1 S
3 I ra/L,. /.,CX,,.,5:;:i /
кКччччччяЯ / RS2ZZ2 1 . /
У.(
т fffffff Ti: S
// ///XX//XXX/.J
. Изобретение относится к способам изготовления покрышек пневматически шин литьем под давлением. Известен способ изготовления покрышек пневматических шин путем об разования из слоев каркаса цилиндри ческого браслета с последуюгтдам форм ванием его до тороидальной формы с торцовыми цилиндрическими горловина ми, размещения его на жестком сер,-, дечнике, установки последнего и бортовых колец в пресс-форму и последующего образования боковин и про тектора литьем под давлением эластичной смеси, причем эластичную смесь, при литье йодают от центра пресс-формы к периферии с заворотом горловин браслета на бортовые кольЦа ClJ. При изготовлении покрышек таким способом возникает неравноме{)ное на тяжение нитей каркаса под воздействием эластичной смеси в процессе литья и, как следствие, ухудошется качество покрышки. Кроме того, возможно несимметричное образование бортовых частей покрышки из-за отсутствия их жесткой фиксации и заво рота горловин браслета эластичной смесью. Наиболее близким к предлагаемому способу является способ изготовления покрышек пневматических котором предварительно собранный каркас покрышки размещают на жестком сердечнике, образуют боковины литьем под давлением при подаче резиновой смеси в образованную наружной поверхностью каркаса и фор,мой полость в направлении вдоль образующей каркаса, а затем формуют каркас с боковинами и накладывает протектор С2 3При этом подачу резиновой смеси осуществляют с одного торца. При изготовлении покрышек таким способом образование боковин происходит симметричн о, - однако -нер авномерность вытяжки корда каркаса при изготовлении радиальных покрышек остается. Это обусловлено тем. что в процессе литья резиновой смеси вдоль- образующей каркаса его нити под воздействием возникающих касательных напряжений стремятся сдви нуться вместе с резиновой смесью. Поскольку бортовые части каркаса за фиксированы и не смещают-ся при литье, а сила сцепления резиновой смеси с обрезйЬенным кордом каркаса больше, чем сила сцепления обрезиненного корда с жест-ким сердечником то осуществляется вытяжка корда. Причем в месте жесткой фиксации бор тов каркаса вытяжки корда не происходит, а по мере перемещения потока резиновой смеси вдоль каркаса от за фиксированнаго борта перед фронтом потока происходят ослабление натяжения нитей каркаса и вытяжка корда, которая при значительном удалении фронта потока от места фиксации борта достигает значительных величин. В результате перед потоком резийовой смеси образуются складки на каркасе покрышки, что может привести к частичному или полному перекрытию формуюг ей полости между каркасом и формой и разнотолщинности покрьшжи, а также нарушается равномерное распределение .нитей корда каркаса, что создает неблагоприятные условия работы каркаса в процессе эксплуатации. Таким образом, при изготовлении радиальных покрышек этим спосо7 бом не обеспечивается их надлежащее качество. Целью изобретения является повышение качества радиальных покрышек путем обеспечения постоянного натяжения нитей каркаса в процессе образования боковин. Поставленная цель достигается тем, что при осуществлении способа изготовления покрышек пневматических шин, при котором предварительно собранный каркас покрышки размещают на жестком сердечнике, образуют боковины литьем под давлением при подаче резиновой смеси в образованную наружной поверхностью каркаса и формой полость в направлении доль (Образующей каркаса, а затем формуют каркас с боковинами и накладывают протектор, при образовании боковин резиновую смесь подают с обоих торцов каркаса при одновременном перемещении его бортов в направлении, противоположном направлению течения резиновой смеси ,у соответствующего торца. На чертеже изображено схематично устройство для осуществления предлагаемого способа. Предлагаемый способ может быть осуществлен следующим образом. Предварительно собранный каркас 1 покрышки, имеющий радиальное расположение нитей корда, размещают на жестком сердечнике 2 и подводят литьевые узлы 3 и 4 с закрвГ1лен ными на них частями 5 и б формл кобоим торцам каркаса 1. Далее образуют боковины литьем под давлением разогретой до 70-120°С резин.овой смеси -7 при подаче ее в полости 8 и 9, образованные наружной поверхностью каркаса 1 и частями 5 и б формы, в направлении вдоль образующей каркаса. Одновременно с подачей резины-перемещают борта 10 и 11 каркаса 1 в направлении , противоположном направлению течения резиновой смеси у соответствующего торца. Перемещение бортов можно осуществлять за счет раз ведения сердечника 2 в аксиальном Iнаправлении, при помощи гидроцилиндра ,12. При этом натяжение нитей каркаса 1 перед Фонтом потоков резиновой смеси поддерживается постоянным в процессе всего цикла образования боковин и равным 0,1-1,0 кг на нить, что обеспечивается.поддержанием .в гидроцилинд:о е 12 постоянного заданного давления.
После образования боковин раскрывают части 5 и б формы, отводят узлы
3 и 4 в исходное положение, сводят серл: чник 2 и снимают с него каркас покрышки с отлитыми боковинами. Затем последний формуют, устанавливают в литьевую форму дпя наложения
протектора и вулканизуют известным способом.
Предлага.емлй способ обеспечивает качественное нзготовление радиальных покрышек с равномерным распределением нитей корда в каркасе, незначительным диббалансом и большой ходимостью.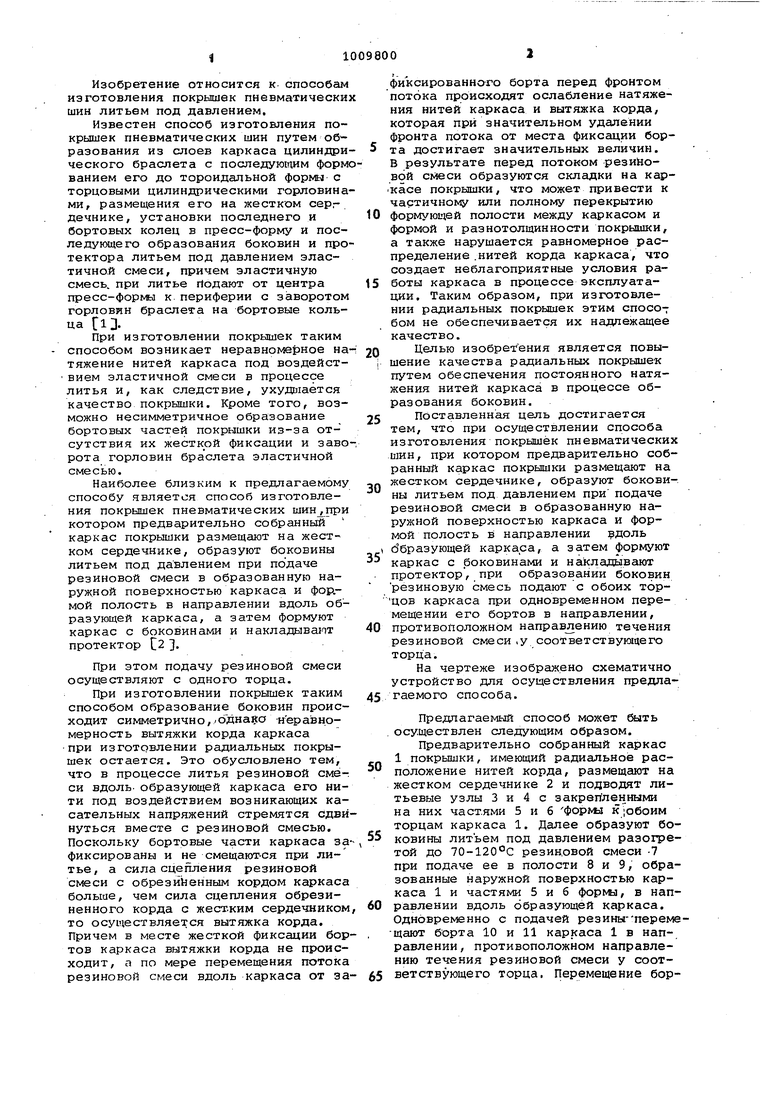
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления покрышек пневматических шин | 1982 |
|
SU1030198A1 |
| Способ сборки радиальных покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU821196A1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения каркаса) | 2024 |
|
RU2834911C1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU750900A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2112654C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫJlEK ПНЕВМАТИЧЕСКИХ ШИН, при котором предварительно собранный каркас по.крышки размещают на жестком сердеч-J; нике-, образуют боков и ны литьем под .давлением при подаче резиновой смеси в.образованную наружной поверх |Ностъю каркаса и формой полость в направлении вдоль образующей каркаса, а затем формуют каркас с боковинами и накладывают протектор,- о т ли чающийся тем, что, с целью повышения качества.радиальных покрышек путем обеспечения постоянного натяжения нитей каркаса в процессе образования боковин, при образовании боковин резиновую смесь подают с обоих торцов каркаса при одновременном перемещении его бортов s направлении, противоположном направ§ лению течения рез.1у1овой смеси у соютветствукяцего торца.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU435133A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Двухступенное или многоступенное гидравлическое инжекционное устройство для сжатия воздуха и других газов, с применением насосов для постоянного поддержания циркуляции в нем жидкости | 1925 |
|
SU1955A1 |
