Изобретение относится к способам обеспечения п.тотности прилегания ггоршневых колеп к стешо.м Ц1глннлра как номинального, так н уве.тиченного дпаметра.
Сушествующпе способы обработкн чугунных порплпевы.х ко.тец при нх Н Дивндуальной отлнвке по форме кольца в свободно:, состоя1П1н предусматривают после вырезки замка обточку колец в сжатом состоянин по окружности пo iннaлыюгo диаметра. Прп этом обеспечивается ц.тотное прилегание обработанного кольца в ци.тиндре номинального днаметра при очень незначптельпых отклонениях от него в ту или другую сторону в результате погрешностей обработки цилиндра н его и.зноса в нроцессе работы. При значительнох нзмеценин рабочего диаметра цнлиндра, например, при расточке в условиях ремо1гга двигателя, обработанные таким епособом кольца уже непригодны для )ормальнон работы.
Д.тя уст) этого педостатка н Д.-1Я обеспечения нормального прпле|-а1 ия поргппевых колец в цилнпдрах iipii довольно значительном нзмеие Н1и пх диаметров (в пределах 1 мм), обточка колец по окружности (после вырезкп за.мка), согласно онисывае.мому способу, производится в неполностью сжато.м СОСТО5ПНН1 с диаметро.м, большп.м похпшалыюго.
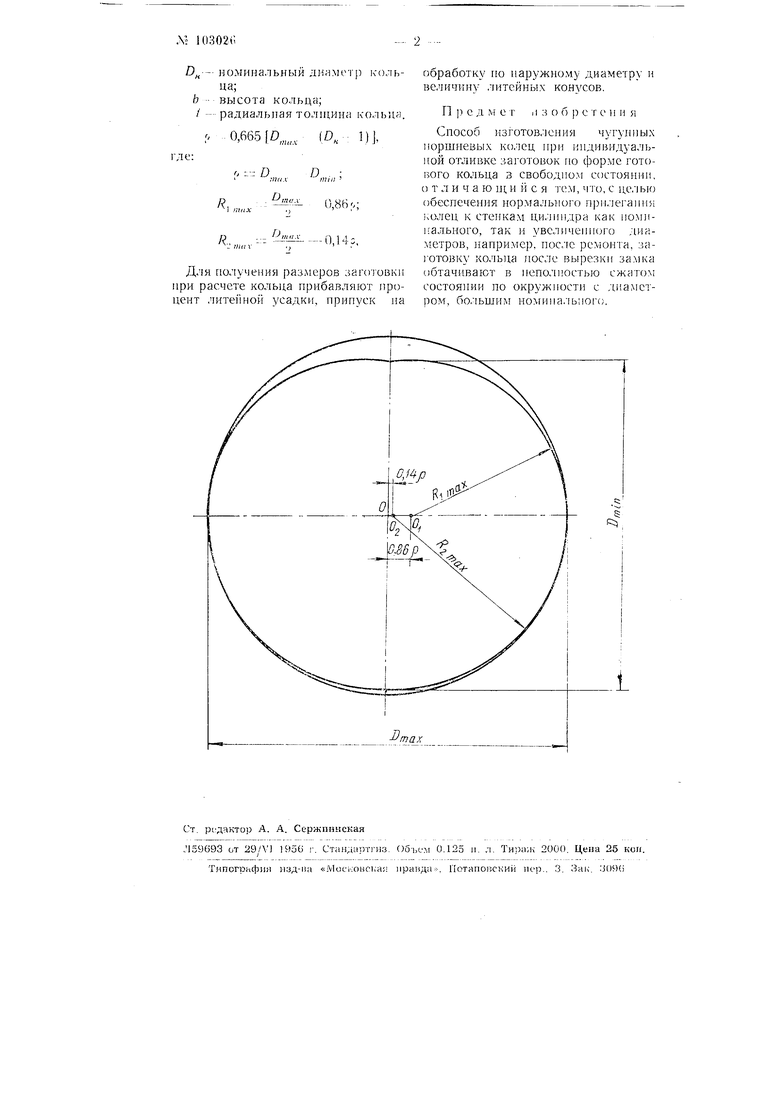
На чертеже изображена н.остроения формы кольца н свободном состояинп при обработ е п:) нрс..тагаемому способу.
Увеличе Н1е д|1аметр;; обточки /ыя автотракторных ко.тец ко.тсб.тется для разных размеров ко,тец н пределах О,-0,8 мм- Эта ве.чнч1-;на всхь растает по ме)е уве. днa eтров ко.тец. Расчет н HocTpoeinie (bopМЫ КО.ТЬЦ.а в свободном СОСТОЯННН. Н(1
которой устанавливаются размеры ннднвнд -альион отлнвкн кольна, про:;зво.ч.ится согласно прнведеннон на чертеже, по следую1цн 3NmnDimecKiiM форму.там, г ыведепным на t;,:iOBe м гогочнс.:еннь х yixCiiepHNiCHTou:
„...(
D..
наиоолынпп днамсо
ца;
коэффициент д-:я :4irorpiiKторных колец. К - 2.05-2,48; модуль упругости материала кольца;
средняя задапная уг1р гость кольца;
D номинальный диммотр кольца;
b - высота кольца; / - радиальная толщина кольца.
0.665 0„,„, (D, : l)j,
Г--Я,.,. 0„„„; Д,,
-.,86 о;
1 fSlflX .)5 , J
Р - .- П 1 4
Чтгм ., ,-
Для гю,1уче15ия размеров загочовки при расчете кольца прибавляют процент литейной усадки, припуск па
обработку по паружному диаметру и величину .титейных конусов.
П р е д м е т и з о б р е т е п и я
Способ изготовле 1ия чугунпых поршпевых колец при ипдквидуальиой отливке заготовок по форме готового кольца 3 свободном состоянии, о т л и ч а ю щ и и с я тем, что, с целью обеспечепня нормального прп.легаппя )чолец к стеикам ци, Н11дра как но.мииальиого, так и увеличешкло диаметров, ;апример, после ремопта, заготовку кольца после вырезкп обтачивают в пепо.пюстью сжатом состоянии по окружности с диаметром, бо.шшнм номииа.1ыюг().
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления чугунных поршневых колец | 1951 |
|
SU93608A1 |
| Барабан для закрепления заготовок поршневых колец при их расточке | 1936 |
|
SU54877A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2014 |
|
RU2578892C2 |
| Способ неподвижного соединения деталей типа вал-втулка | 1991 |
|
SU1834782A3 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2012 |
|
RU2487179C1 |
| Способ шлифования торцов кольцеобразных деталей из немагнитных материалов | 1986 |
|
SU1355460A1 |
| Силовой способ определения технологических остаточных напряжений | 2021 |
|
RU2796500C2 |
| Электромагнитное устройство для управления клапанами двигателей внутреннего горения | 1929 |
|
SU24615A1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ИЗДЕЛИЯ, УСТАНАВЛИВАЕМОГО В ПРОСВЕТ ПОЛЫХ ОРГАНОВ ДЛЯ РАСШИРЕНИЯ УЧАСТКА, СУЖЕННОГО ПАТОЛОГИЧЕСКИМ ПРОЦЕССОМ | 2022 |
|
RU2810438C1 |
| Способ изготовления поршневых колец | 1984 |
|
SU1294554A1 |
