробчатых изделий без диафрагм. Известен также кондуктор для сбор под сварку металлоконструкций из лис- тового материала, содержащий основание, снабженное поворотной плитой с приводными прижимами и подвижной опо рой 2. Однако такой кондуктор невозможно применить для сборки под сварку коробчатых изделий сечением 200л200 и длиной 200 мм и менее. Известен также кондуктор для сборки под сварку коробчатых изделий типа шахт, содержащий смонтированные на основании стойки с прижимными элементами и опорный узел, размещенный между ними |.3. Недостатком этого кондуктора является большая трудоемкость при освобождении сваренного изделия из кондуктора. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для сборки под сварку коро,бчатых изделий типа шахт, содержащее смонтированные на основании стойки с прижимными элементами и узел крепления изделий 4}. Недостатком этого устройства является то, что на каждый типоразмер (в поперечном сечении) коробчатого изделия необходим отдельный кондуктор. Цель изобретения - обеспечение сборки под сварку коробчатого изде ия четырех типоразмеров в одном ко ;укторе. Указанная цель достигается тем, что в устройстве для сборки под сва ку изделий типа шахт, содержащем смонтированные на основании стойки с прижимными элементами и узел крепления изделий, узел крепления изделий выполнен в виде закрепленного на основании прямоугольного корпуса с опорными кулачковыми валиками, укрепленными в углах корпуса, и смо тированньтх на валиках шестерен, а также закрепленной в корпусе двухст ронней зубчатой, рейки, связанной с упомянутыми шестернями, йри этом в стойке установлен регулировочный винт, шарнирно соединенный с зубчатой, рейкой. На фиг. 1 изображен кондуктор, в сбоку; на фиг. 2 - то же, вид сверк Кондуктор для сборки под сварку робчатых изделий типа шахт состоит из основания 1, на котором установл ны стойки 2 с прижимными элементами винтами 3, закрепленные болтами 4, и прямоугольный корпус 5, закреплен ный болтами 6. Установленные в корпус опорные кулачковые валики 7 снабжены шестернями 8, которые входят в зацепление с двухсторонней зубчатой рейкой 9, Последйяя шарнир но соединена с регулировочным винто 10, который проходит через резьбовое отверстие стойки 2. Кулачки II опорных кулачковых валиков 7 выполнены разных размеров, что дает возможность собирать на одном кондукто ре коробчатые изделия четырех типоразмеров. Предлагаемое устройство - кондук тор работает следуюпщм образом. Регулировочным винтом 10 через зубчатую рейку 9 и шестерни 8 поворачиваются опорные кулачковые валики 7 так, чтобы оси кулачков J1 были перпендикулярны ёоковУм стенкам корпуса 5. Затем поочередно ставятся боковые, передняя и задняя стенки коробчатого изделия на выступы корпуса 5 и прижимаются винтами 3 к кулачкам 1I. После сборки и сварки отпускаются прижимные винты 3, винтом 10 через зубчатую рейку 9 и шестерни 8 поворачиваются опорные кулачковые валики 7 на 20-30 что обеспечивает свободный съем коробчатого изделия, с кондуктора. Для сборки коробчатого изделия второго или третьего -типоразмера опорные кулачковые валики 7 поворачивают на 90 по часовой стрелке или против, для сборки четвертого типоразмера поворачивают на 180. Кондуктор является универсальным, так как на нем можно собирать 4 типа шахт, вследствие.чего отпадает надобность в изготовлении для каждого типа шахт своего кондуктора. изобретения Устройство для сборки под сварку изделий типа шахт,.содержащее вмонтированные на основании стойки с прижимными элементами н узел крепления изделий, отличающееся тем, что, с целью расширения номенклатуры собираемых изделий, узел крепления изделий выполнен в виде закрепленного на основании прямоугольного корпуса с опорными кулачковыми валиками, укрепленными в углах корпуса, и смонтированных на валиках шестерен, а также укрепленной в корпусе двухсторонней зубчатой рейки, связанной с упомянутыми шестернями, при этом в стойке установлен регулировочный винт, шариирно соединенный с зубчатой рейкой. Источники информации, Принятые во внимание при экспертизе 1.Куркин С.А. Технология изготовления сварных конструкций. Атлас чертежей, М,, Машгиз 1962, с, 50, фиг, Ш-13. 2.Авторское свидетельство СССР № 579,122, кл, В 23 К 37/04, 04.09.75. 3.Конструктор для сборки - сварки. Рабочие чертежи, разработанные Липецким тракторным заводом. 1977. 4.Авторское свидетельство СССР по заявке № 2763744/25-27, кл. В 23 К 37/04, от 10,05.79 (прототип) . . . j
г
