(54) ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ПРОФИЛЬНЫХ ИЗДЕЛИЙ
I
Изобретение относится к обработке металлов давлением и может использовано для безотходного изготовления деталей из прутка, имеющих сочетание разных профилей, в том числе резьбового и не имеющего формы тела вращения.
Известен инструмент для поперечно-винтовой прокатки профильных изделий, со держащий прокатные валки, каждый из которых выполнен с переменной, расположенной по винтовой линии ребордой, высота которой от дна калибра увеличивается в радиальном направлении. Известный инструмент предназначен для изготовления изделий, имеющих форму тел вращения 1.
Однако этот инструмент не обеспечивает получения изделий с резьбовыми участками и участками с многогранным профилем.
Цель изобретения - расщирение технологических возможностей инструмента путем обеспечения возможности прокатки изделий типа тел враЩ;ения, сочетающих участки с резьбой и участки с многогранным профилем.
Поставленная цель достигается тем, что каждый валок выполнен с участком, состоящим из соответствующих щагу и профилю резьбы кольцевых канавок, ограниченным с двух сторон винтовой ребордой, и с гребнем переменного профиля, радиально увеличивающимся по направлению винтовой линии реборды, при этом угол наклона винтовой линии реборды равен углу наклона резьбы, а диаметр валков по дну калибра определен соотнощением
.
где D - диаметр валков по дну калибра; «д - длина изделия; oL - угол наклона резьбы изделия.
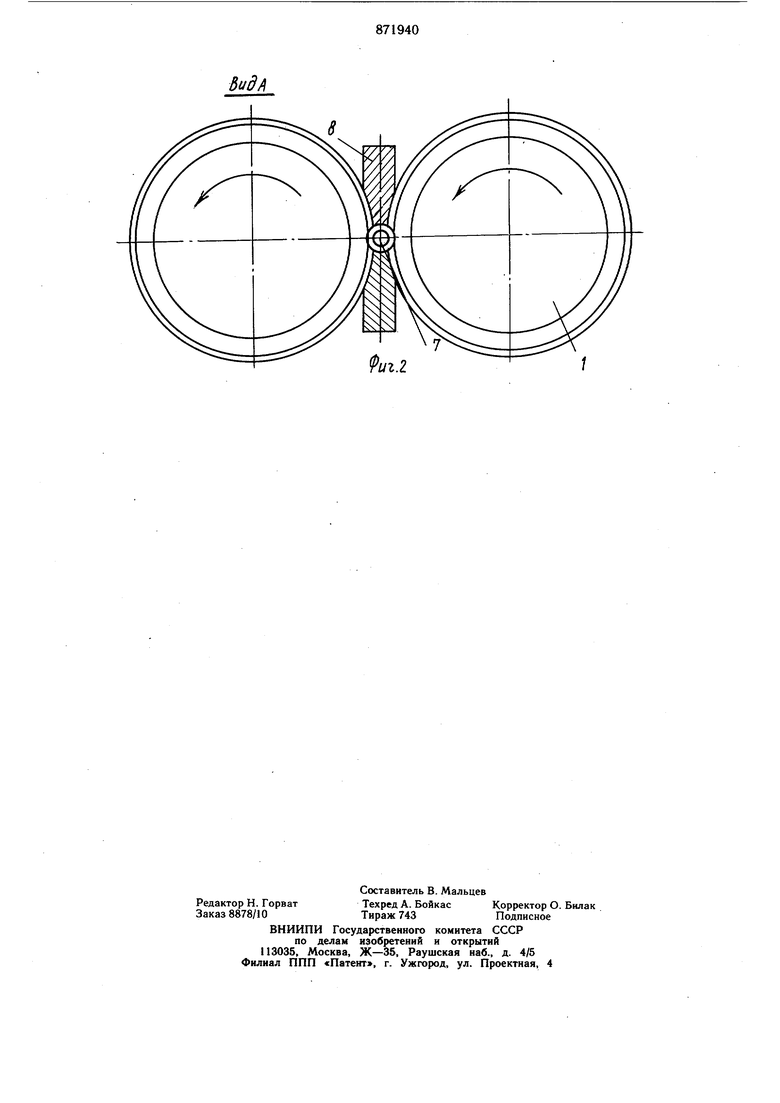
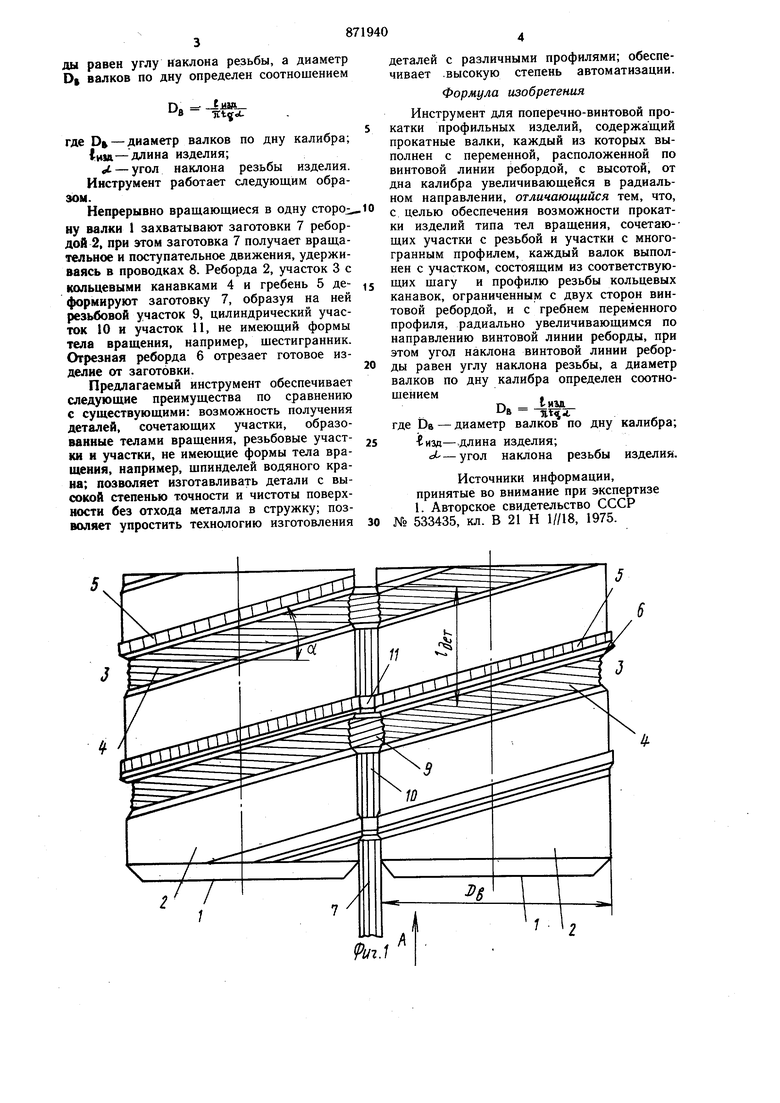
На фиг. 1 представлен инструмент, общий вид; на фиг. 2 -, вид А на фиг. 1.
Инструмент для поперечно-винтовой прокатки содержит прокатные валки 1, каждый из которых выполнен с переменной, расположенной по винтовой линии реборды 2, участком 3, состоящим из соответствующих щагу и профилю резьбы кольцевых канавок 4, и с гребнем 5 переменного профиля и отрезной ребордой 6, при этом угол наклона eL винтовой линии реборды равен углу наклона резьбы, а диаметр D§ валков по дну определен соотношением De-i где D - диаметр валков по дну калибра; inift-длина изделия; «t - угол наклона резьбы изделия. Инструмент работает следующим образом. Непрерывно вращающиеся в одну сторО:: ну валки 1 захватывают заготовки 7 ребордой 2. при этом заготовка 7 получает вращательное и поступательное движения, удерживаясь в проводках 8. Реборда 2, участок 3 с кольцевыми канавками 4 и гребень 5 деформируют заготовку 7, образуя на ней резьбовой участок 9, цилиндрический участок 10 и участок 11, не имеющий формы тела вращения, например, щестигранник. Отрезная реборда б отрезает готовое изделие от заготовки. Предлагаемый инструмент обеспечивает следующие преимущества по сравнению с существующими: возможность получения деталей, сочетающих участки, образованные телами вращеиия, резьбовые участки и участки, не имеющие формы тела вращения, например, щпинделей водяного крана; позволяет изготавливать детали с высокой степенью точности и чистоты поверхности без отхода металла в стружку; позволяет упростить техиологию изготовления деталей с различными профилями; обеспечивает .высокую степень автоматизации. Формула изобретения Инструмент для поперечно-винтовой прокатки профильных изделий, содержащий прокатные валки, каждый из которых выполнен с переменной, расположенной по винтовой линии ребордой, с высотой, от дна калибра увеличивающейся в радиальном направлении, отличающийся тем, что, с целью обеспечения возможности прокатки изделий типа тел вращення, сочетаю-щих участки с резьбой и участки с многогранным профилем, каждый валок выполнен с участком, состоящим из соответствующих щагу и профилю резьбы кольцевых канавок, ограниченным с двух сторон винтовой ребордой, и с гребнем переменного профиля, радиально увеличивающимся по направлению винтовой линии реборды, при этом угол наклона винтовой линии реборды равен углу наклона резьбы, а диаметр валков по дну калибра определен соотношениемОв где De - диаметр валков по дну калибра; .длина изделия; of--угол наклона резьбы изделия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 533435, кл. В 21 Н 1//18, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| В П Т БФаНД SliOOEFTOB | 1973 |
|
SU394144A1 |
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Валок для поперечно-винтовой про-КАТКи ТЕл ВРАщЕНия | 1979 |
|
SU846011A1 |
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655640A1 |
| Прокатный валок | 1981 |
|
SU986527A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОРПУСОВ ДЛЯ БЕТОНОБОЙНЫХ И БРОНЕБОЙНЫХ СНАРЯДОВ | 2017 |
|
RU2659442C1 |
| Прокатной инструмент для формообразования режущего инструмента | 1983 |
|
SU1147497A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС | 2019 |
|
RU2725547C1 |