(54) ШАГАЮЩИЙ КОНВЕЙЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Опускная секция транспортной линии конвейера | 1980 |
|
SU937149A1 |
| Устройство для упаковки в металлическую обертку рулонов | 1983 |
|
SU1137019A1 |
| Шагающий конвейер | 1979 |
|
SU846436A1 |
| Шагающий конвейер | 1978 |
|
SU742287A1 |
| МАШИНА ДЛЯ ИЗМЕРЕНИЯ ТВЕРДОСТИ | 1991 |
|
RU2031392C1 |
| Шагающий конвейер | 1983 |
|
SU1117260A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2003 |
|
RU2268333C2 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для сборки и сварки металлических изделий | 1976 |
|
SU654372A1 |
| Шагающий конвейер | 1981 |
|
SU975520A2 |
1
Изобретение относится к средствам транспортирования и сборки изделий и может быть использовано в автоматических поточных линиях механической обработки изделий.
Известен шагающий конвейер для транс- 5 портирования и сборки изделий, в котором подвижная и неподвижная рамы выполнены в виде балок со стойками, между которыми имеются свободные пространства для входа разгрузочных или загрузочных конвейеров 1.
Недостатком таких конвейеров является то, что они не обеспечивают удобства выполнения сборочных работ, особенно при сборке сложных изделий.
Наиболее близким по технической сущ- 15 ности к изобретению является шагающий конвейер, содержащий двухрядный носитель, установленный с возможностью возвратно-поступательного движения от привода по неподвижным направляющим, и механизм подъема изделий с приводами и опорными площадками, установленными подвижно в вертикальных направляющих между рядами носителя на каждом рабочем месте 2.
Однако данный конвейер не может быть использован для сборки изделий, не имеющих колесного щасси, так как опорные площадки гидродомкратов не предназначены для подъема всего изделия, и поднимают в процессе щаговых перемещений только переднее щасси, а заднее при обратном движении носителей катится по ним. Кроме того, опорные площадки гидродомкратов не имеют возможности поворота относительно вертикальных осей, что необходимо для удобства выполнения сборки из делий с разных сторон, а также для передачи их на другие конвейерные линии.
Цель изобретения - повыщение технологических возможностей конвейера, установка изделий различных типоразмеров.
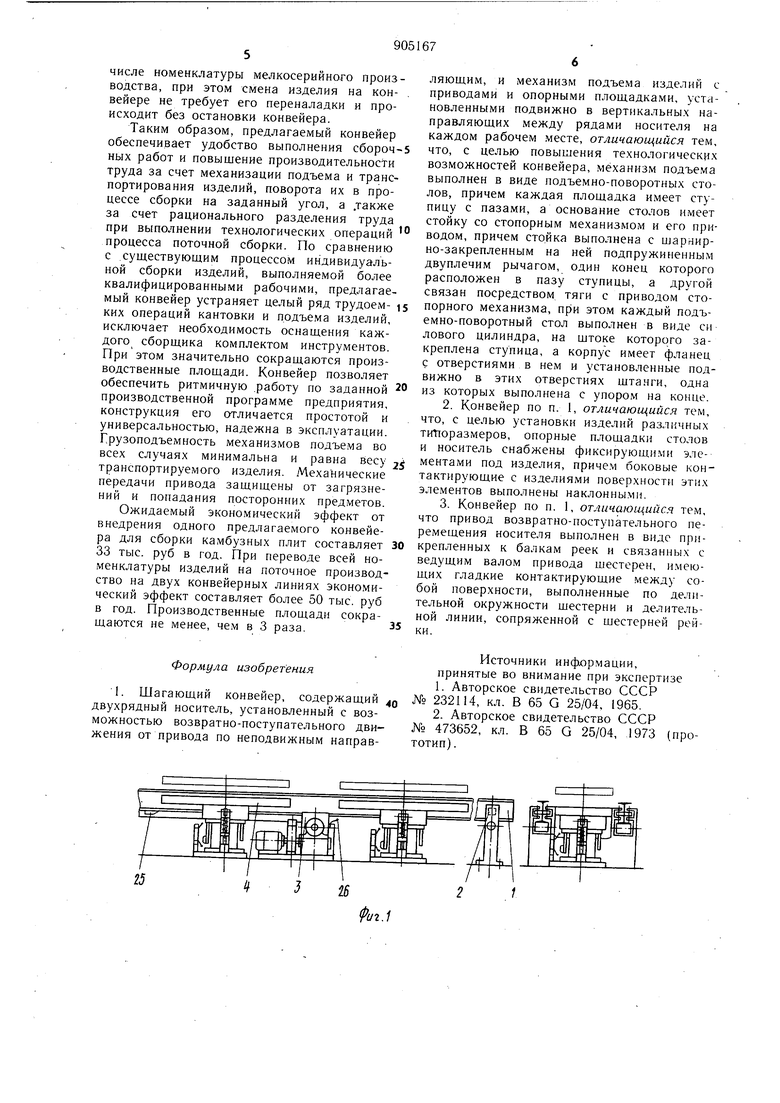
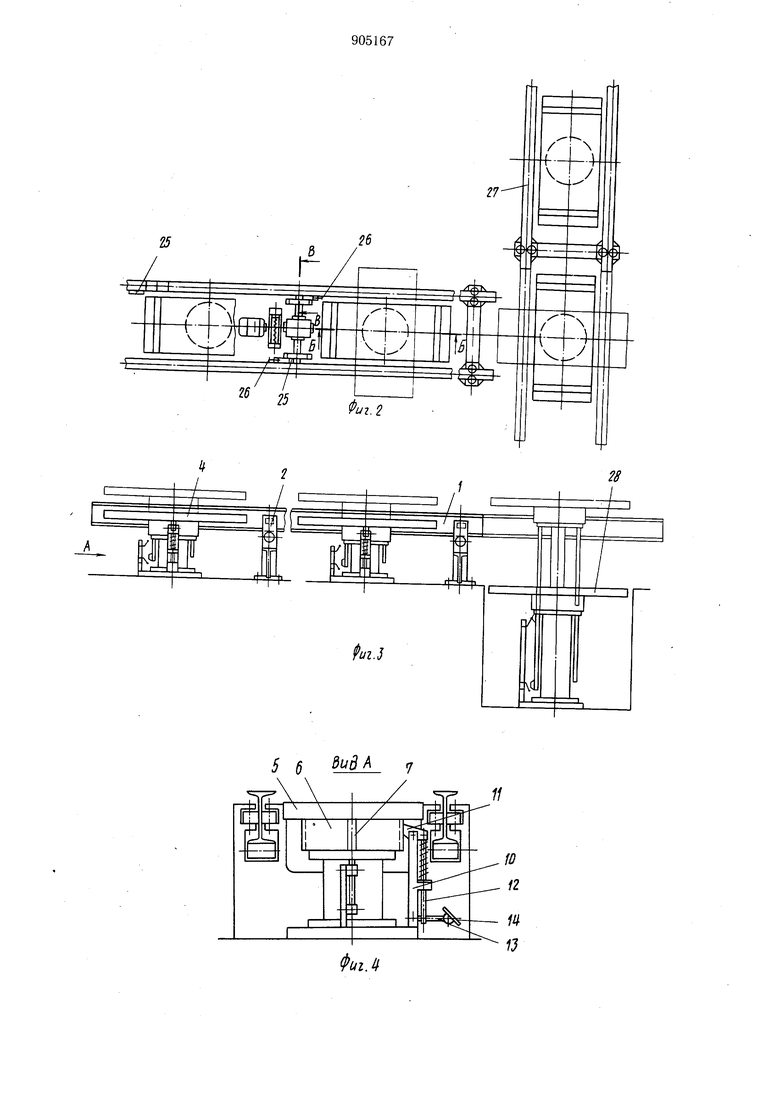
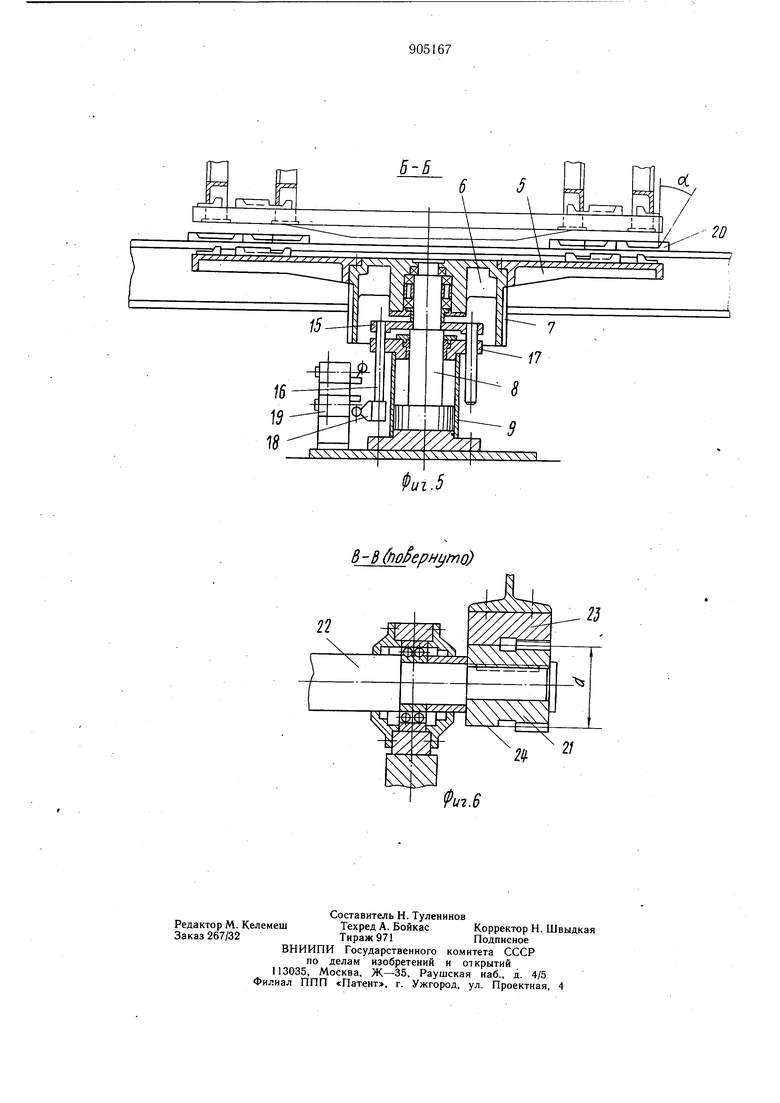
Цель достигается тем, что механизм подъема выполнен в виде подъемно-поворотных столов, причем каждая площадка имеет ступицу с пазами, а основание столов имеет стойку с шарнирно-закрепленным на ней подпружиненным двуплечим рычагом, один конец которого расположен в пазу ступицы, а другой связан посредством тяги с приводом стопорного механизма, при этом каждый подъемно-поворотный стол выполнен в виде силового цилиндра, на штоке которого закреплена ступица, а корпус имеет фланец с отверстиями в нем и установленные подвижно в этих отверстиях штанги, одна из которых выполнена с упором на конце. Кроме того, опорные площадки столов и носитель снабжены фиксирующими элементами под изделия, причем боковые контактирующие с изделиями поверхности этих элементов выполнены наклонными, а привод возвратно-поступательного перемещеНИН носителя выполнен в виде прикрепленных к балкам рееки связанных с ведущим валом привода щестерен, имеющих гладкие контактирующие между собой поверхности, выполненные по делительной окружности щестерен и делительной лиНИИ, сопряженной с шестерней рейки. На фиг. 1 изображен предлагаемый конвейер, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, общий вид. вариант исполнения; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 2; на фиг. 6 - разрез В-В на фиг. 2 Конвейер содержит носитель, выполнен ный в виде двух продольных балок 1, установленных на направляющих роликоопорах 2, электромеханический привод 3, связанный реечными передачами с балками I, и механизмы подъема, выполненные в виде подъемно-поворотных столов 4 с опорными площадками 5. Каждая площадка 6 содержит ступицу 6 с фиксирующими пазами 7 и установлена на конце штока 8 силового цилиндра 9 подвижно относительно вертикальной оси. Площадка снабжена фиксирующи.м механизмом, содержащим стойку 10, на которой щарнирно закреплен подпружиненный фиксатор 11, выполненный в виде двуплечего рычага, одним концом контактирующий с пазами 7, другим связанный через толкател.ь 12 с приводным рычагом 13, снабженным педалью 14. Для авто.матических поточных линий вместо рычага 13 с педалью 14 может быть установлен другой привод, например небольшой пневмоцилиндр или электрогидротолкатель. На штоке 8 закреплен также флаг нец 15 с двумя штангами 16, установленными подвижно в направляющих отверстиях верхней крыщки 17 корпуса цилиндра 9. На. конце одной из штанг закреплен упор 18, контактирующий с датчиками 19 системы управления. Для установки изделий различных типоразмеров на опорных площадках 5 и продольных балках 1 закреплены фиксирующие элементы 20, .боковые контактирующие поверхности которых выполнены наклонными. что обеспечивает компенсацию погрешнеетей щага перемещения. Угол наклона сС принят равным 30°. Реечные передачи содержат зубчатые колеса 21, закрепленные на концах приводного вала 22, и рейки 23, закрепленные на нижних поверхностях .продольных балок 1. Для исключения заклинивания и упрощения монтажа передачи она содержит гладкие контактирующие поверхности 24, выполненные по делительной окружности на зубчатых колесах 21 и делительной линии на рейках 23 с учетом смещения на величину бокового зазора в зацеплении. Для обеспечения возвратно-поступательного движения продольных балок 1 к ним прикреплены упоры 25, контактирующие с датчиками 26, установленны.ми на приводе 3. Возможность передачи изделий на другие транспортные средства, в частности на аналогичный конвейер 27, показаны на фиг. 1 и 2. Для автоматических поточных линий с адресованием груза может быть применено известное устройство для поворота стОла. На последней позиции конвейера, показанного на фиг. 3,, установлен подъемно-поворотныйстол 28, опорная площадка которого опускается до уровня пола, что обеспечивает удобство выполнения сборочных работ на верхней части изделия и возможность, его дальнейшей передачи на транспортную тележку или погрузчик. Конвейер работает следующим образом. При сборке изделия находятся на опорных площадках 5, поднятых в верхнее положение. Для удобства обслуживания сборки и.х поворачивают относительно вертикальных осей на угол 90° и 180°. Для поворота необходимо вывести фиксатор 11 стопорного механизма из паза 7 ступицы 6 нажатие.м на педаль 14. После поворота опускается педаль 14, под действием пружины фиксатор входит в другой паз 7 и площадка 5 жестко фиксируется в заданном положении. После выполнения технологических операций повернутые на 90° площадки 5 устанавливаются вдоль оси конвеиера. Для перемещения конвейера лодается сжатый воздух в верхние полости цилиндров 9, при этом площадки 5 опускаются в нижнее положение, изделия становятся на продольные балки 1 и включением привода 3 переносятся на одну позицию, затем подается сжатый воздух в нижние полости цилиндров 9 и изделия снова под-. нимаются на опорных площадках 5 в верхнее положение, а продольные балки 1 включением обратного хода привода 3 возвращаются в исходное положение. Цикл перемещения производится автоматически при взаимодействии упоров 25 и датчиков 26. Два типоразмера такого конвейера с различными фиксирующими эле.мента.ми обеспечивают возможность постановки на поточную сборку всей номенклатуры камбузных и бытовых нагревательных плит, в тол1 числе номенклатуры мелкосерийного производства, при этом смена изделия на конвейере не требует его переналадки и происходит без остановки конвейера. Таким образом, предлагаемый конвейер обеспечивает удобство выполнения сборочных работ и повыщение производительности труда за счет механизации подъема и транспортирования изделий, поворота их в процессе сборки на заданный угол, а .также за счет рационального разделения труда при выполнении технологических операций процесса поточной сборки. По сравнению с существующим процессом индивидуальной сборки изделий, выполняе.мой более квалифицированными рабочими, предлагаемый конвейер устраняет целый ряд трудоемких операций кантовки и подъема изделий, исключает необходимость оснащения каждого сборщика комплектом инструментов. При этом значительно сокращаются производственные площади. Конвейер позволяет обеспечить ритмичную .работу по заданной производственной программе предприятия, конструкция его отличается простотой и универсальностью, надежна в эксплуатации. Грузоподъемность механизмов подъе.ма во всех случаях минимальна и равна весу транспортируемого изделия. Механические передачи привода защищены от загрязнений и попадания посторонних предметов. Ожидаемый экономический эффект от внедрения одного предлагаемого конвейера для сборки камбузных плит составляет 33 тыс. руб в год. При переводе всей но.менклатуры изделий на поточное производство на двух конвейерных линиях экономический эффект составляет более 50 тыс. руб в год. Производственные площади сокращаются не менее, че.м в 3 раза. Формула изобретения 1. Шагающий конвейер, содержащий д двухрядный носитель, установленный с возможностью возвратно-поступательного движения от привода по неподвижным направляющим, и механизм подъема изделий с приводами и опорными площадками, установленными подвижно в вертикальных направляюпдих между рядами носителя на каждом рабочем месте, отличающийся тем. что, с целью повышения технологических возможностей конвейера, механизм подъема выполнен в виде подъемно-поворотных столов, причем каждая площадка имеет ступицу с пазами, а основание столов имеет стойку со стопорным механизмом и его приводом, причем стойка выполнена с щарнирно-закрепленным на ней подпружиненным двуплечим рычагом, один конец которого расположен в пазу ступицы, а другой связан посредством тяги с приводом стопорного механизма, при этом каждый подъемно-поворотный стол выполнен в виде си лового цилиндра, на щтоке которого закреплена ступица, а корпус имеет фланец с отверстиями в нем и установленные под вижно в этих отверстиях щтанги, одна из которых выполнена с упором на конце, 2. Конвейер по п. 1, отличающийся тем, ЧТО, с целью установки изделии различных тиТторазмеров, опорные площадки столов и носитель снабжены фиксирующи.ми элементами под изделия, причем боковые контактирующие с изделиями поверхности этих элементов выполнены наклонными. 3. Конвейер по п. 1, отличающийся тем, что привод возвратно-поступательного перемещения носителя выполнен в виде прикрепленных к балкам реек и связанных с ведущим валом привода щестерен, имеющих гладкие контактирующие .между собой поверхности, выполненные по делительной окружности шестерни и делительной линии, сопряженной с щестерней рейки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 232114, кл. В 65 G 25/04, 1965. 2. Авторское свидетельство СССР № 473652, кл. В 65 G 25/04, 1973 (прототип).
5 5 M 7
22
Pui.5
BSMepMijmd)
2
