2. Инструмент для прокатки винтовых изделий, содержащий по меньшей мере два приводн1 С валка/ каждый из которых имеет обжимной участок с винтоввлм калибром, выполненным в виде клина с двумя деформирующими гранями, сш«летрично расположенными относительно винтовой линии, отличающийся тем, что, с целью расширения технологических возможностей путем получения профиля с поднутрением на валке выполнен, расположенный за обжимным участком,-дополнительный участок для формирования профиля с поднутрением с углом подъема винтовой линии на 2-10°больше угла подъема винтовой линии обжимного участка и винтовым калибром, выполненным в виде клина с двумя гранями, одна из которых деформирующая.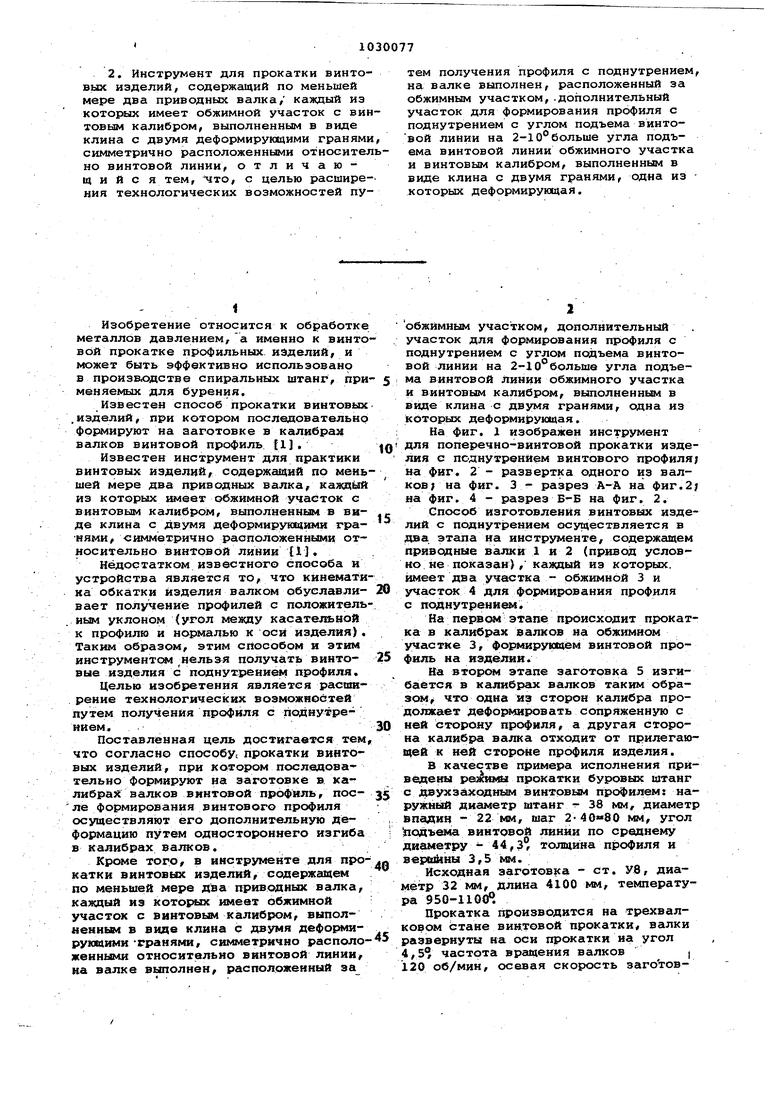
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для винтовой прокатки изделий | 1977 |
|
SU667297A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2377085C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| Способ винтовой прокатки круглых заготовок сплошного профиля | 1977 |
|
SU1055551A1 |
| СПОСОБ МНОГОПРОХОДНОЙ РЕВЕРСИВНОЙ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ БОЛЬШОГО ДИАМЕТРА | 2018 |
|
RU2693418C1 |
| Инструмент для поперечно-винтовой прокатки профильных изделий | 1978 |
|
SU871940A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
1 Способ прокатки винтовых йэделий, дри котором последовательно фо 1ирук т на заготовке в калибрах валков винтовой профиль, о т л и ч а rout и и с я тем, что, с целью расширв- ния технологических возможностей путем получения профиля с поднутрением, после формирования винтового профиля, осуществляют его дополнительную де- . формацию путем односторрннего изгиба в калибрах валков, (Л 00 v|
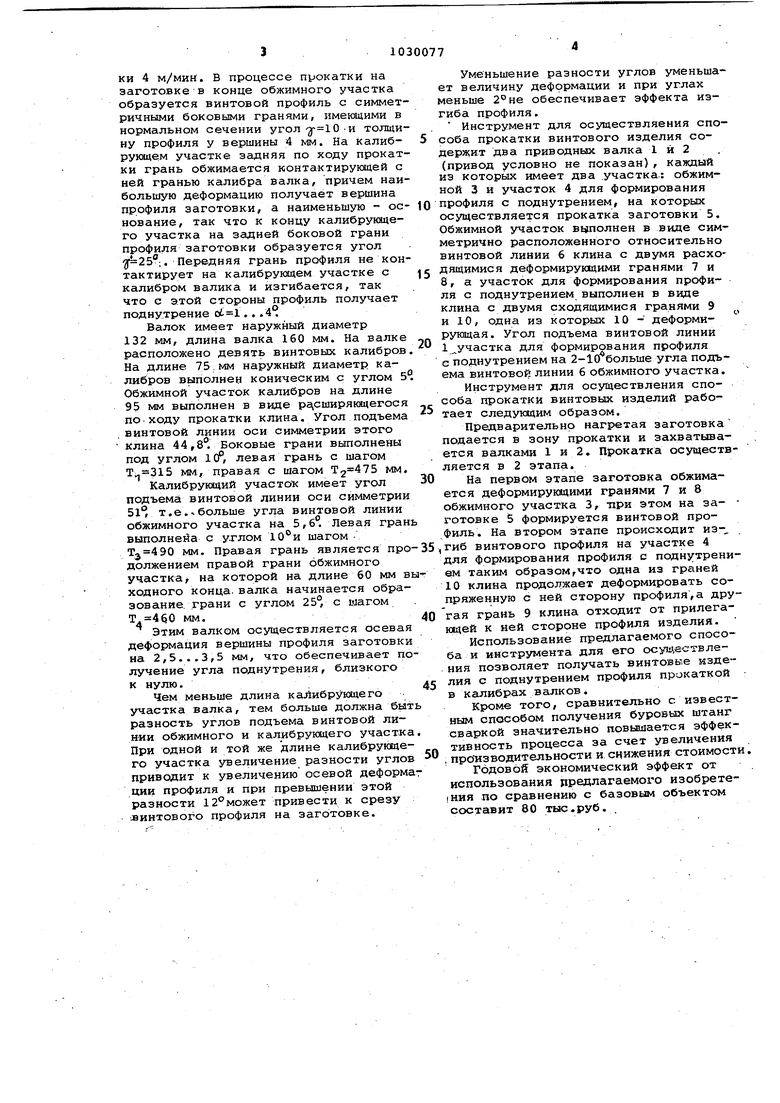
Изобретение относится к обработке металлов давлением,а именно к винто вой прокатке профильных изделий/ и может быть эффективно использовано в произв одстве спиральных штанг, при м&аяемых для бурения. Известен способ прокатки винтовых .изделий, при котором последовательно формируют на заготовке в калибра валков винтовой профиль 1. Известен инструмент для практики винтовых иэделнйг содержащий по мень шей мере два приводных валка, каждый из которых имеет обжимной участок с винтовым калибром, выполненным в виде клина с двумя деформирующими гранями, симметрично расположенными относительно винтовой линии {, Иёдоетатком известного способа и устройства является то, что кинемати ка обкатки изделия валком обуславливает получение профилей с положитель . ньм уклоном угол между касателяаной к профилю и нормалью к оси изделия). Таким образом, этим способом и этим инструменте нельзя получать винтовые изделия с поднутрение профиля. Целью изобретения является расширение технологических возможностей путем получения профиля с поднутрением. Поставленная цель достигается тем что согласно способус прокатки винтовых изделий, при котором последовательно формируют на заготовке в калибрах валков винтовой профиль, после формирования винтового профиля осуществляют его дополнихельнуй деформацию путем одностороннего изгиба в калибрах валков. Кроме того, в инструменте для прокатки винтовых изделий, сааержащем по меньшей мере два приводных валка, каждый из которых имеет обжимной участок с винтовым калибром, выполненным в виде клина с двумя деформирующими -гранями, симметрично расположенными относительно винтовой линии, на валке выполнен, расположенный за обжимным участком, дополнительный участок для формирования профиля с поднутрением с углом псецъема винтовой линии на 2-10°больше угла подъема винтовой линии обжимного участка и винтовым калибром, выполненным в виде клина с двумя гранями, одна из которых деформирующая. На фиг. 1 изображен инструмент для поперечно-винтовой прокатки изделия с поднутрением винтового профиля; на фиг. 2 - развертка одного из валков; на фиг. 3 - разрез А-А на фиг.2; на фиг. 4 - разрез Б-Б на фиг. 2. Способ изготовления винтовых изделий с поднутрением осуществляется в два этапа на инструменте, содержащем приводные 1 и 2 (привод условно не показан), каждый из которых, имеет два участка - обжимной 3 и участок 4 для формирования профиля с поднутрением. На первом этапе происходит прокатка в калибрах валков на обжимном участке 3, формирующем винтовой профиль на изделии. На втором этапе заготовка 5 изгибается в калибрах валков таким образом что одна из сторон калибра продолжает деФо{Я4Ировать сопряженную с ней сторону прюфиля, а другая сторона калибра валка отходит от прилегающей к ней стороне профиля изделия. в качестве примера исполнения приведены прокатки буровых штанг с дхвухзахрдным винтовым профилем: наружный диаметр штанг 38 мм, диаметр впадин - 22 мм, шаг Мм, угол Подъема винтовой линии по среднему диаметру - 44,3° толщина профиля и вер||й1ны 3,5 мм. Исходная заготовка - ст. У8, диаетр 32 мм, длина 4100 мм, температуа 950-1100®. Прокатка производится на трехваловом стане винтовой прокатки, валки азвернуты на оси прокатки на угол ,5 частота вращения валков | 20 об/мин, осевая скорость заготовки 4 м/мим. В процессе пуокатки на заготовке в конце обжимного участка образуется винтовой профиль с симметричными боковыми гранями, имеющими в нормальном сечении угол -и толщину профиля у вершины 4 мм. На калибрующем участке задняя по ходу прокатки грань обжимается контактируюцей с ней гранью калибра валка, причем наибольшую деформацию получает вершина профиля заготовки, а наименьшую - основание, так что к концу калибрунндего участка на задней боковой грани профиля заготовки образуется угол -25°. Передняя грань профиля не контактирует на калибрующем участке с калибром валика и изгибается, так что с этой стороны профиль получает поднутрение ,, .4 Валок имеет наружный диаметр 132 мм, длина валка 160 мм. На валке расположено девять винтовых калибров На длине 75.мм наружный диаметр калибров выполнен коническим с углом 51 Обжимной участок калибров на длине 95 мм выполнен в виде р сширяквдегося по ходу прокатки клина. Угол подъема , винтовой линии оси симметрии этого клина 44,8. Боковые грани выполнены под углом icf, левая грань с шагом мм, правая с шагом мм. Калибрующий участо имеет угол подъема винтовой линии оси симметрии 51, т.е.больше угла винтовой линии обжимного участка на 5,6. Левая гран выполнейа с углом шагом мм. Правая грань является про должением правой грани обжимного участка на которой на длине 60 мм в ходного конца, валка начинается образование, грани с углом 25°, с шагом Т.460 мм. Этим валком осуществляется осевая деформация вершины профиля заготовки на 2,5...3,5 мм, что обеспечивает по лучение угла поднутрения, близкого к нулю. Чем меньше длина каЛибруквдего участка валка, тем больше должна быт разность углов подъема винтовой линии обжимного и калибрующего участка При одной и той же длине калибрующего участка увеличение разности углов приводит к увеличению осевой деформа ции профиля и при превышении этой разности 12°может привести к срезу линтового профиля на заготовке. Уменьшение разности углов уменьшает величину деформации и при углах меньше обеспечивает эффекта изгиба профиля. Инструмент для осуществляения способа прокатки винтового изделия содержит два приводных валка 1 и 2 (привод условно не показан), каждый из которых имеет два .участка.: обжимной 3 и участок 4 для формирования профиля с поднутрением, на которых осуществляется прокатка заготовки 5. Обжимной участок В1#полнен в виде симметрично расположенного относительно винтовой линии 6 клина с двумя расходящимися деформирующими гранями 7 и 8, а участок для формирования профиля с поднутрением выполнен в виде клина с двумя сходящимися гранями 9 и 10, одна из которых 10 - деформирующая. Угол подъема винтовой линии 1 участка для формирования профиля е поднутрением на 2-10 больше угла подъема винтовой линии 6 обжимного участка. Инструмент для осуществления способа прокатки винтовых изделий работает следующим образом. Предварительно нагретая заготовка подается в зону прокатки и захватывается валками 1 и 2, Прокатка осуществляется в 2 этапа. На первом этапе заготонва обжимается деформирующими гранями 7 и 8 обжимного участка 3, Т1ри этом на за- готовке 5 формируется винтовой профиль. На втором этапе происходит из- гиб винтового профиля на участке 4 для формирования профиля с поднутрением таким образом,что одна из граней 10 клина продо.цжает деформировать сопряженную с ней сторону профиля,а другая грань 9 клина отходит от прилегающей к ней стороне профиля изделия. Использование предлагаемого способа и ийструмента для его осутдествлеНИН позволяет получать винтовке изделия с поднутрением профиля прокаткой : в калибрах валков. Кроме того, сравнительно с известным способом получения буровых штанг сваркой значительно повьниается эффективность процесса за счет увеличения , производительности и снижения стоимости, Годовой экономический эффект от использования предлагаемого изобрете1НИЯ ио сравнению с базовым объектом составит 80 тыс.руб. .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1972 |
|
SU415349A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
