Изобретение относится к области сварки, а именно к устройствам для установки изделий в положение,удобное для сварки.
Целью изобретения является упрощение конструкции.
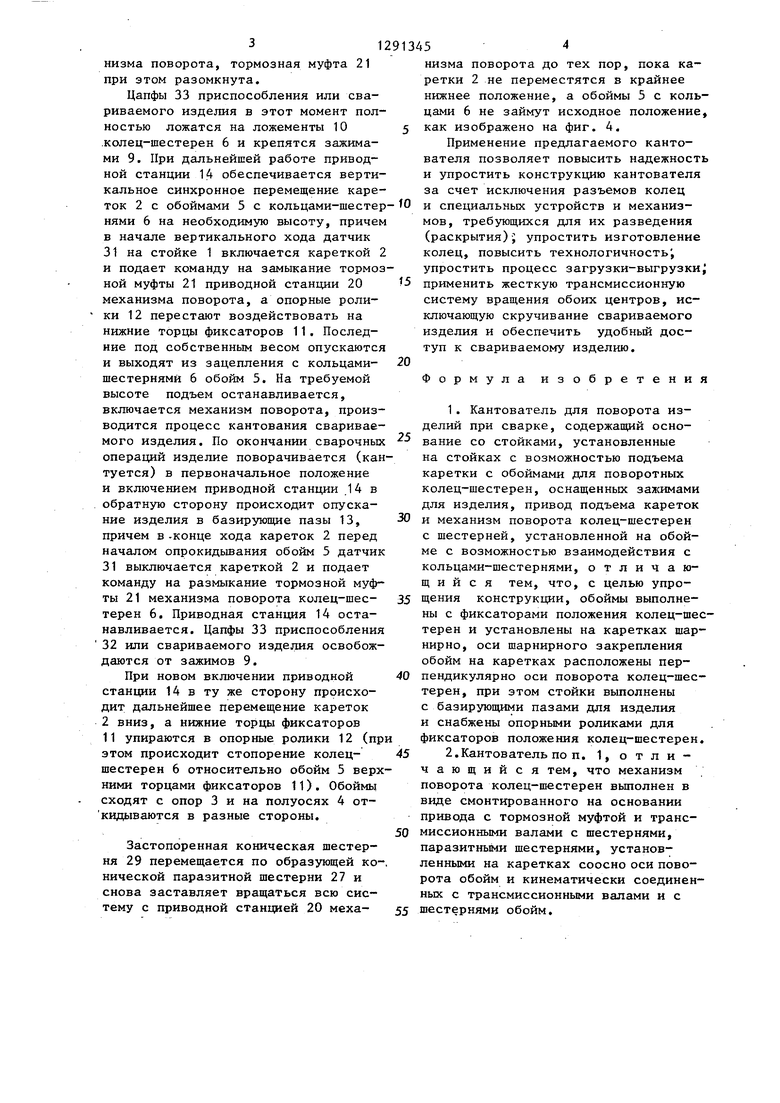
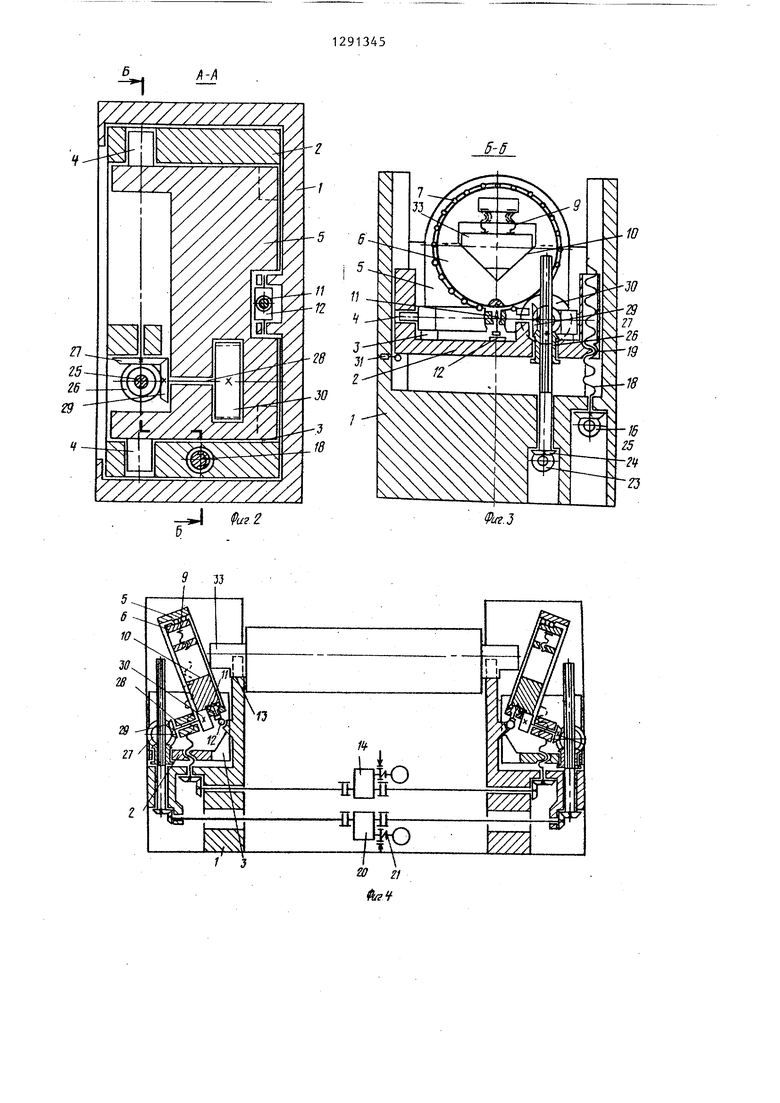
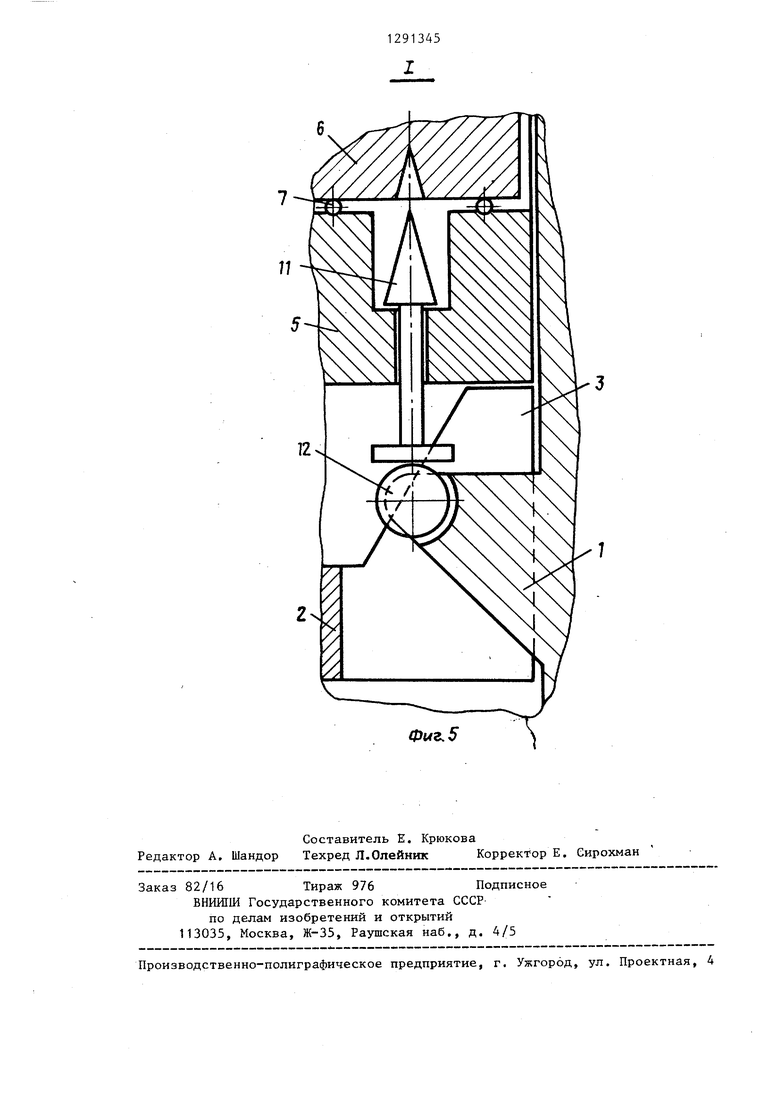
На фиг. 1 изображен предлагаемый кантователь, на фиг, 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - кантователь в исходном положении; на фиг.5 узел I на фиг. 1.
Кантователь содержит смонтированные на основании две коробчатые стойки 1, в направляющих которых установлены с возможностью подъема каретки 2 с опорами 3. На каретках 2 с помощью полуосей 4 смонтированы обоймы 5 с установленными в них кольцами-шестернями 6, расположенными на шариковых опорах 7. Полуоси 4 перпендикулярны осям поворота колец- шестерен. Кольца-шестерни 6 вьтолне- ны с зубчатыми венцами 8 и снабжены зажимами 9 и ложементами 10. Обоймы 5 снабжены фиксаторами 1 1 положения колец-шестерен 6. На стойках 1 смонтированы опорные ролики 12 при этом стойки выполнены с базирующими пазами 13.
Кантователь оснащен п риводом подъема кареток 2, выполненным в виде приводной станции 14, трансмиссионных валов 15, конических шестерен 16 и 17, грузовых винтов 18, взаимосвязанных с гайками 19 кареток 2.
Механизм поворота колец-шестерен
6 кантователя выполнен в виде привод- 40 горизонтальное положение, а нижние ной станции 20, состоящей из привода торцы обойм 5 не сядут на опоры 3
(электродвигателя М2), тормозной муфты 21, цилиндрического редуктора и зубчатых муфт, а также трансмиссионных валов 22, конических шестерен 23 и 24, шлицевых валов 25, установленных на каретках 2 конических шестерен-втулок 26, конических паразит- ньк шестерен 27, взаимодействующих со смон тированными на обоймах 5 и валах 28 коническими 29 и цилиндрическими 30 шестернями, причем паразитная коническая шестерня 27 выполнена большего диаметра непосредственно взаимосвязанных с ней конических шестерен 26 и 29. На стойке 1 установлен датчик 31. Изделие собирается на приспособлении 32, оборудованном цапфами 33.
кареток 2.,
Одновременно с обоймами 5 пере- 45 мещаются цилиндрические шестерни 30 промежуточные валы 28 и конические шестерни 29, последние должны перекатываться по образующим работающих с ними в парах конических паразитны 50 шестерен 27, но ввиду того, что кольца-шестерни 6 зафиксированы от поворота относительно обойм 5 фикса торами 1 1 , кинематически связанные с кольцами-шестернями 6 конические 55 шестерни 29 вращаться не могут, поэтому шестерни 29 заставляют повора чиваться за зубчатый венец паразитные шестерни 27 и всю систему с мех низмами приводной станции 20 мехаКантователь работает следуюш;им образом.
Предварительно собранное на приспособлении 32 изделие подается
краном в зону работы кантователя и устанавливается своими цапфами 33 в базирующие пазы 13. Кантователь в этот момент занимает исходное положение, т.е. его обоймы 5 максимально развернуты (откинуты) относительно полуосей 4 кареток 2 и нижними торцами фиксаторов 11 свободно опираются на опорные ролики 12, одновременно кольца-шестерни 6 зафиксированы от поворота внутри обойм 5 верхними торцами фиксаторов 11, зажимы 9 вывернуты, каретки 2 смещены в нижнее крайнее положение, а датчик 31, включенный кареткой 2, вьщает
команду на размыкание тормозной муфты 21 .
Установка обойм 5 с кольцами-шестернями 6 в рабочее положение обеспечивается пуском электродвигателя
приводной станции 14, вращение от которого передается через трансмиссионные валы 15, конические шестерни 16 на конические шестерни 17 и далее обеспечивается вращение грузовых винтов 18. Грузовые винты 18 при помощи гаек 19 перемещают каретки 2 вертикально вверх, причем установленные на каретках 2 обоймы 5 с кольцами-шестернями 6 совершают сложное
движение: их полуоси 4 перемещаются вертикально вверх, а нижние торцы фиксаторов 11 обкатываются по образующим опорных роликов 12 до тех пор, пока оси колец-шестерен 6 не примут
кареток 2.,
Одновременно с обоймами 5 пере- мещаются цилиндрические шестерни 30, промежуточные валы 28 и конические шестерни 29, последние должны перекатываться по образующим работающих с ними в парах конических паразитных шестерен 27, но ввиду того, что кольца-шестерни 6 зафиксированы от поворота относительно обойм 5 фиксаторами 1 1 , кинематически связанные с кольцами-шестернями 6 конические шестерни 29 вращаться не могут, поэтому шестерни 29 заставляют повораиваться за зубчатый венец паразитные шестерни 27 и всю систему с механизмами приводной станции 20 механизма поворота, тормозная муфта 21 при этом разомкнута.
Цапфы 33 приспособления или свариваемого изделия в этот момент полностью ложатся на ложементы 10 .колец-шестерен 6 и крепятся зажимами 9. При дальнейшей работе приводной станции 14 обеспечивается вертикальное синхронное перемещение каренизма поворота до тех пор, пока каретки 2 не переместятся в крайнее нижнее положение, а обоймы 5 с коль цами 6 не займут исходное положение как изображено на фиг. 4.
Применение предлагаемого кантователя позволяет повысить надежност и упростить конструкцию кантователя за счет исключения разъемов колец
ток 2 с обоймами 5 с кольцами-шестер-fO и специальных устройств и механизнями 6 на необходимую высоту, причем в начале вертикального хода датчик 31 на стойке 1 включается кареткой 2 и подает команду на замыкание тормозной муфты 21 приводной станции 20 5 механизма поворота, а опорные ролики 12 перестают воздействовать на нижние торцы фиксаторов 11. Последние под собственным весом опускаются и выходят из зацепления с кольцами- 20 шестернями 6 обойм 5. На требуемой высоте подъем останавливается, включается механизм поворота, производится процесс кантования свариваемов, требующихся для их разведен (раскрытия)-; упростить изготовле колец, повысить технологичность , упростить процесс загрузки-выгру применить жесткую трансмиссионную систему вращения обоих центров, и ключающую скручивание свариваемо изделия и обеспечить удобный до туп к свариваемому изделию.
Формула изобретен
1. Кантователь для поворота и делий при сварке, содержащий осн
мого изделия. По окончании сварочных вание со стойками, установленные
операций изделие поворачивается (кантуется) в первоначальное положение и включением приводной станции 14 в обратную сторону происходит опускание изделия в базирующие пазы 13, причем в -конце хода кареток 2 перед началом опрокидьшания обойм 5 датчик 31 выключается кареткой 2 и подает команду на размыкание тормозной муфты 21 механизма поворота колец-шес- 35 терен 6. Приводная станция 14 останавливается. Цапфы 33 приспособления 32 или свариваемого изделия освобожаются от зажимов 9.
При новом включении приводной 40 станции 14 в ту же сторону происходит дальнейшее перемещение кареток 2 вниз, а нижние торцы фиксаторов 11 упираются в опорные ролики 12 (при этом происходит стопорение колец- 45 шестерен 6 относительно обойм 5 верхними торцами фиксаторов 11). Обоймы сходят с опор 3 и на полуосях 4 от- кидываются в разные стороны.
Застопоренная коническая шестерня 29 перемещается по образующей ко-, нической паразитной шестерни 27 и снова заставляет вращаться всю систему с приводной станцией 20 механизма поворота до тех пор, пока каретки 2 не переместятся в крайнее нижнее положение, а обоймы 5 с кольцами 6 не займут исходное положение, как изображено на фиг. 4.
Применение предлагаемого кантователя позволяет повысить надежность и упростить конструкцию кантователя за счет исключения разъемов колец
мов, требующихся для их разведения (раскрытия)-; упростить изготовление колец, повысить технологичность , упростить процесс загрузки-выгрузки применить жесткую трансмиссионную систему вращения обоих центров, исключающую скручивание свариваемого изделия и обеспечить удобный доступ к свариваемому изделию.
Формула изобретения
1. Кантователь для поворота изделий при сварке, содержащий основание со стойками, установленные
на стойках с возможностью подъема каретки с обоймами для поворотных колец-шестерен, оснащенных зажимами для изделия, привод подъема кареток и механизм поворота колец-шестерен с шестерней, установленной на обойме с возможностью взаимодействия с кольцами-шестернями, отличающийся тем, что, с целью упрощения конструкции, обоймы выполнены с фиксаторами положения колец-шестерен и установлены на каретках шар- нирно, оси шарнирного закрепления обойм на каретках расположены перпендикулярно оси поворота колец-шестерен, при этом стойки выполнены с базирующими пазами для изделия и снабжены опорными роликами для фиксаторов положения колец-шестерен.
2.Кантователь по п. 1, отличающийся тем, что механизм поворота колец-шестерен выполнен в виде смонтированного на основании привода с тормозной муфтой и трансмиссионными валами с шестернями, паразитными шестернями, установленными на каретках соосно оси поворота обойм и кинематически соединенных с трансмиссионными валами и с шестернями обойм.
У1-/1
б В
10
Фиг.З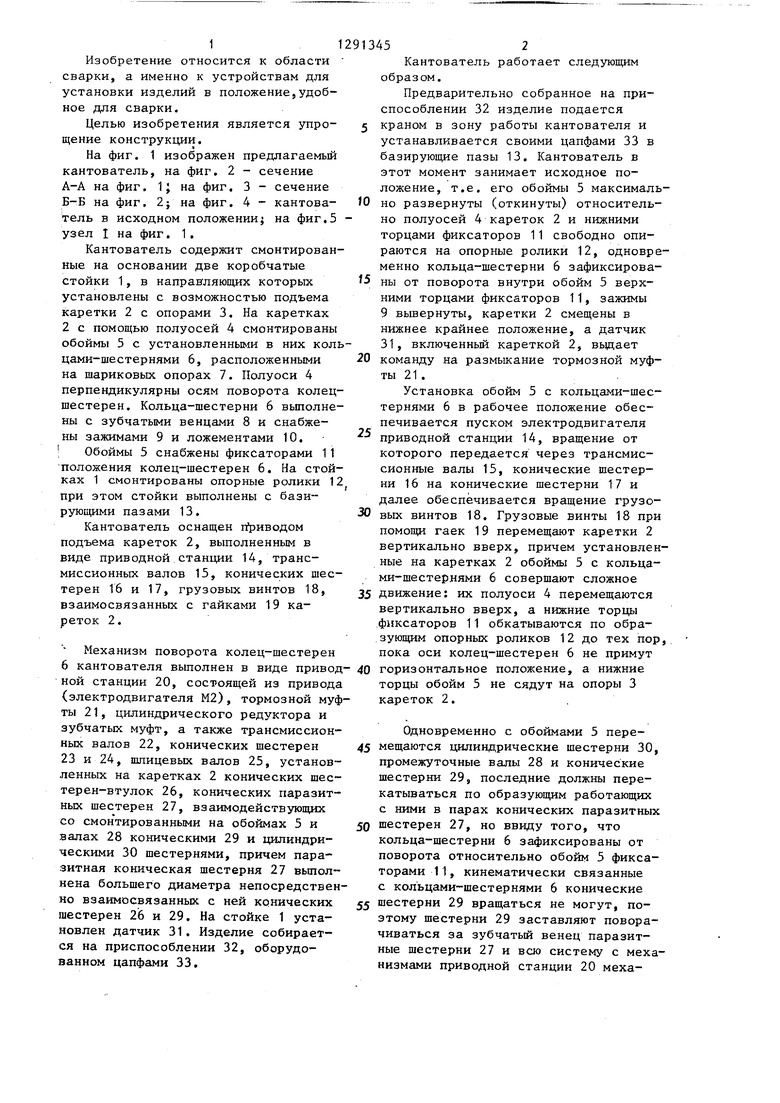
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для поворота изделий при сварке | 1988 |
|
SU1574422A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство к прессу для подачи кареток с резаками в рабочую зону пресса и выталкивания из них изделий и отходов | 1978 |
|
SU856835A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Канатная дорога | 1981 |
|
SU1237517A1 |
| Кантователь | 1980 |
|
SU903054A1 |
| Кантователь для сварки кольцевых и продольных швов | 1973 |
|
SU512891A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Установка для сборки резинотехнических изделий | 1980 |
|
SU971666A1 |
| ДИФФЕРЕНЦИАЛ БЛОКИРУЕМЫЙ | 2008 |
|
RU2407933C2 |
Изобретение относится к области сварки, а именно к устройствам для установки изделий в положение, удобное для сварки. Целью изобретения является упрощение конструкции. Перед поворотом, изделие укладывают в пазы 13 стоек. При этом обоймы 5 откинуты, а кольца-шестерни (КШ) 6 застопорены фиксаторами 11. Установка обойм 5 в рабочее положение осуществляется пуском приводной станции 14. При этом каретки 2 поднимаются, а шарнирно установленные в них обоймы разворачиваются до горизонтального положения оси поворота КШ 6. Затем изделие закрепляется и осуществляется дальнейший подъем кареток 2. Фиксатор 11 под действием собственного веса опускается и размыкает КШ 6, которые после включения приводной станции 20 вращаются, обеспечивая поворот изделия в положение, удобное для сварки.1 з.п. ф-лы, 5 ил. 9 (Л f« 23 16
J
Фиг. 5
| Кантователь-манипулятор для сборочно-сварочных работ кмус-3 | 1974 |
|
SU536033A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кольцевой кантователь | 1978 |
|
SU774881A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
