Изобретение относится к производству полых полимерных изделий и может быть использовано для изготовления полых резиновых изделий сложной формы.
Известна иресс-форма для изготовления полых полимерных изделий, содержащая подвижную плиту, матрицу, взаимодействуюш,ий с ней коническим хвостовиком вкладыш с центральным каналом, установленный Б последнем с возможностью аксиального перемеодения выталкиватель и средство для подачи сжатого воздуха 1.
Однако известная пресс-форма сложна в обслуживании, так как необходимо при каждом цикле прессования соединять и рассоединять центральный канал со средством для подачи сжатого воздуха и производить разъем матрицы для извлечения вкладЫша с готовым изделием.
Наиболее близкой по технической сущности к предлагаемой является пресс-форма для изготовления полых полимерных изделий, которая содержит матрицу с сообщающейся со средством для подачи сжатого воздуха полостью, взаимодействующий с матрицей коническим хвостовиком вкладыщ с центральным каналом, смонтированный с возможностью аксиального перемещения относительно матрицы, и установленный в центральном канале с возможностью аксиального перемещения подпружиненный выталкиватель 2.
Однако сжатый воздух при подаче в полость матрицы одновременно воздействует на вкладыш и выталкиватель, вызывая их аксиальное перемещение. Это снижает надежность, работы пресс-формы, так как в случае заклинивания вкладыща выталкиватель все равно откроет центральный канал и сжатый воздух начнет воздействовать на изделие, горловина которого еще зажата между матрицей и вкладышем, что приводит к разрыву изделия.
Целью изобретения является повышение надежности работы пресс-формы.
Эта цель достигается тем, что в прессформе для изготовления полых полимерных изделий, содержащей матрицу с сообщающейся со средством для подачи сжатого воздуха /полостью, взаимодействующий с матрицей коническим хвостовиком вкладыщ с центральным каналом, с.монтированный с возможностью аксиального перемещения относительно матрицы, и установленный в центральном канале с возможностью аксиального перемещения подпружиненный выталкиватель, в полости матрицы соосно с центральным каналом размещена подпружиненная заглущка, взаимодействующая с хвостовиком вкладыща.
На чертеже представлена предлагаемая прессгформа, разрез.
Пресс-форма для изготовления полых полимерных изделий содержит нижнюю 1 и
подвижную верхнюю 2 плиты, закрепленную на верхней плите 2 матрицу 3 и вкладыщ 4, смонтированный с возможностью аксиального перемещения относительно матрицы. Вкладыщ 4 имеет центральный канал а и конический хвостовик в, взаимодействующий с конической поверхностью с матрицы.
В матрице 3 выполнена полость d, сообщающаяся со средством для подачи сжатого воздуха (не показано) посредством каналов 1 и центральным каналом а. Полость d закрыта крыщкой 5.
В полости d coociHo с центральным каналом а размещена заглущка 6, взаимодействующая с хвостовиком в вкладыша 4. Заглущка 6 смонтирована на крышке 5 посредством винта 7. Между заглушкой 6 и крышкой 5 расположена пружина 8. В центральном канале а вкладыша установлен с возможностью аксиального перемещения выталкиватель 9 с верхней 10 и нижней 11 коническими головками, взаимодействующими с седлами f и g вкладыша 4. Выталкиватель 9 подпружинен относительно вкладыща 4 в осевом направлении пружиной 12.
Пресс-форма работает следующим образом.
При эксплуатации нижняя плита 1 закрепляется на столе пресса (не показан), а верхняя плита 2 - на подвижной плите пресса. На нижнюю плиту 1 устанавливается заготовка и производится формование изделия при опускании верхней плиты 1 с матрицей 3 и вкладыщем 4. В процессе формования при взаимодействии с заготовкой вкладыщ 4 перемещается аксиально вверх относительно матрицы 3 до взаимодействия своим хвостовиком в с заглушкой 6.. После формования осуществляется вулканизация
изделия и разъем пресс-формы. Затем производится извлечение готового изделия, для чего сжатый воздух по каналу I подается в полость d матрицы 3. При воздействии воздуха на хвостовик в вкладыш 4 перемещается вниз относительно матрицы 3
и выталкивает изделие из матрицы. При опускании вкладыша 4 между его хвостовиком в и заглущкой 6 образуется зазор, через который сжатый воздух из полости d матрицы поступает в центральный канал а вкладыша. При воздействии сжатого воздуха на головку 10 выталкиватель 9 опускается, сжимая пружину 12 и отжимая головкой 11 изделие от вкладыща, в результате чего между седлом g вкладыша 4 и головкой 11 выталкивателя образуется кольцевой зазор, через который сжатый воздух поступает в пространство между вкладыщем 4 и изделием. Сжатый воздух «сдувает изделие с вкладыша 4.
3 10301944
После снятия изделия головка 10 са-в исходное положение. Далее цикл повтодится на седло f вкладыша и прекращаетсяряется.
истечение сжатого воздуха через каналПредлагаемая пресс-форма проста по
а. После этого прекращается подача сжато-конструкции и обслуживанию, надежна в
го воздуха, а вкладыщ и выталкивательj работе и обеспечивает качественное изгопод действием пружин 8 и 10 возвращаетсятовление полых изделий.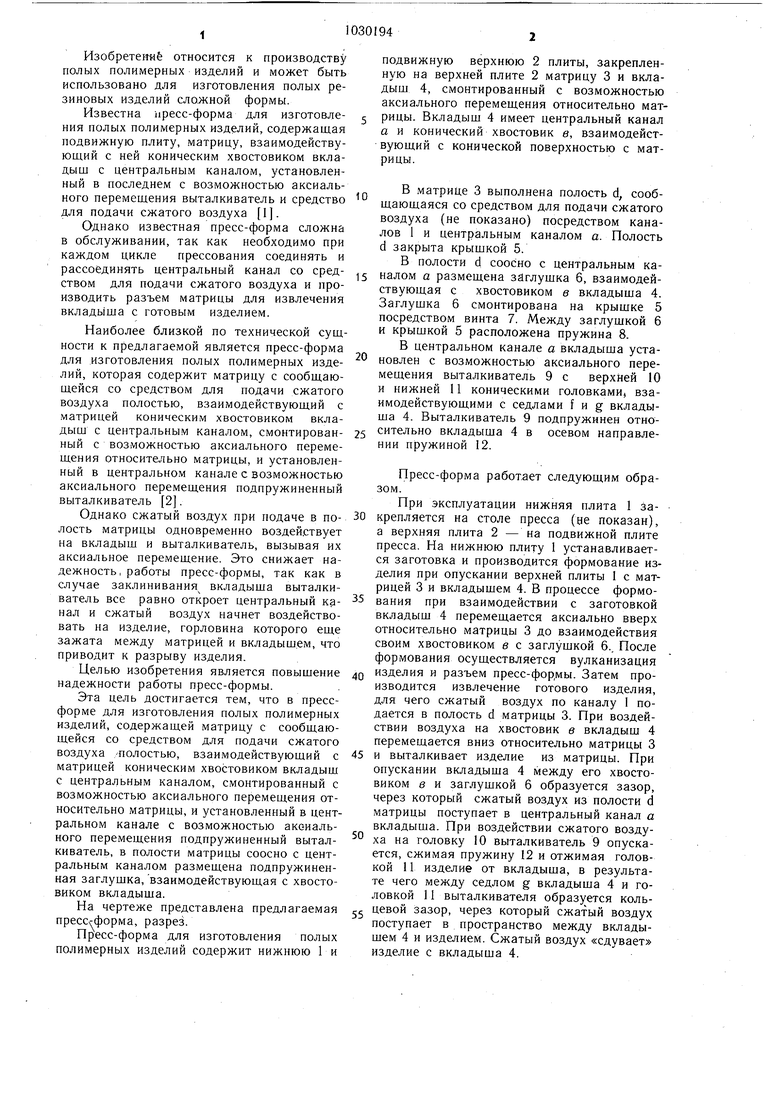
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Автоматическая роторная установка для формования полых полимерных изделий | 1988 |
|
SU1537562A1 |
| Литьевая форма для полимерных изделий с арматурой | 1981 |
|
SU1004131A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОЛИМЕРНЫХ ИЗДЕЛИР1, содержащая матрицу с сообщающей.S (Л со со 4:; ся со средством для подачи сжатого воздуха полостью, взаимодействующий с матрицей коническим хвостовиком вкладыш с центральным каналом, смонтированный с возможностью аксиального перемещения относительно матрицы, и установленный в центральном канале с возможностью аксиального перемещения подпружиненный выталкиватель, отличающаяся тем, что, с целью повыщения надежности пресс-формы в работе, в полости матрицы соосно с центральным каналом размещена подпружиненная заглушка, взаимодействующая с хвостовиком вкладыща.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕПИЯ ПОЛЫХ ИЗДЕЛИЙ | 0 |
|
SU279027A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 2959818, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
