Изобретение относится к оборудованию для производства резинотехнических изделий, например к:1иновых ремней.
По основному, авт. св. № 1030195 известно устройство для перезарядки многоэтажных кол1)Цевых пресс-форм, содержаш,ее вертикально смонтированную на кронштейне подвижную штангу с этажно расположенны.ми горизонтальными плитами. Одна из плит выполнена неподвижной относительно штанги, а другая смонтирована с возможностью аксиального перемещения относительно штанги. В радиальных пазах плит находятся держатели с радиально подвижными подпружиненными захватами, взаимодействующими с кольцевыми элементами пресс-формы. На подвижной плите установлены дополнительные держатели с радиально подвижными подпружиненными дополнительными захватами. Держатели снабжены аксиально подвижными подпружиненными втулками, взаи.модействуюшими с имеющимися захватами и кольцевыми элемсчггами пресс-формы, а имеющиеся и дополни тельные захваты выполнены с противоположно направленными торцовыми чгкосами. На позициях сборки и разборки соосно с дополнительными держателями установлены стойки со стаканами, взаи.модействуюииоли с захватами 1.
Недостаток известного устройства состоит в том, что стойки, взаимодействующие с захватами, расположены в пазах стола с внутренней стороны пресс-форм, что уменьшает диапазон обслуживаемых ка устройстве пресс-форм, например пресс-форм. в.нутренний диаметр которых не позволяет разместить внутри них сТойки.
Цель изобретения - расширение а,иапазона обслуживаемых пресс-форм.
Указанная цель достигается тем, что устройство снабжено радгшльно подвижной и подпружиненной относительно держателя горизонтальной штангой, на одном конце которой смонтированы захваты, на другом--упор, а стойки расположены с внешней стороны пресс-форм.
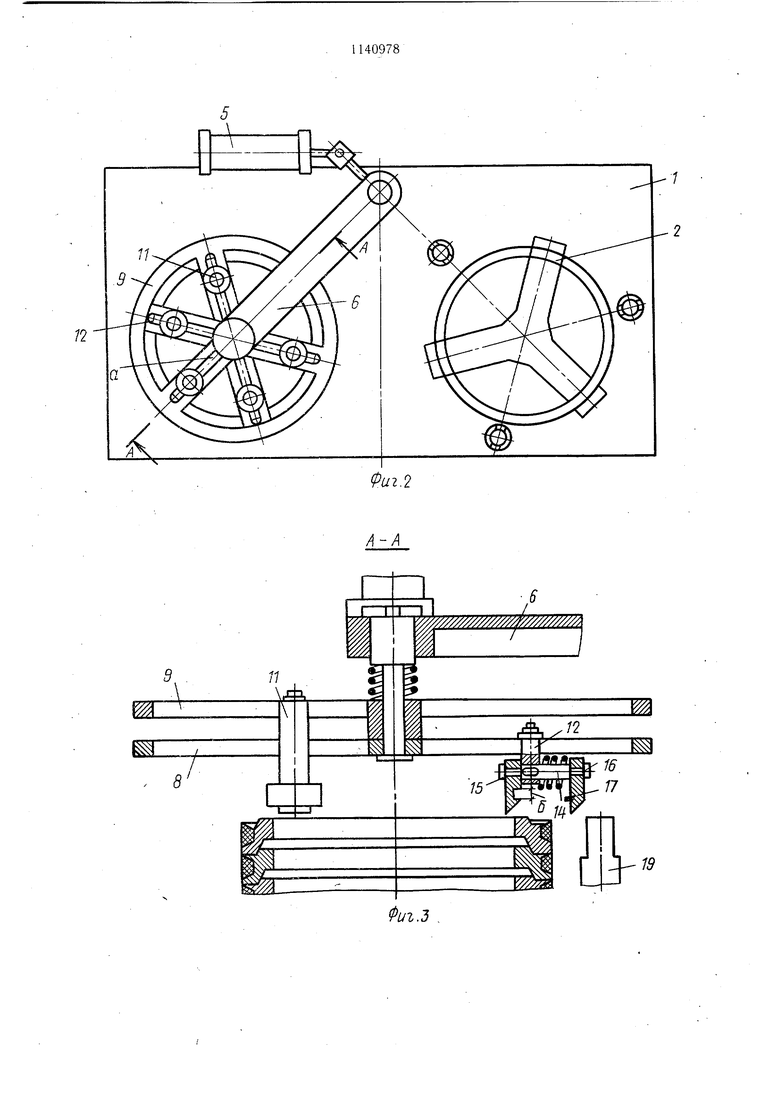
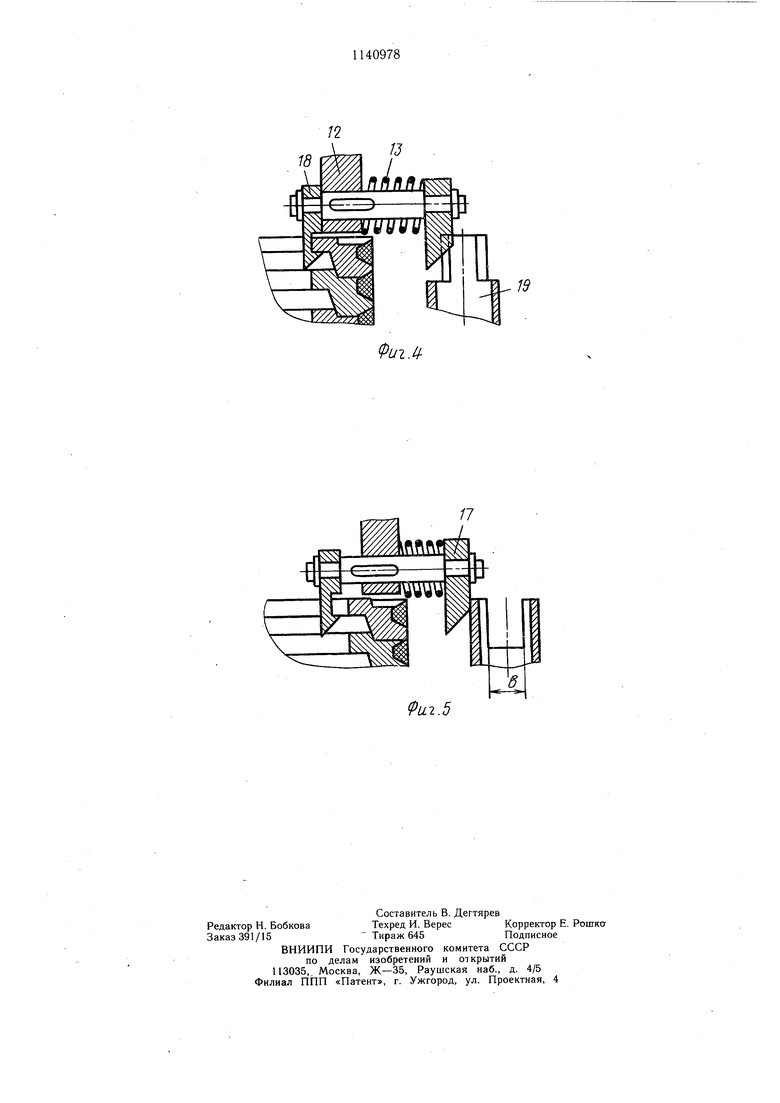
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг, 4 - устройство при захвате элемента прессформы; на фиг. 5 - устройство при освобождении захваченного элемента.
Устройство для перезарядки многоэтажных кольцевых пресс-форм содержит основание 1, на котором смонтированы столы 2 и 3 с механизмом их взаимного подъема и опускания (не показан), колонка 4 с механизмом ее поворота в виде силового цилиндра 5, имеющая кронштейн 6. На кронштейне установлена вертикальная штанга 7, имеющая две этажно расположенные горизонтальные плиты 8 и 9, из которых плита 8 неподвижна относительно оси штанги 7, а плита 9 смонтирована с возможностью
аксиального гсрсмецления OTijocMTejibHo штанги и подпружинена пружиной 10. Плиты 8 и 9 имеют радиалы ые пазы а, в ксяорых на п;1ите 9 установлены ясржатели i 1 с захватами, которые позволяют при отрыве
очеред)01ч элемента пр-есс-формы придерживать последугоший элемент и тем самыгл предотвращать отрыв от пресс-формы сразу нескольких элементов, В |)ад11альиых пазах плиты 8 устаповлеЩ) диаметрально протквополо. держателям И держатели 12, Б которых с воз.можностью радиального пере ме1цения установлены пидпру/ки)епные пружиной 13 горизошальмые iiiTaiirj: 14. К торц м горизонтальной штанги 4 болтами 15
и б прикреплены )Т10ры 17 и захвагы 18, имеющие скошепны::: то|)ць;. На захаате 18 имеется выборка б. Стойки с поворогными стаканами 19, имeюlil, прорези в, устаг;овле1- ы с анеи1ней стороны пресс-формы. Захиат и освобождение захваменного
0 элемента пресс-формы ocymecTiJjifuoT следующим образом.
Стаканы 19 у стола 3 iK,3HUiiH ра:-юорк;и ориентированы прорезймя з по диаметру стола, г1 у позиции сборки -- по хорде сто та 2. При опускании 7 ка позиции разборки захват 18 взаимодейг:гв ет скоine.inibiM т{);цом с элементом пресс-формь. В результате 1итанга 14 ;еремепхается, в радиальном (направлении от периферии к центру плиты 8, при этом пружина 13
0 сжимается. После окопчания взаимодействия скошенijjro торца захвата 18 с элементом пресс-фо)Мл1 он vTiU:пивается элемента Mil пресс-формы з паз по месту ix разъема усилием сжатой пружй ;; 13 на глубину вьюорки 6. При ЭТО;) ско; 1елць й
5 торец yiiopa 17 лроходит свободно в прорези в стакана И;. Верхний э.емект захвачен захватом 18 и i)i двилченил вверх штанги 7 элемент отделяется от пресс-формы. 1еренос колец осуществляется поьоротом колопкк 4
Q с кронштейном б усилием СИЛОЕОГО цилщгдра 5.
Пр.ч опуска.нии штанги 7 на позип ии сборки пресс-формы унор 17 своим скоцизнпым торцом взаимодействуег со стелкой стакана 19, В результате этого вз тодействия
5 штанга 14 рад;.алы-10 перемещаегся от периферии плиты В к ее цептру. Р.ри этом захват Г8 выходит из взаимодействия с элементом пресс-фор.мы.
iiOM подъеме штанги оп/пхенный элемент
остается па .месте соорь;и, а после окончаник: взаимодействия упора 17 со стенкой стакана устройство усилием пруж.игпл 13 возвращается в исходное по.1С-же11ие. .Для перемены позиции сборки н разборк;-; пресс-формы достаточно поменять расположение прорезей в стаканах 19.
Применение 43обрстеиия позволит производить перезарядку этажных кольцевых пресс-фор.м малых диа етров.
-2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки многоэтажных кольцевых пресс-форм | 1982 |
|
SU1030195A1 |
| Устройство для перезарядки кольцевой многоэтажной вулканизационной формы | 1975 |
|
SU540750A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1986 |
|
SU1391912A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| ЛИНИЯ РЕМОНТА ПОГЛОЩАЮЩИХ АППАРАТОВ АВТОСЦЕПОК | 1996 |
|
RU2104185C1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1989 |
|
SU1616829A1 |
| Устройство для изготовления резинотехнических изделий | 1979 |
|
SU859190A1 |
| Устройство для вулканизации шин | 1988 |
|
SU1628845A3 |
УСТРОЙСТВО ДЛЯ ПЕРЕЗАРЯДКИ МНОГОЭТАЖНЫХ КОЛЬЦЕВЫХ ПРЕСС-ФОРМ по авт. св. № 1030195, отличающееся тем, что, с целью расширения диапазона обслуживаемых пресс-форм, оно снабжено радиально подвижной и подпружиненной относительно держателя горизонтальной штангой, на одном конце которой смонтированы захваты, на другом - упор, а стойки расположены с внешней стороны пресс-форм. (Л со СХ)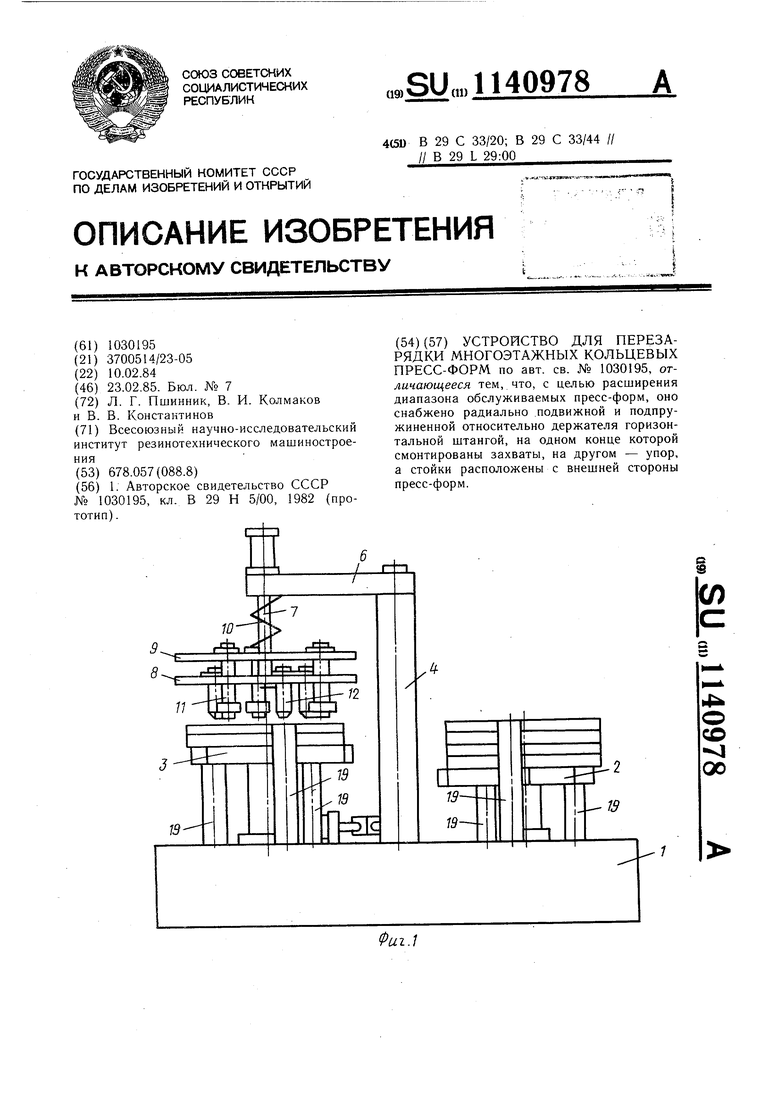
11 Ж
Ж
m ////////////f////////////.
Ж
I
72
Ж
8
Щллл
J
f
75
в
19
WZL
Фиг.З ,
/J
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для перезарядки многоэтажных кольцевых пресс-форм | 1982 |
|
SU1030195A1 |
| Солесос | 1922 |
|
SU29A1 |
