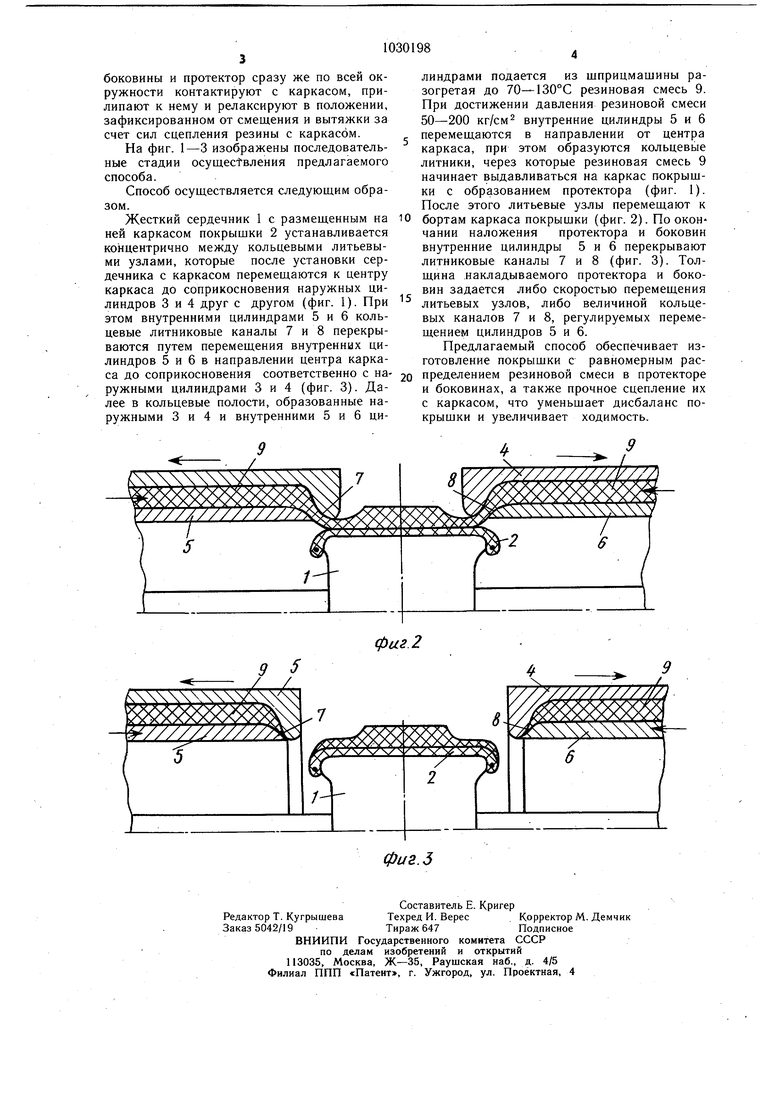
Изобретение относится к изготовлению пневматических шин и предназначено для наложения протектора и боковин покрышки на собранный каркас. Известен способ наложения протектора и боковин на каркас, включаюший размешение каркаса на жестком сердечнике, наложение эластичной смеси на каркас с образованием профиля протектора и боковин покрышки. Протектор и боковины накладываются из горячей резиновой ленты, поступающей из червячной машины путем намотки этой ленты на заранее собранный на барабане каркас. Наложение протектора и боковин по этому способу повышает качество покрышек, так как не образует стыков протектора и боковин, при этом уменьшается количество воздушных пузырей, значительно улучшается сцепление резины протектора и боковин с каркасом покрышки, что снижает вероятность отслоения, снижается дисбаланс 1. Однако затекание в межниточное пространство каркаса незначительно. Это обусловлено тем, что от выхода ленты из шприцмашины до поверхности каркаса имеется определенное пространство, при прохождеНИИ которого поверхность ленты успевает несколько остыть, вследствие чего вязкость ее повышается и ухудшается затекание в межниточное пространство. Наиболее близким по технической сущности к предлагаемому является способ изготовления покрышек пневматических шин, согласно которому предварительно собранный каркас покрышки устанавливают на жестком сердечнике концентрично относительно узла подачи эластомернои смеси и формуют протектор и боковины при наложении эластомернои смеси вдоль образуюшей каркаса. Образование боковин происходит симметрично 2. Однако нервномерность вытяжки корда каркаса при изготовлении покрышек остается. Это обусловлено тем, что в процессе литья резиновой смеси вдоль образуюшей каркаса его нити под воздействием возникаюших касательных напряжений стремятся сдвинуться вместе с резиновой смесью. Поскольку бортовые части каркаса зафиксированы и не смешаются при литье, а сила сцепления резиновой смеси с обрезиненным кордом каркаса больше, чем обрезиненного корда с жестким сердечником, то происходит вытяжка корда. Причем в месте жесткой фиксации бортов каркаса вытяжки корда не происходит, а по мере перемешения потока резиновой смеси вдоль каркаса от зафиксированного борта перед фронтом потока происходит ослабление натяжения нитей каркаса и вытяжка корда, которая при значительном удалении фронта потока от места фиксации бортов достигает значительных величин, в результате чего перед потоком резиновой смеси образуются складки на каркасе покрышки, что может привести к частному или полному перекрытию формующей полости между каркасом и формой.и разнотолшинности покрышки, кроме того, нарушается равномерное распределение нитей корда каркаса, что создает неблагоприятные условия работы каркаса в процессе эксплуатации. Таким образом, при изготовлении покрышек известным способом не обеспечивается их надлежащее качество. Целью изобретения является повышение качества покрышек за счет обеспечения постоянного натяжения нитей каркаса в процессе образования протектора и боковин. Поставленная целЬ достигается тем, что согласно способу изготовления покрышек пневматических шин, при котором -предварительно собранный каркас покрышки устанавливают на жестком сердечнике концентРично относительно узла подачи эластомернои смеси и формуют протектор и боковины при наложении эластомернои смеси вдоль образующей каркаса, эластомерную смесь подают перпендикулярно к поверхности каркаса, и наложение смеси вдоль образующей каркаса осуществляют от его центральной оси симметрии к бортам. Подача смеси постоянно перпендикулярно к поверхности каркаса предотвращает вытяжку нитей каркаса и их смещения. Кроме того, улучшается сцепление протектора и боковин с каркасом. Это обусловлено тем, что кольцевой канал, из которого шприцуется рукавная заготовка, образующая протектор и боковину, охватывает по окружности каркас таким образом, что расстояние между кольцевым каналом и каркасом равняется максимальной толщине протектора плюс технологический зазор, размеры которого зависят от технологических параметров процесса. Таким образом, резиновая смесь, разогретая в процессе шприцевания, через кольцевой канал ложится непосредственно на каркас, не успевая при этом остыть. В результате этого условия затекания ее в межниточное пространство улучшается, за счет чего улучшается сцепление резиновой смеси с каркасом. Уменьшается дисбаланс изделия при наложении боковины и протектора. Это происходит вследствие того, что боковины и протектор шприцуются из кольцевого канала, образованного концентрически расположенными относительно друг друга и каркаса цилиндрами, сразу по всей окружности. В результате этого разнотолщинность боковины и протектора исключается, что ведет к уменьшению дисбаланса покрышки. Наряду с этим, условия релаксации щприцованных боковин и протектора благоприятны. Шприцованные из кольцевого канала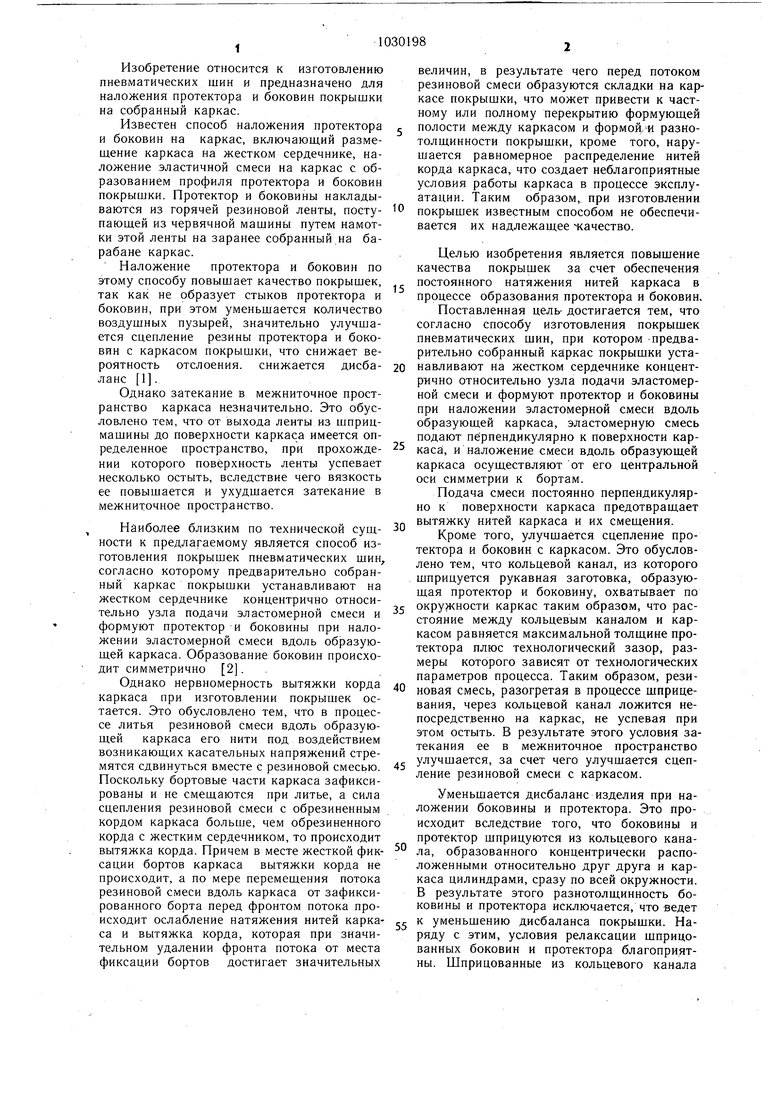
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления покрышек пневматических шин | 1982 |
|
SU1009800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Способ сборки покрышек пневматическихшиН | 1979 |
|
SU821195A1 |
| Способ сборки радиальных покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU821196A1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| Покрышка грузовой пневматической шины | 2018 |
|
RU2699592C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, при котором предварительно собранный каркас покрышки устанавливают на жестком сердечнике концентрично относительно узла подачи эластоиерной смеси и формуют протектор и боковины при наложении эластомерной смеси вдоль образующей каркаса, отличающийся тем, что, с целью повышения качества покрышек за счет обеспечения постоянного натяжения нитей каркаса в процессе образования протектора и боковин, эластомерную смесь подают перпендикулярно к поверхности каркаса, а наложение смеси вдоль образуюшей каркаса осуш,ествляют от его центральной оси симметрии к бортам.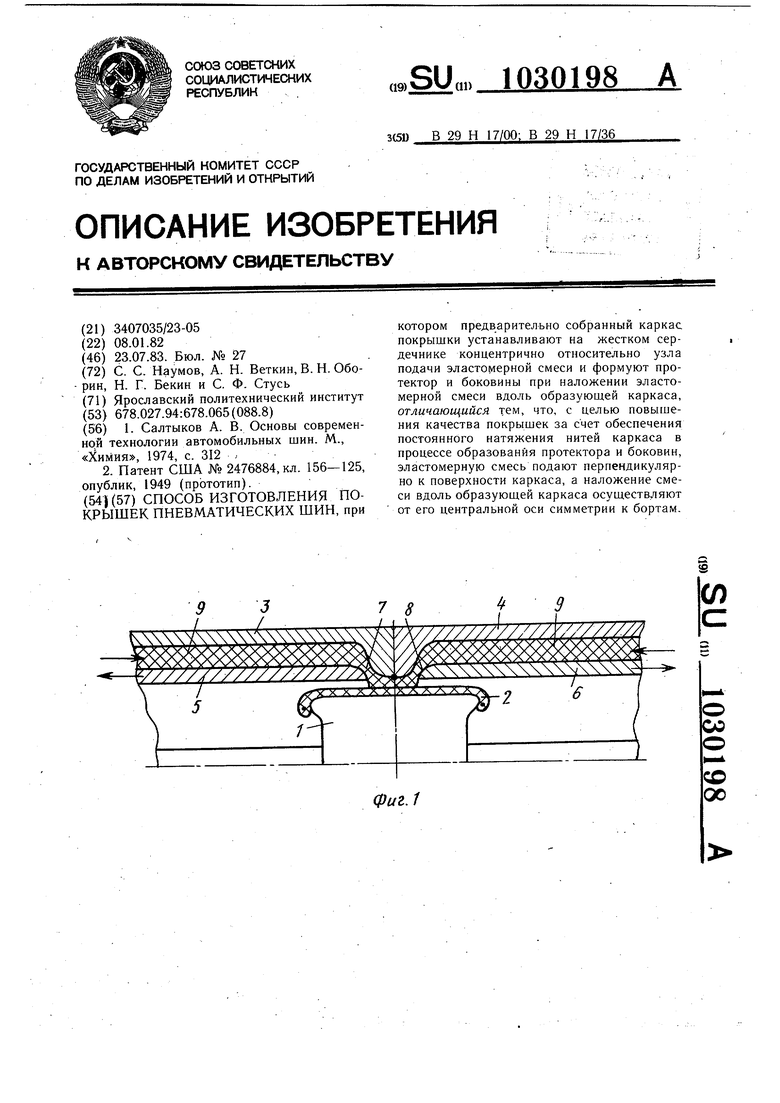
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Салтыков А | |||
| В | |||
| Основы современной технологии автомобильных шин | |||
| М., «Химия, 1974, с | |||
| Способ обработки шкур | 1921 |
|
SU312A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| АНАЛИЗЫ Т-КЛЕТОК | 2007 |
|
RU2476884C2 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
