Изобретение относится к обработке металлов давлением, а именно к кузнечно- штамповочному производству, и может быть использовано при изготовлении статоров турбобуров.
Цель изобретения - повышение производительности и расширение технологических возможностей.
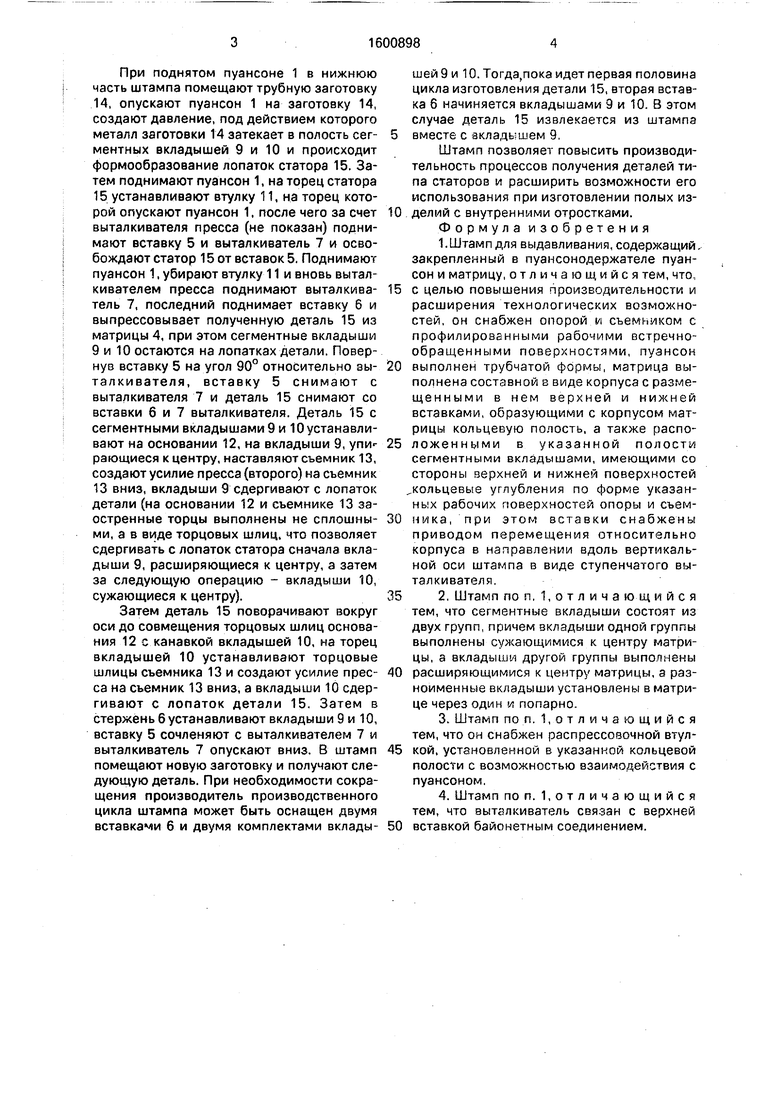
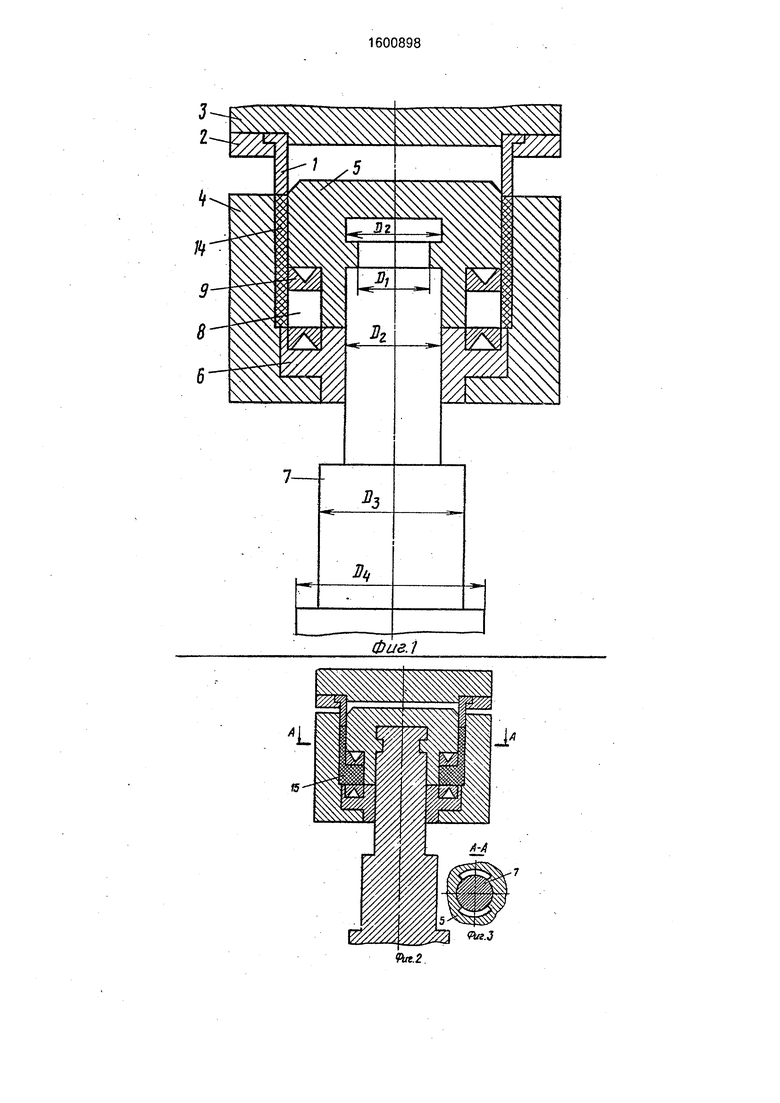
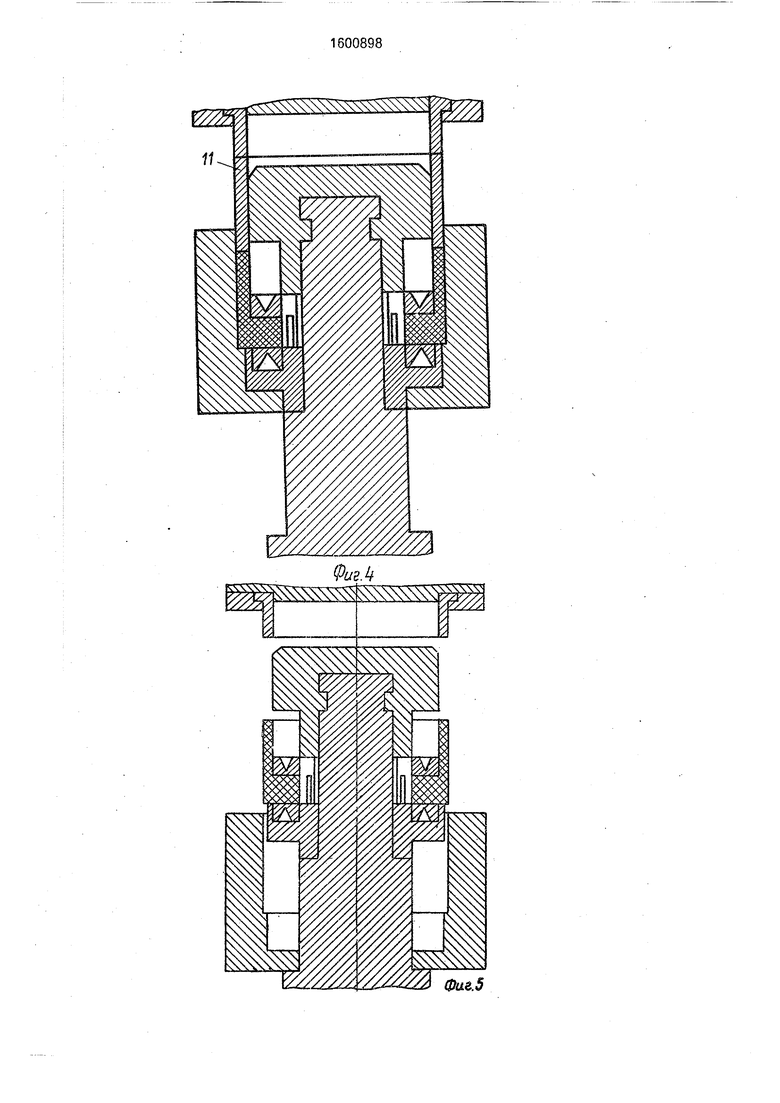
На фиг. 1 показан штамп, вертикальный разрез на этапе, когда в него помещена трубная заготовка: на фиг. 2 - то же, с выдавленным изделием; на фиг. 3 - разрез А-А на фиг. 2; на ф .г. 4 - штамп, вертикальный разрез на этапе, когда из изделия извлечена верхняя вставка, на фиг. 5 - то же, с извлеченным из матрицы с изделием: на фиг. 6 - изделие с сегментными вкладышами, подготовленное для снятия сегментных вкладышей с лопаток, вертикальный разрез; на фиг. 7 - разрез Б-Б на фиг. 6.
Штамп для выдавливания состоит из пуансона 1, пуансонодержателя 2, плиты 3, матрицы 4, верхней 5 и нижней 6 вставок выталкивателя 7. Вставки 5 и 6 образуют с матрицей 4 кольцевую полость 8, в которую установлены сегментные вкладыши 9 и 10. Штамп снабжен распрессовочной втулкой 11, основанием 12 и съемником 13 (в штампе показана трубная заготовка 14 и полученная деталь- статор 15). Выталкиватель 7 выполнен ступенчать1м с диаметром Di; 02; Оз; D4. Ступенчатость D2 - Оз- D4 позволяет одним и тем же выталкивателем пресса выпрессо- вывать из статора вставку, а затем деталь (статор) 15 из матрицы 4. Ступенчатость D2 - DI - D2 позволяет быстро сочленять между собой вставку 5 и выталкиватель 7 и быстро их разъединять между собой.
Штамп работает следующим образом.
ON О
о с ю
00
При поднятом пуансоне 1 в нижнюю часть штампа помещают трубную заготовку 14, опускают пуансон 1 на заготовку 14, создают давление, под действием которого металл заготовки 14 затекает в полость сегментных вкладышей 9 и 10 и происходит формообразование лопаток статора 15. Затем поднимают пуансон 1, на торец статора 15 устанавливают втулку 11, на торец которой опускают пуансон 1, после чего за счет выталкивателя пресса (не показан) поднимают вставку 5 и выталкиватель 7 и освобождают статор 15 от вставок 5. Поднимают пуансон 1, убирают втулку 11 и вновь выталкивателем пресса поднимают выталкиватель 7, последний поднимает вставку 6 и выпрессовывает полученную деталь 15 из матрицы 4, при этом сегментные вкладыши 9 и 10 остаются на лопатках детали. Повернув вставку 5 на угол 90° относительно зы- талкивателя, вставку 5 снимают с выталкивателя 7 и деталь 15 снимают со вставки 6 и 7 выталкивателя. Деталь 15 с сегментными вкладышами 9 и 10 устанавливают на основании 12, на вкладыши 9, рающиеся к центру, наставляют съемник 13, создают усилие пресса (второго) на съемник 13 вниз, вкладыши 9 сдергивают с лопаток детали (на основании 12 и съемнике 13 заостренные торцы выполнены не сплошными, а в виде торцовых шлиц, что позволяет сдергивать с лопаток статора сначала вкладыши 9, расширяющиеся к центру, а затем за следующую операцию - вкладыши 10, сужающиеся к центру).
Затем деталь 15 поворачивают вокруг оси до совмещения торцовых шлиц основания 12 с канавкой вкладышей 10, на торец вкладышей 10 устанавливают торцовые шлицы съемника 13 и создают усилие пресса на съемник 13 вниз, а вкладыши 10 сдергивают с лопаток детали 15. Затем в стержень 6 устанавливают вкладыши 9 и 10, вставку 5 сочленяют с выталкивателем 7 и выталкиватель 7 опускают вниз. В штамп помещают новую заготовку и получают следующую деталь. При необходимости сокращения производитель производственного цикла штампа может быть оснащен двумя вставками б и двумя комплектами вкладышей 9 и 10. Тогда,пока идет первая половина цикла изготовления детали 15, вторая вставка 6 начиняется вкладышами 9 и 10. В этом случае деталь 15 извлекается из штампа
вместе с акладышем 9,
Штамп позволяет повысить производительность процессов получения деталей типа статоров и расширить возможности его использования при изготовлении полых изделий с внутренними отростками.
Формула изобретения 1.Штамп для выдавливания, содержащий, закрепленный в пуансонодержателе пуансон и матрицу, отличающийся тем, что,
с целью повышения производительности и расширения технологических возможностей, он снабжен опорой и съемником с профилированными рабочими встречно- обращенными поверхностями, пуансон
выполнен трубчатой формы, матрица выполнена составной в виде корпуса с разме- щенными в нем верхней и нижней вставками, образующими с корпусом матрицы кольцевую полость, а также расположенными в указанной полост;/ сегментными вкладышами, имеющими со стороны верхней и нижней поверхностей кольцевые углубления по форме указанных рабочих поверхностей опоры и съемника, при этом вставки снабжены приводом П8ремеш,ения относительно корпуса в направлении вдоль вертикальной оси штампа в виде ступенчатого выталкивателя.
2. Штамп по п, 1, о т л и ч а ю щ и и с я тем, что сегментные вкладыши состоят из двух групп, причем вкладыши одной группы выполнены сужающимися к центру матрицы, а вкладыши другой группы выполнены
расширяющимися к центру матрицы, а разноименные вкладыши установлены в матрице через один vi попарно.
3.Штамп поп. 1,отличающийся тем, что он снабжен распрессовочной втулкой, установленной в указанной кольцевой полости с возможностью взаимодействия с пуансоном.
4.Штамп поп. 1,отличающийся тем, что выталкиватель связан с верхней
вставкой байонетным соединением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
| Способ изготовления деталей типа ступенчатых стаканов | 1991 |
|
SU1794591A1 |
| Штамп для выдавливания | 1978 |
|
SU700261A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Штамп для выдавливания деталей типа стаканов с ребрами и ступицей | 1980 |
|
SU927404A1 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
Изобретение относится к обработке металлов давлением, а именно к кузнечно-штамповочному производству, и может быть использовано при изготовлении статоров турбобуров. Цель изобретения - повышение производительности и расширение технологических возможностей. В штампе для выдавливания пуансон выполнен трубчатой формы, а матрица - сборной с расположенными в ней сегментными вкладышами. Форма сегментов клиновидная. Расположены сегменты в матрице попарно, что позволяет быстро извлечь отштампованное изделие из матрицы. Выталкиватель выполнен многоступенчатым и соединен с верхней вставкой при помощи секторных захватов. Такая конструкция облегчает и упрощает процесс получения сложных полых изделий с внутренними лопастями. 3 з.п.ф-лы, 7 ил.
е
Фиг.1
«ffi.j
Фае.5
Редактор И.Дербак
Составитель И.Акмулин Техред М.Моргентал
Корректор С.Шекмар
| Соколов Н.Л | |||
| Горячая штамповка выдавливанием стальных деталей | |||
| - М.: Машиностроение, 1967, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
