Изобретение относится к области обработки металлов давлением и касается технологического инструмента трехвалкового стана поперечно-винтовой прокатки.
Технологический инструмент трехвалкового стана поперечно-винтовой прокатки включает рабочие валки, содержащие участок захвата с входным конусом и одним или несколькими обжимными конусами и калибрующий участок.
Хороший захват заготовки обеспечивается при малых значениях усредненных углов наклона образующих входного и обжимного (обжимных) конусов к оси прокатки. Однако при малых значения углов и больших величинах обжатий ухудшаются условия протекания процесса прокатки.
С увеличением усредненного угла наклона образующих входного и обжимного (обжимных) конусов к оси прокатки условия протекания процесса прокатки стабилизируются, однако такое увеличение возможно до предельного значения этого угла, после которого захват заготовки может не произойти. Значение предельного угла зависит и от состояния поверхности валка, и от его твердости, и от температуры прокатки. Так, наличие на поверхности валка насечек, напыления, накаток приводит к повышению коэффициента трения, в результате чего этот усредненный угол увеличивается. Кроме того, заполировывание поверхности валка, особенно в месте встречи с заготовкой, приводит к локальному увеличению угла наклона образующей входного конуса к оси прокатки, и в случае использования большого значения усредненного от угла наклона образующих входного и обжимного (обжимных) конусов к оси прокатки захват заготовки может не произойти.
Изобретение направлено на решение этих проблем.
Известен технологический инструмент трехвалкового стана поперечно-винтовой прокатки [Авт.св. СССР №1055551, М.кл. В21В 1/02, заявл. 05.09.77 г., опубл. 23.11.83], включающий рабочие валки, содержащие участок захвата с входным и обжимным конусами и калибрующий участок. В зависимости от технологических условий процесса прокатки угол наклона образующей входного конуса к оси прокатки составляет 2-6°, а обжимного конуса - 12-50°.
Основным недостатком предложенного технологического инструмента является то, что при малых значениях усредненных углов наклона образующих входного и обжимного конусов к оси прокатки и больших величинах обжатий значительно удлиняется очаг деформации, что ухудшает вращение заготовки и увеличивает площадь контактной поверхности металла с валком, а это, в свою очередь, приводит к увеличению усилия и момента прокатки, что затрудняет протекание процесса прокатки.
Применение же большей величины угла наклона образующей к оси прокатки обжимного конуса при большой величине обжатия уменьшает длину и площадь контактной поверхности металла с валком, стабилизирует протекание процесса прокатки, однако ухудшает условия захвата заготовки, поскольку для осуществления этого может не хватить тянущих усилий на входном конусе.
Из известных технологических инструментов трехвалковых станов поперечно-винтовой прокатки наиболее близким по технической сущности (протитип) является технологический инструмент [Авт.св. СССР №1047556, М.кл. В21В 19/02, заявл. 23.01.78 г., опубл. 15.10.83], включающий рабочие валки, содержащие последовательно расположенные по длине бочки участок захвата с входным конусом и двумя обжимными конусами и калибрующий участок. Угол наклона образующей входного конуса к оси прокатки имеет малые величины, угол наклона образующей обжимного конуса, расположенного у вершины, к оси прокатки выполнен в 1,5-2,5 раза меньшим, чем угол наклона образующей обжимного конуса, расположенного у основания, к оси прокатки и равен ~30-45°.
Основным недостатком данного технологического инструмента является то, что при большой величине углов наклона образующих к оси прокатки и большой общей высоте гребней обоих обжимных конусов захват заготовки не возможен, поскольку для этого не хватает тянущих усилий на входном конусе.
Другим недостатком рассматриваемого технологического инструмента является то, что на участке захвата углы наклона образующих обжимных конусов к оси прокатки уменьшаются от основания к вершине. Это также ухудшает условия захвата заготовки, поскольку в случае использования большого значения усредненного угла наклона образующих входного и обжимных конусов к оси прокатки при больших величинах обжатий этот угол может увеличиться из-за износа поверхности валка и превысить предельный, в результате чего захват заготовки может не произойти.
Еще одним недостатком предложенного технологического инструмента является то, что при больших диапазонах изменения обжатий захват заготовки возможен только на входном участке захвата, что не позволяет получать меньшую длину и площадь контактной поверхности металла с валком при небольших обжатиях.
Задачей настоящего изобретения является создание технологического инструмента трехвалкового стана поперечно-винтовой прокатки, обеспечивающего стабильный захват заготовки и хорошие условия протекания процесса прокатки при любых заданных технологическими условиями величинах обжатий.
Поставленная задача достигается тем, что в технологическом инструменте трехвалкового стана поперечно-винтовой прокатки, включающем рабочие валки, содержащие последовательно расположенные по длине бочки участок захвата с входным конусом и несколькими обжимными конусами и калибрующий участок, согласно изобретению, углы наклона образующих входного и обжимных конусов участка захвата к оси прокатки увеличиваются от основания к вершине, при этом усредненный аппроксимированный угол захвата αусред. этих углов находится в пределах 10-14° и определяется зависимостью
 где
где
 - длина i-го конуса,
- длина i-го конуса,
αi - угол наклона образующей i-го конуса к оси прокатки.
Такое выполнение технологического инструмента при экспериментально установленном усредненном угле наклона образующих входного и обжимных конусов к оси прокатки, меньшем 14°, позволяет обеспечить стабильный захват заготовки, а при экспериментально установленном усредненном угле наклона образующих входного и обжимных конусов к оси прокатки, большем 10°, - хорошие условия протекания процесса прокатки благодаря уменьшению длины и площади контактной поверхности металла с валком, а при значениях этих углов менее 10° и более 14° стабильный захват заготовки и хорошие условия протекания процесса прокатки при любых величинах обжатий не обеспечивается.
Кроме того, выполнение углов наклона образующих входного и обжимных конусов участка захвата к оси прокатки, увеличивающимися от основания к вершине, при больших обжатиях позволяет обеспечить хороший захват заготовки благодаря тому, что износ поверхности валка не влияет на условия захвата заготовки, а также уменьшить длину и площадь контактной поверхности.
Еще одним достоинством предложенного технологического инструмента является то, что при больших диапазонах изменения обжатий захват заготовки возможен не только на входном конусе участка захвата, но и на обжимном конусе с малой величиной угла наклона образующей к оси прокатки, что позволяет получать меньшую длину и площадь контактной поверхности металла с валком при небольших обжатиях.
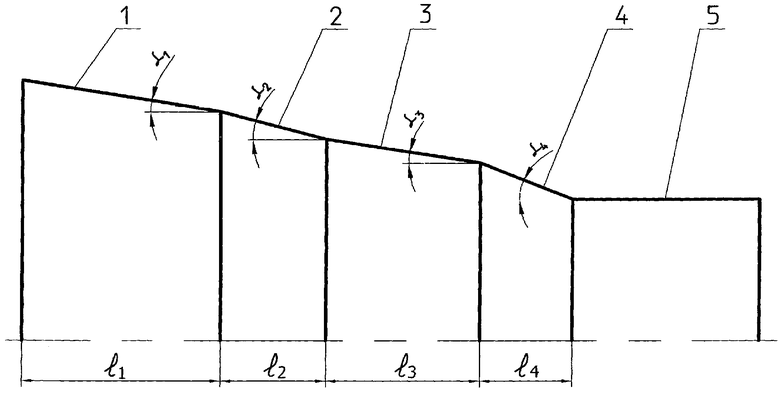
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемый чертеж, на котором
изображен технологический инструмент трехвалкового стана поперечно-винтовой прокатки.
Технологический инструмент трехвалкового стана поперечно-винтовой прокатки содержит рабочие валки, имеющие участок захвата, включающий входной конус 1 с углом α1 наклона образующей к оси прокатки и длиной  , обжимные конусы 2, 3, 4 с углами α2, α3, α4 наклона образующих к оси прокатки, величины которых больше величины угла α1 и при этом увеличиваются от основания к вершине, и длинами
, обжимные конусы 2, 3, 4 с углами α2, α3, α4 наклона образующих к оси прокатки, величины которых больше величины угла α1 и при этом увеличиваются от основания к вершине, и длинами  ,
,  ,
,  , соответственно, и калибрующий участок 5.
, соответственно, и калибрующий участок 5.
Прокатку заготовки осуществляют следующим образом.
При заданных технологическими условиями больших величинах обжатий нагретую сплошную заготовку задают в валки, где она захватывается на входном конусе 1 участка захвата. После осуществления захвата заготовки последняя вращается, перемещается в осевом направлении к обжимным конусам 2, 3 и 4 участка захвата, деформируется этими конусами и затем поступает на калибрующий участок 5, где она получает ровную и гладкую поверхность по всей длине. При прокатке используются все четыре конуса участка захвата. При этом усредненное значение αуcред. угла наклона образующих входного 1 и обжимных 2, 3, 4 конусов к оси прокатки находится в пределах 10-14° и определяется зависимостью
 где
где
- длина i-го конуса,
αi угол наклона образующей i-го конуса к оси прокатки.
При заданных технологическими условиями малых величинах обжатий нагретую сплошную заготовку задают в валки, где она захватывается на обжимном конусе 3 участка захвата с малой величиной α3 угла наклона образующей к оси прокатки, затем начинает вращаться и перемещаться в осевом направлении к обжимному конусу 4 участка захвата, с помощью которого деформируется, и затем поступает на калибрующий участок 5. При прокатке используется два конуса участка захвата. При этом усредненное значение αуcред. угла наклона образующих обжимных конусов 3 и 4 к оси прокатки находится в ранее указанных пределах 10-14° и определяется рассмотренной выше зависимостью.
Пример.
Первичную заготовку диаметром 180 мм необходимо обжать до диаметра 120 мм или диаметра 150 мм.
Калибр, образованный тремя валками, настраивают на диаметр, равный 180 мм.
При прокатке первичной заготовки диаметром 180 мм для получения вторичной заготовки диаметром 120 мм обжатие на радиус составит 30 мм. Участок захвата рабочих валков при этом имеет входной конус 1 с углом α1 наклона образующей к оси прокатки, равным 9°, и длиной  , равной 53,67 мм, и обжимные конуса с углами α2, α3, α4 наклона образующих к оси прокатки, равными 15°, 9° и 22°, и длинами
, равной 53,67 мм, и обжимные конуса с углами α2, α3, α4 наклона образующих к оси прокатки, равными 15°, 9° и 22°, и длинами  ,
,  ,
,  , равными 28,0 мм; 41,0 мм; 24,75 мм соответственно. При прокатке используются все четыре конуса участка захвата.
, равными 28,0 мм; 41,0 мм; 24,75 мм соответственно. При прокатке используются все четыре конуса участка захвата.
При этом, согласно формуле, аппроксимированный усредненный угол захвата
что попадает в необходимые пределы.
При прокатке первичной заготовки диаметром 180 мм для получения вторичной заготовки диаметром 150 мм обжатие на радиус составит 15 мм, рабочие валки при этом имеют рассмотренную выше калибровку. Однако при прокатке используются только два последних обжимных конуса участка захвата с углами α3, α4, равными 9° и 22° и длинами  ,
,  , равными 41,0 мм и 24,75 мм, соответственно.
, равными 41,0 мм и 24,75 мм, соответственно.
Таким образом, согласно формуле усредненный угол захвата

что попадает в необходимые пределы.
Таким образом, предложенный технологический инструмент позволяет обеспечить стабильный захват заготовки и хорошие условия протекания процесса прокатки при любых заданных технологическими условиями величинах обжатий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| Способ получения гильз | 2015 |
|
RU2614231C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
Изобретение относится к технологическому инструменту трехвалкового стана поперечно-винтовой прокатки. Технологический инструмент трехвалкового стана поперечно-винтовой прокатки включает рабочие валки, содержащие последовательно расположенные по длине бочки участок захвата с входным конусом и несколькими обжимными конусами и калибрующий участок. Углы наклона образующих входного и обжимных конусов участка захвата к оси прокатки увеличиваются от основания к вершине, при этом усредненный аппроксимированный угол захвата αусред этих углов находится в пределах 10-14° и определяется зависимостью:  где:
где:  - длина i-го конуса, αi - угол наклона образующей i-го конуса к оси прокатки. Изобретение позволяет обеспечить стабильный захват заготовки и хорошие условия протекания процесса прокатки при любых заданных технологическими условиями величинах обжатий. 1 ил.
- длина i-го конуса, αi - угол наклона образующей i-го конуса к оси прокатки. Изобретение позволяет обеспечить стабильный захват заготовки и хорошие условия протекания процесса прокатки при любых заданных технологическими условиями величинах обжатий. 1 ил.
Технологический инструмент трехвалкового стана поперечно-винтовой прокатки, включающий рабочие валки, содержащие последовательно расположенные по длине бочки участок захвата с входным конусом и несколькими обжимными конусами и калибрующий участок, отличающийся тем, что углы наклона к оси прокатки образующих входного и обжимных конусов участка захвата увеличиваются от основания к вершине, при этом усредненный аппроксимированный угол захвата αусред этих углов находится в пределах 10-14° и определяется зависимостью
где  - длина i-го конуса, мм,
- длина i-го конуса, мм,
αi - угол наклона образующей i-го конуса к оси прокатки.
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| Технологический инструмент косовалкового прошивного стана | 1990 |
|
SU1796306A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2041751C1 |
| JP 59035812 A, 27.02.1984 | |||
| JP 59001007 A, 06.01.1984 | |||
| ЕР 1870173 А1, 26.12.2007. | |||

