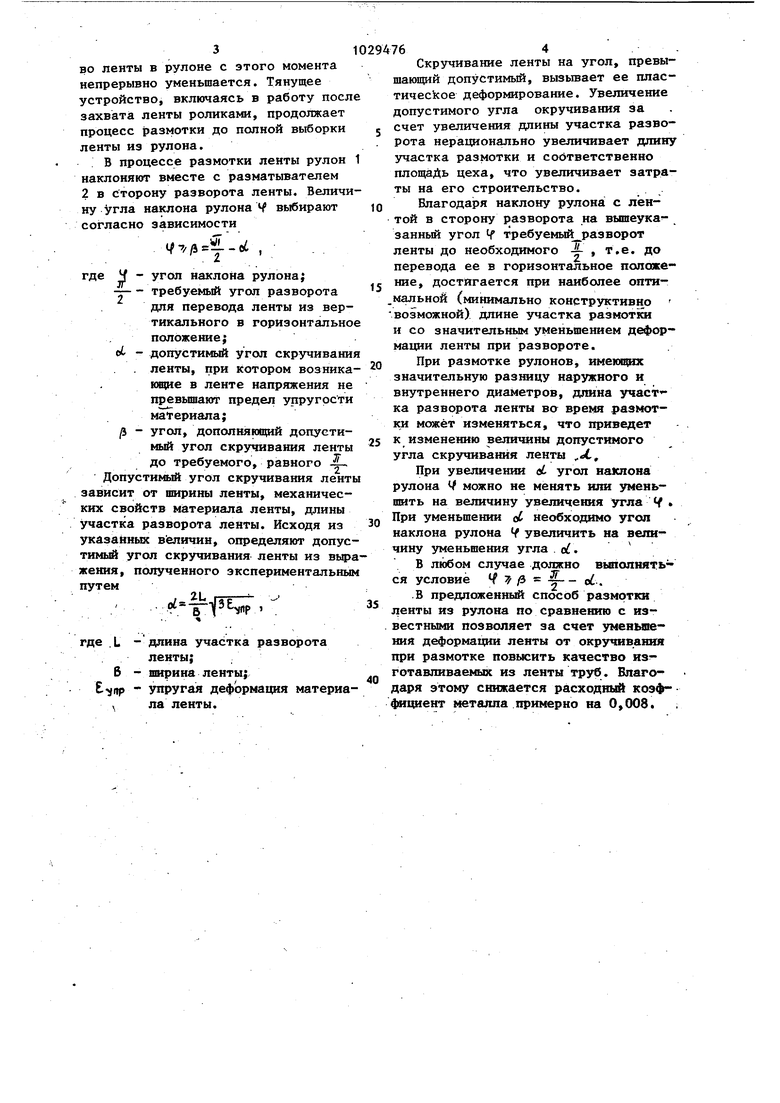
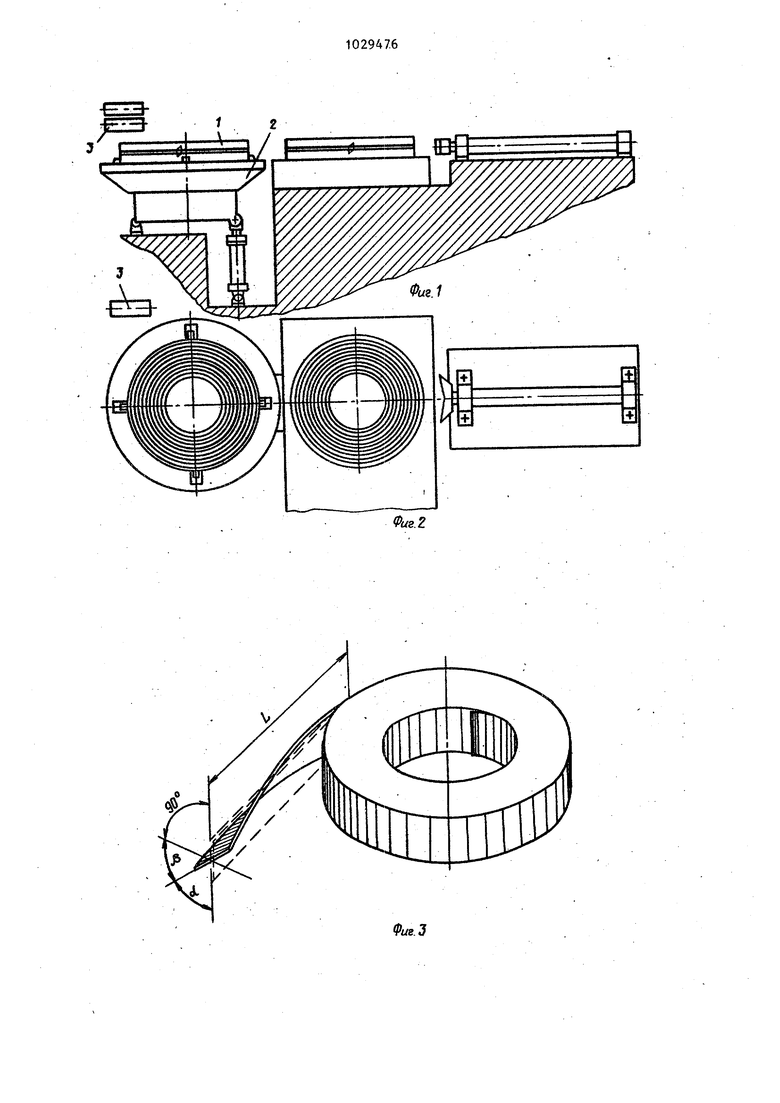
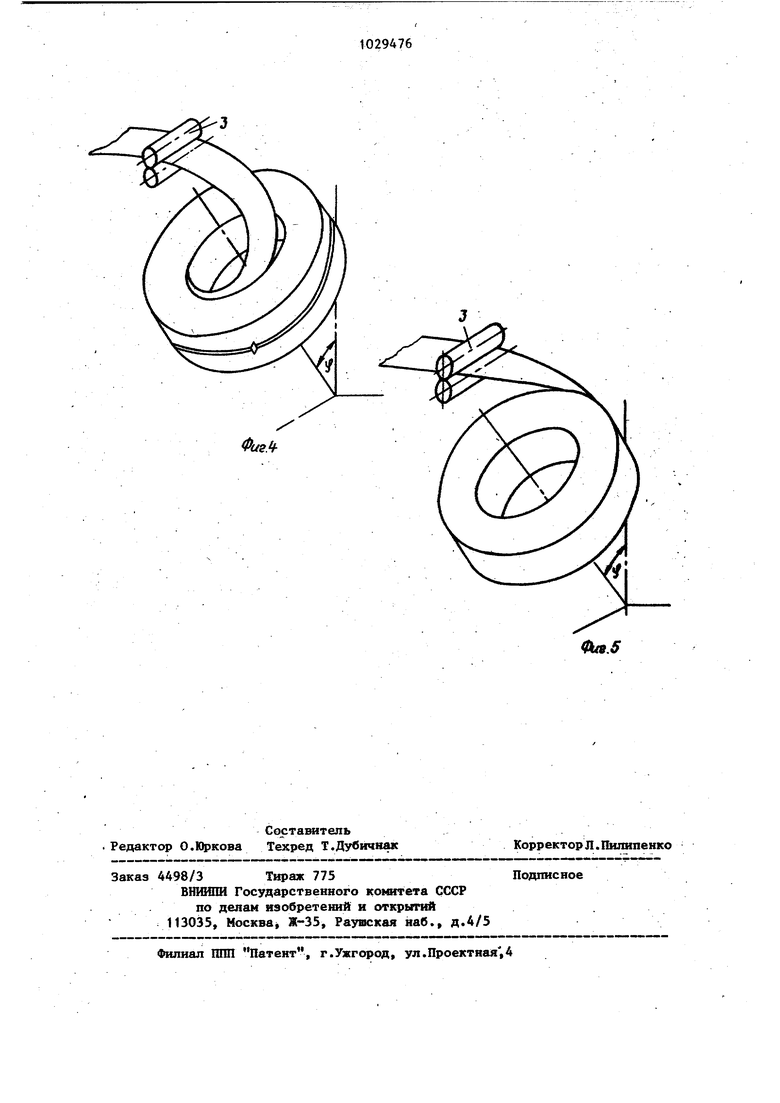
11 Изобретение относится к области обработки металлов давлением, а точ нее к способам размотки ленты из рулона, и может быть наиболее эффек тивно использовано в цехах по произ водству сварнь1х труб. Известен способ размотки ленты из рулонов, при котором осуществляют подачу рулонов на разматыватель позиции размотки, имеющий вертикаль но расположенную ось вращения, отгибку конца наружного витка рулона, подачу ленты в тянущее устройство с одновременным разворотом ее в горизонтальное положение (горизонтальну плоскость) и размотку ленты с после довательной .выборкой ее от наружног витка к внутреннему 1J. Недостатком известного способа размотки является деформирование ленты, которое происходит во время ее разворота из вертикального положения в горизонтальное при подаче в тянущее устройство, причем деформэция может достигать значений, превьшающик предел упругости материала ленты. Трубы, изготавливаемые из деформированной ленты, имеют низ кое качество из-за недостаточно точ ного формообразования трубной заготовки при прохождении ею калибров формовочного стана, а также вследст вие низкого качества сварного соединения, особенно при варке спираль ношовных труб. Известен способ размотки ленты из рулона, включающий подачу рулона на позицию размотки с вертикальным расположением его оси, отгибку конца рулона, подачу ленты в текущее устройство с разворотом ее в горизонтальное положение t2J. Недостаток известного способа также заключается в деформировании ленты при размотке на участке разворота ленты из исходного вертикаль ного в горизонтальное положение, чт отрицательно сказывается на качеств сваренных из такой труб. Причиной деформации ленты в обоих упомянутых вьше случаях является скручивание ленты на угол при кото ром напряжения в ленте превьшают предел упругости материала. Целью изобретения является повышение качества труб путем уменьшения деформации ленты при скручивании ее при размотке. 6 Цель достигается тем, что по способу, включающему подачу рулона на позицию размотки с вертикальным расположением его оси, отгибку конца рулона, подачу ленты в тянущее устройство с разворотом ее в горизонтальное положение и размотку, в процессе размотки рулон наклоняют в сторону разворота ленты на угол, определяемый из .зависимости . f-c угол наклона рулона; допустимый скручивания ленты, при котором возникающие в ленте напряжения не превьшают предел упругости материала ленты; требуемый угол разворота для перевода ленты из вертикального в горизонтальное положение;., - -с/ угол, равный Такое осуществление способа позволяет уменьшить величину угла скручивания ленты до допустимого при развороте, ее -из исходного вертикального положения в горизонтальное для подачи ее в линию трубоварочного стана, вследствие чего значительно уменьшается деформация ленты при размотке и, следовательно, повьш1ается качество изготавливаемых из ленты труб. На фиг. 1 изображен участок размотки ленты; на фиг. 2 - то же, план; на фиг. 3 - положение ленты после разворота на допустимьй угол скручивания ct ; на фиг. А - положение рулона ленты во время размотки при выборке ленты изнутри рулона; на фиг. 5 - положение рулона ленты во время размотки при выборке ленты снаружи рулона . Способ размотки ленты из рулона включает следукицие операции: подачу рулонов 1 на разматьгеатель 2 позиции размотки с вертикальным расположением оси рулона, отгибку конца внутреннего или наружного витка, подачу ленты в тянущее устройство 3 с одновременным разворотом ленты в горизонтальное положение и размотку. Начало подачи ленты в тянущее устройство является началом размотки ленты из рулона, поскольку количество ленты в рулоне с этого момента непрерывно уменьшается. Тянущее устройство, включаясь в работу посл захвата ленты роликами, продолжает процесс размотки до полной выборки ленты из рулона. В процессе размотки ленты рулон наклоняют вместе с разматывателем 2 в сторону разворота ленты. Величи ну угла наклона рулона f выбирают согласно зависимости : Ч - угол наклона рулона; -требуемый угол разворота для перевода ленты из вертикального в горизонтально положение; ot - допустимый угол скручивани . ленты, при котором возника ющие в ленте напряжения не превышают предел упругости материала; /5 - угол, дополняющий допустимый угол скручивания ленты до требуемого, равного Допустимый угол скручивания лент зависит от ширины ленты, механических свойств материала ленты, длины участка разворота ленты. Исходя из указанных величин, определяют допус тимый угол скручивания ленты из зыр жения, полученного зкспериментальны путем -тгде .L - длина участка разворота ленты; В - ширина ленты; упругая деформация материа . ла ленты. 764 Скручивание ленты на угол, превышаю1ций допустимый, вызьгаает ее пластичeckoe деформирование. Увеличение допустимого угла окручивания за счет увеличения длины участка разворота нерационально увеличивает длину участка размотки и соответственно площаДь цеха, что увеличивает затраты на его строительство. Благодаря наклону рулона с лентой в сторону разворота на вышеукаванный угол V требуемый разворот ленты до необходимого - , т.е. до перевода ее в горизонтальное положение, достигается при наиболее оптимальной (минимально конструктивно возможной) длине участка размотга и со значительным уменьшением деформации ленты при развороте. При размотке рулонов, имеюощх значительную разницу наружного и внутреннего диаметров, длина участка разворота ленты во время размотки может изменяться, что приведет к изменению величины допустимого угла скручивания ленты ,i, При увеличении et угол наклона рулона можно не менять или уменьшить на величину увеличения угла f . При уменьшении о необходимо угол наклона рулона V увеличить на величину уменьшения угла . о. В любом случае должно выполняться условие 7 /3 - 0.. .В предложенньй способ размотки ленты из рулона по сравнению с известньши позволяет за счет уменьшения деформации ленты от окручивания при размотке повьюить качество из готавливаемых из ленты труб. Благодаря этому снижается расходный коэф циент металла примерно на 0,008.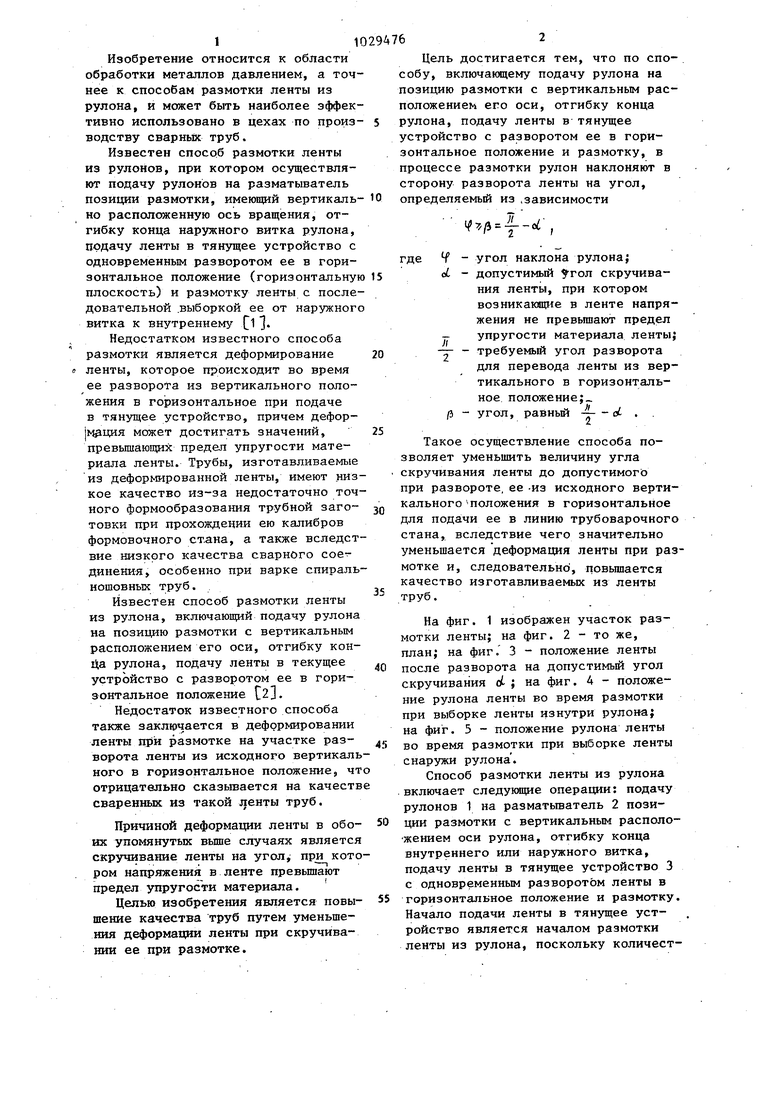
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия подготовки ленты трубосварочного агрегата | 1980 |
|
SU912320A1 |
| Способ размотки ленты | 1977 |
|
SU667272A1 |
| Устройство для разматывания рулонов | 1975 |
|
SU602264A1 |
| СПОСОБ РАЗМОТКИ ХОЛОДНОКАТАНЫХ ОТОЖЖЕННЫХ ПОЛОС НА АГРЕГАТАХ РЕЗКИ | 2003 |
|
RU2237537C1 |
| ПОЛОСОВАЯ ФИГУРНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1990 |
|
RU2013158C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Установка для подготовки и размотки рулонов ленты | 1989 |
|
SU1710163A1 |
| Линия стыковки рулонов | 1982 |
|
SU1148662A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И РАЗМОТКИ РУЛОНОВ | 1997 |
|
RU2173592C2 |
СПОСОБ РАЗМОТ1Ш ЛЕНТЫ ИЗ РУЛОНА, в слючанящй подачу рулона на ПОЗИ1ЩЮ размотки с вертикальным расположением его оси, отгибку конца рулона, подачу ленты в текущее устройство с разворотом ее в гбризонтальное положение и pa3MOTKyj отличающийся тем, что. с целью пов1двения качества труб путем уменьшения деформации ленты при скручивании ее при размотке, в процессе размотки рулон наклоняют в сторону разворота ленты на угол, определяемый из зависимости V7//3 f-o , где Ч угол наклона рулона; 0 - дoпycти ыft угол скручивания ленты, при котором возникающие в ленте напряжения не превышают предел - упругости материала ленты; -- - требуемый угол разворота для перевода ленты из вер(Л тикального в горизонтальное положение j /3 - угол, равный .
Оф.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлические подъемные леса | 1921 |
|
SU242A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
