Изобретение относится к оборудованию для производства резинотехнических изделий, например, для клиновых ремней, и предназначено для обслуживания пресеформ при выгрузке из них готовых изделий и загрузке заготовок для них.
Известно устройство для перезарядки многоэтажных кольцевых пресс-форм,- содержащее вертикально расположенную штангу, связанную с последней плиту с захватами, имеющими средства для радиального перемещения и фиксации, и привод возвратно-поступательного вертикального перемещения штанги 1.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для перезарядки многоэтажных кольцевых пресс-форм, содержащее вертикально смонтированную на кронштейне приводную штангу с этажно расположенными горизонтальными плитами, первая из которых выполнена неподвижной относительно штанги, а вторая смонтирована с вoзмoжнoctью аксиального перемещения относительно штанги и имеет радиальные пазы, в которых установлены держатели с радиально подвижными подпружиненными захватами, взаимодействующими с кольцевым.и элементами пресс-формы 2.
При работе известного устройства захваты воздействуют только на верхний кольцевой элемент пресс-формы, поэтому при подъеме щтанги вместе с верхним элементом пресс-фбрмы возможен подъем последующих колец, соединившихся друг с другом, в процессе вулканизации, что снижает надежность работы устройства.
Целью изобретения является повышение надежности в работе устройства.
Поставленная цель достигается тем, что в устройстве для перезарядки многоэтажных кольцевых пресс-форм, содержащем вертикально смонтированную на кронщтейне приводную щтангу с этажно расположенными горизонтальными плитами, первая из которых выполнена неподвижной относительно щтанги, а вторая смонтирована с возможностью аксиального перемещения относительно штанги и имеет радиальные пазЫ, в которых установлены держатели с радиально подвижными подпружиненными захватами, взаимодействующими с кольцевыми элементами пресс-формы, первая плита выполнена с радиальными пазами и снабжена установленными в последних дополнительными .держателями с радиально подвижными подпружиненными дополнительными захватами, причем имеющиеся держатели снабжены аксиально подвижными подпружиненными втулками, взаимодействующими с имеющимися захватами и коль цевыми элементами пресс-формы, а имеющиеся и дополнительные захваты выполнены с противоположно направленными торцовыми скосами.
На позициях сборки и разборки соосно дополнительным держателям установлены стойки со стаканами, взаимодействующими с захватами.
Стаканы смонтированы на стойках с воз можностью поворота относительно своей продольной оси и снабжены фиксаторами их углового положения, а в стенках стаканов выполнены вертикальные прорези для прохода захватов.
Наличие дополнительных захватов позволяет при отрыве очередного кольцевого элемента пресс-формы придерживать последующий элемент и тем самым предотвратить отрыв от пресс-формы сразу нескольких соседних колец.
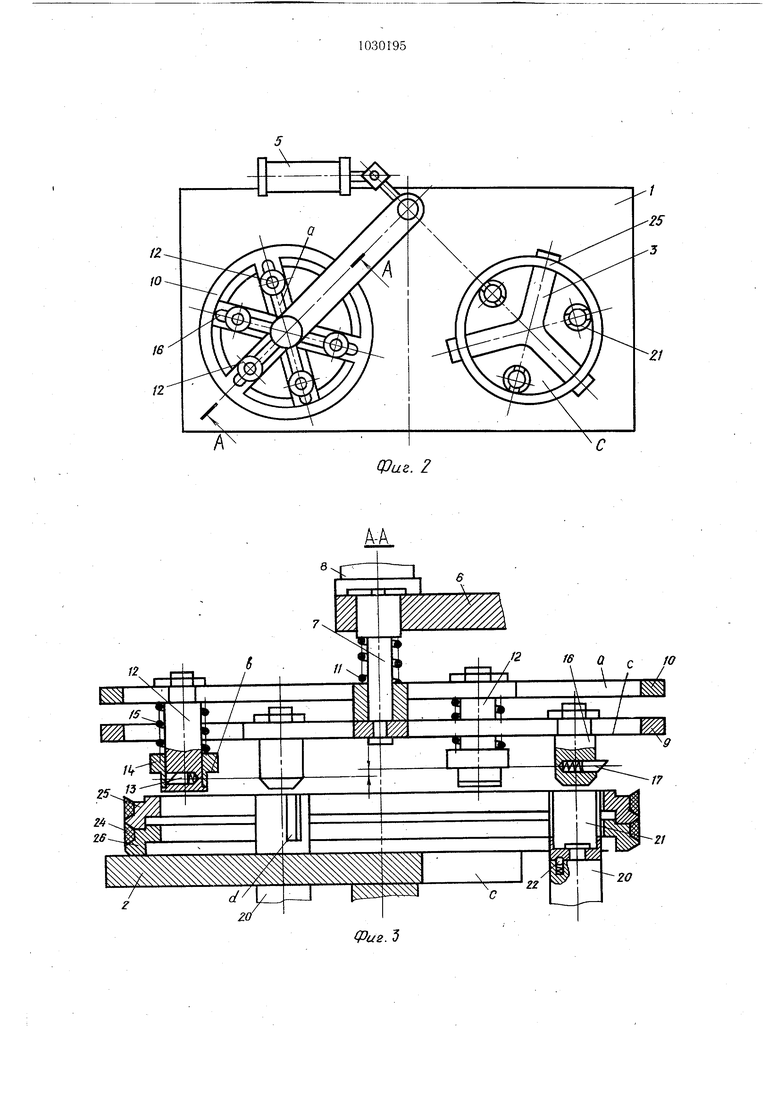
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - устройство при захвате кольцевого элемента пресс-формы; на фиг. 5 - устройство при переносе захваченного кольцевого элемента; на фиг. 6 - держатель с захватом.
Устройство для перезарядки многоэтажных кольцевых пресс-форм содержит основание 1, на котором смонтированы столы 2 и 3 с механизмом их взаимного подъема и и опускания (не показан), колонка 4 с механизмом ее поворота в виде гидроцилиндра 5, имеющая кронштейн 6. На кронштейне 6 вертикально установлена штанга 7 с приводом ее вертикального возвратно-поступательного перемещения в виде цилиндра 8. На штанге 7 имеются две этажно расположенные-горизонтальные плиты 9 и 10, из которых плита 9 выполнена неподвижной относительно щтанги 7, а плита 10 смонтирована с возможностью аксиального перемещения относительно щтанги под действием пружины II. Плита 9 имрет радиальные пазы а, в которых установлены держатели 12 с подпружиненными захватами 13. Держател( 12 снабжены аксиально подвижными втулками 14, взаимодействующими с захватами 13 внутренней своей поверхностью, а с кольцевыми элементами пресс-формы - буртами б. Между плитой 10 и втулками 14 размещены пружины 15.
Плита 10 выполнена с радиальными пазами с в которых установлены дополнительные держатели 16 с дополнительными подпружиненными захватами 17, установленными диаметрально противоположно имеющимся захватам 13. Захваты 13 и 17 радиально перемещаются под действием пружин 18 и имеют противоположно направленные торцовые скосы. При этом скосы захватов 17 направлены вниз, а скосы захватов 13 - вверх, а их продольные оси расположены на разных уровнях относительно плиты 9..
Через пазы с столов 2 и 3 проходят стойки 19 и 20 со стаканами 21. Стойки закреплены соосно держателям 16 на основании 1. Стаканы могут вращаться относительно своей продольной оси и имеют вертикальные прореаи d и фиксаторы их углового положения в виде подпружиненных шариков 22. Выходу захватов 13 и 17 из взаимодействия с держателями препятствуют винты 23, входящие в пазы ё захватов.
Устройство работает следую-щим образом.
В исходном положении стол 2 находится ниже стола 3 на высоту перезаряжаемой пресс-формы. Прорези d стаканов 21 стоек 20 сориентированы по диаметру стола 2, а стаканов 21 стоек 19 i- по хорде стола 3. На НИЖНИЙ стол 2 соосно,ему устанавливается пресс-форма с вулканизованными изделиями 24 (клиновыми ремнями). Стойки 20 оказываются внутри преес-формы. Поворотом колонны 4 цилиндром 5 щтанга 7 устанавливается соосно столу 2. При включении цилиндра 8 щтанга 7 перемещается вниз. Держатели 12 входят в пресс-форму до взаимодействия буртов в втулок 14 с верхним кольцевым элементом 25 пресс-формы. Втулки 14 останавливаются и не препятствуют перемещению захватов 13 в радиальном направлении от центра пресс-формы до захода их в первый паз между соседними кольцевыми элементами 25 и 26 пресс-формы по месту их разъема. После взаимодействия захватов 13 со следующим верхним кольцевым элементом 26 пресс-формы плита 10 останавливается, а плита Р продолжает перемещаться вниз вместе со штангой 7. Пружина 11 при этом сжимается. Держатели 16 заходят в стаканы 21, прорези d которых не препятствуют взаимодействию захватов 17 с верхним элементом 25 пресс-формы. Захваты 17 утапливаются в держателях 16, а затем под действием пружин 18 перемещаются в радиальном направлении от центра пресс-формы и заходят в первый сверху паз по месту разъема элементов 25 и 26.
После этого штанга 7 перемещается вверх. Захваты 17 взаимодействуют с нижним торцом верхнего элемента 25 прессформы, поднимая его, а захваты 17 передают на элемент 26 усилие пружины 11, удерживая его на месте. После окончания подъема штанги 7 (оторванный кольцевой элемент находится в положении, указанном на фиг. 5) механизм взаимного подъема и опускания столов поднимает на величину высоты кольцевых ЭоТементов 25 и 26 пресс-формы стол 2 и на такую же величину опускает
0 стол 3.
Оператор снимает готовое изделие 24, на его место устанавливает заготовку. Цилиндром 5 поворачивается колонна 4 к столу 3, а штанга 7 цилиндров 8 опускается вниз. Захваты 17, взаимодействуя скошенными торцами со стенками стаканов 21, утапливаются в держателях 16. Усилиями пружин 15 через втулки 14 кольцевой элемент 25 опускается на стол 3. Цилиндр 8 начинает поднимать штангу 7 вверх. Захваты 13 взаимодействуют с вту.чками 14 и утапливаются в держателях i2, а ;1е)жатели 16 выходят из стаканов 21. Устройггво возвращается в исходное по;1ожени.е. Дтыес цикл повторяется в описанной .:сдаате:1ьности.
После переноса последнего кольцевого элемента и пресс-формы CTO.I 2 чаходится в крайнем верхнем положении, а стол 3 в нижнем. Пресс-форма снимается со стх; ла 3 и направляется на вулка11изацию. Стаканы 21 у стоек 19 стола 3 поворачиваются прорезями по диаметру стола, а стаканы 2) у стоек 20 стола 2 - по хорде. На нижний стол устанавливают для перезарядки следующую пресс-форму.
Цредлагаемое устройство для перезарядки многоэтажных кольцевых пресс-форм исключает возможность снятия одновременно нескольких кольцевых элементов при разработке пресс-форм, что повьппает надежность работы устройства и новышает его производительность.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки многоэтажных кольцевых пресс-форм | 1984 |
|
SU1140978A2 |
| Устройство для перезарядки кольцевой многоэтажной вулканизационной формы | 1975 |
|
SU540750A1 |
| Устройство для вулканизации шин | 1988 |
|
SU1628845A3 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1986 |
|
SU1391912A1 |
| Устройство для изготовления резинотехнических изделий | 1979 |
|
SU859190A1 |
| Установка для формования и вулканизации резинотехнических изделий | 1985 |
|
SU1310230A1 |
| Устройство для отделения от стопы листовых заготовок и подачи их в зону обработки | 1983 |
|
SU1087232A1 |
| Устройство для перемещения форм | 1971 |
|
SU646902A3 |

1. УСТРОЙСТВО ДЛЯ ПЕРЕЗАРЯДКИ МНОГОЭТАЖНЫХ КОЛЬЦЕВЫХ ПРЕСС-ФОРМ, содержащее вертикально смонтированную на кронштейне приводную штангу с этажно расположенными горизонтальными плитами, первая из которых выполнена неподвижной относительно штанги, а вторая смонтирована с возможностью аксиального перемещения относительно щтанги и имеет радиальные пазы, в которых установлены держатели с радиально подвижными подпружиненными захватами, взаимодействующими с кольцевыми элементами пресс-формы, отличающееся тем, что, с целью повышения надежности в работе, первая плита выполнеНа с радиальными пазами и снабжена установленными в последних дополнительными держателями с радиально подвижными подпружиненными дополнительными захватами, причем имеющиеся держатели снабжены аксиально подвижными подпружиненными втулками, взаимодействующими с имеющимися захватами и кольцевыми элементами прессформы, а имеющиеся и дополнительные захваты выполнены с противоположно направленными торцовыми скосами. 2.Устройство по п. 1, отличающееся тем, что на позициях сборки и разборки соосно с дополнительными держателями установлены стойки со стаканами, взаимодействующими с захватами. 3.Устройство по п. 2, отличающееся тем, что стаканы смонтированы на стойках (Л с возможностью поворота относительно своей продольной оси и снабжены фиксаторами их углового положения, а в стенках стаканов выполнены вертикальные прорези для прохода захватов. 00 со ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ПЕРЕБОРКИ ПРЕССФОРМ ДЛЯ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 0 |
|
SU202509A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для перезарядки кольцевой многоэтажной вулканизационной формы | 1975 |
|
SU540750A1 |
| Солесос | 1922 |
|
SU29A1 |
