Изобретение относится к обработке металлов давлением, а именно к устройствам для прямого выдавливания . .
, Известен штамп для прямого выдавливания, содержащий верхнюю плиту с пресс-штемпелем, промежуточную плиту со смонтированной на ней матрицей, съемник, установленный с возможностью осевого перемещения посредством ступенчатых винтов, и нижнюю плиту с пуансоном Cl.
Недостатком известного штампа , является его недостаточная надежность йри работе в автоматическом режиме.
Известен также штамп для прямого выдавливания, содержащий верхнюю . плиту с пресс-штемпелем, промежуточную плиту со смонтированными на ней втулками и матрицей, съёмник, установленный с возможностью осевого перемещения посредсзтвом ступенчатых винтов, и нижнюю плиту с пуансоном 12.
Недостатком штампа является его ненадежность при работе в автоматическом режиме.
Целью изобретения является повышение над,ожностн при работе его в автоматическом режиме.
Поставленная цель достигается тем, что в штампе, содержащем верхнйио плиту с пресс-чптемпелем, проме-: жуточную подвижную плиту со смонтированнь№1и на ней втулками и матрицей съемник, установленный с возможностью осевого перемещения посредством ступенчатых винтов, и нижнюю Олиту с пуансоном, втулки снабжены фиксаторш 5и, а на ступенчатых винтах вьшолнены канавки под фиксаторы, при этом нанижней плите смонтироаан кронштейн с конечным выключателем, взаимодействующий с флажком, установленньм на промежуточной плите.
На чертеже изображен штамп для прямого выдавливания, разрез.
Штамп состоит из верхней плиты 1, на которой посредством держателя 2 и проставки 3 закреплен пресс штемпель 4 с верхней плитой при помощи винтов 5 соединена промежуточная плита 6, которая взаимодействует с пружинами 7, в расточке промежуточной плиты установлена матрица 8, Промежуточная плита снабжена также втулками 9, в которых раз мещены шариковые фиксаторыЮ, взаимодействующие с канавкой, выполненной на ступенчатом винте 11, посредством которых промежуточная плита соединена с съемником 12, в последнем размещено колыю 13, а на торцовой поверхности съемника закреплен флажок 14, Штамп содержит, также нижнюю плиту 15, на которой
посредством пуансонодержателя 16 и проставки 17 закреплен пуансон 18, Кроме того, на нижней плите установлен кронштейн 19 с конечным выключателем 20. Выдавленная деталь обозначена позицией 21,
Штамп для прямого выдавливания работает следующим образом. Заготовка (не показана ) устанавливается механизмом подачи, (не показан ) со0осно с рабочими отверстием матрицы 8, после чзго поступает команда на включение муфты пресса и ползун с закрепленными на нем плитой 1 и пресс-штемпелем 4 начинает двигаться вниз, при этом пресс-штемпель 4 досылает заготовку в матрицу 8, одновременнос этим промежуточная .плита 6 под действием пружин 7 также начинает перемещаться вниз до тех пор, пока матрица 8 не упрется
0 в съёмник 12, а последний в торец пуансонодержателя 16, В этот момент начинается процесс выдавливания, характеризующийся тем, что заготовка выдавливается пресс-штемпелем 4
5 в кольцевую щель, обра зованную соответствующими поверхностями матрицы 8 и пуансона 18, По окончании выдавливания верхняя плита 1 с закрепленным на ней пресс-штемпелем
0 4 начинает двигаться вверх, при этом под действием винтов 5 перемещается вверх и промежуточная плита б « матрицей 8, выдавленная деталь 21 остается на пуансоне 18, съемник 12 под действием ступенчатого винта 11, зафиксированного фикjcaTopoM 10, установленным по втулке 9, двигается вверх, пока кольцо
13не упрется в торец выдавленной детали 21 , после чего съемник останавливается и от взаимодействия кольца 13 и детали 21, оставшейсй на пуансоне, фиксатор 10 выходит из канавки, выполненной на ступенчатом винте 11, когда между нижним торцом матрицы 8 и верхним торцом кольца 13 образуется зазор, достаточный для удаления детали 21, головка ступенчатого винта 11 упирается в дно втулки 9 и Съёмник 12 начинает двигаться вверх, снимая выдавленную деталь 21 с пуансона 18. Далее цикл повторяется в той же последовательности,
В том случае, когда деталь остается в матрице 8, кольцо 13 съемника 12 не взаимодействует с торцом детали 21, и съемник 12 ступенчатым винтом 11, зафиксированным фиксатором 10, поднимается вверх вьвие исходного положения, при этом флаз«сок
14входит в конечный выключатель 20, который выдает команду на ос- . тановку пресса, в результате чего предотвращается попадание заготовки в матрицу 8 с оставшейся в ней де310300874
талью 21. Аналогично устройство ным, позволяет повысить надежность срабатывает и в случае разрушения работы штампа в автоматическом репуансона 18.жиме, исключив аварийные ситуаций,
Использование предлагаемого инструмента и прессового оборудоизобретения, по сравнению с из.вест- 5 вания.
при которых неизбежен выход из строя
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для объемной штамповки | 1980 |
|
SU1016020A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Штамп для выдавливания | 1987 |
|
SU1600898A1 |
| Штамп для объемной штамповки | 1985 |
|
SU1232355A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Штамп для выдавливания деталей типа стаканов с ребрами и ступицей | 1980 |
|
SU927404A1 |
ШТАМП ДЛЯ ПРЯМОГО ВЫДАВЛИБАИИЯ содержащий верхнюю плиту с пресс-штемпелем, промежуточную подвижную плиту со смонтированньами на ней ртулками и матрицей, съемник, установленный с возможностью осевого перемещения посредством ступенчатых винтов, и нижнюю плиту с пуансоном, отличающийся тем, что, с целью повышения надежности при работе его в автоматическом режиУле, втулки снабжены фиксаторами, а на ступенчатых винтах выполнены канавки под фиксаторы, при этом на нижней плите скюнтирован кронштейн с конечньм выключателем, взаимодействующий с флажком, установленным иа промежуточной плите. (Л С со 00 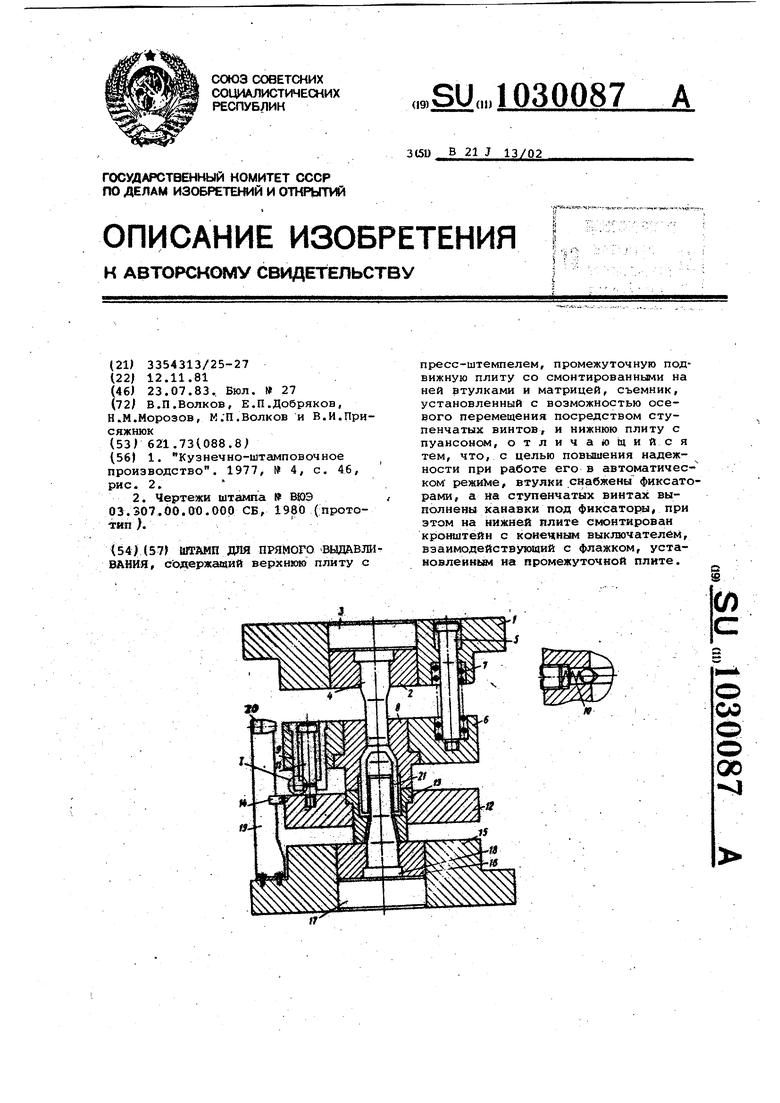
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнечно-штамповочное производство | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
