Известные станки для одновременного высверливания гнезд в задних ноа;ках стульев не обеспечивают фрезерования щсех гнезд на inpaiBoii ж дешой задних иожках.
Для устранения отмеченного недостатка в описываемом автомате применено десять самоходных сверлильных головок, раз мещеаных в двух взаюшо перпендикулярных плоскостях на подвижных суппортах, укрепленных на рамах, приводимых в возвратно-поступательное двии;епие посредством крпвогаппно-нитунпых механизмов.
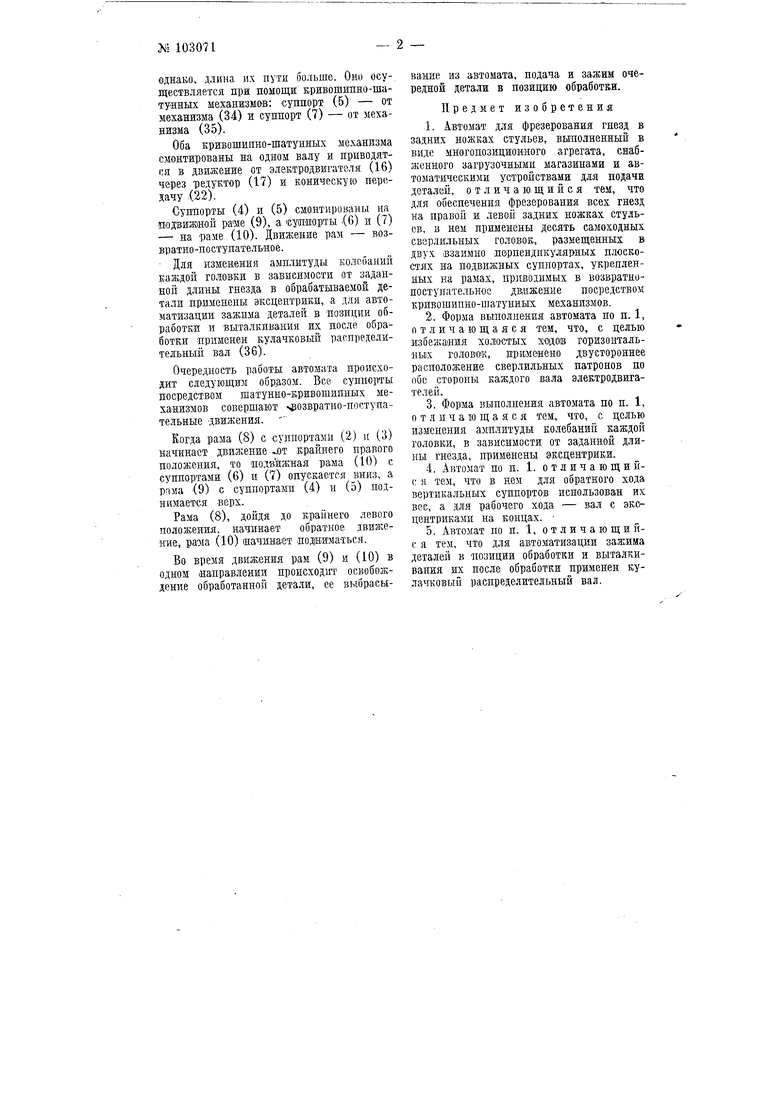
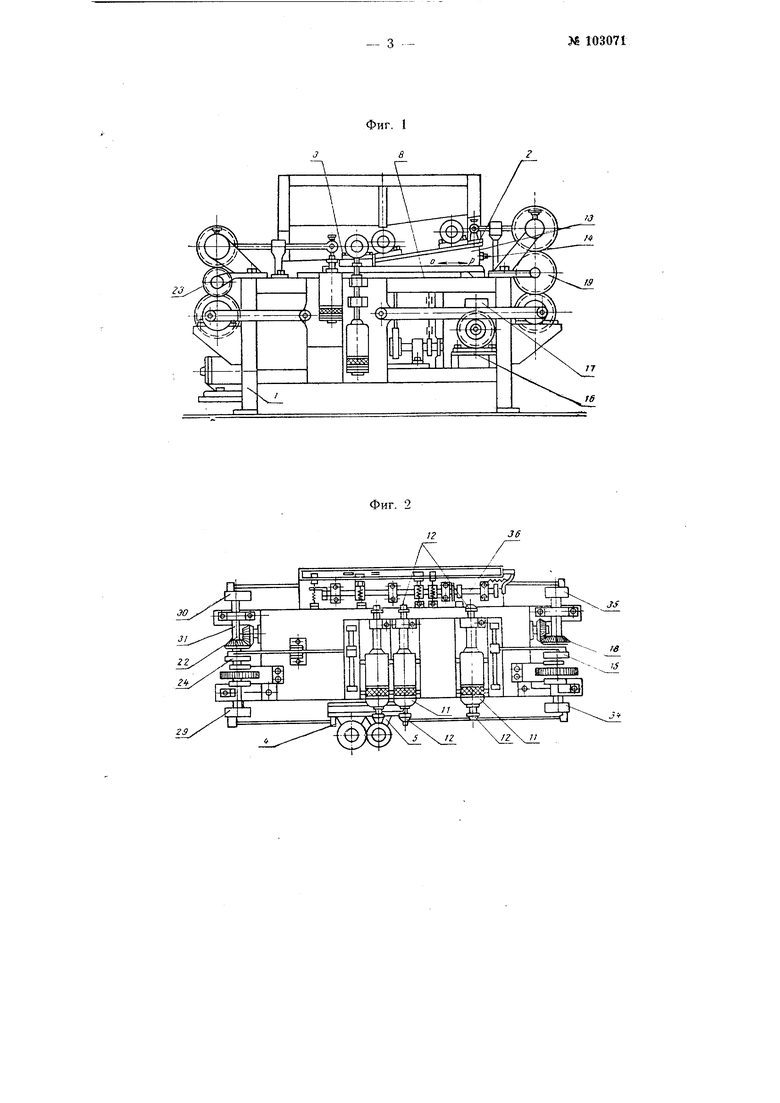
На фиг. 1 изображен вид автомата сбоку; на фиг. 2 - в ллапе: на фиг. 3 -: с торца.
Авчомат полностью электрифицирован. Он имеет десять рабочих шнинделей и состоит из станины (1) и суппортов (2), (3), (4), (5), (6) и (7), смонтированных па подвижных рамах (8), (9) и (10).
Суппорт (2) снабжен двумя рабочими электродвигателями (И), на валах которых с обоих концов укреплепы сверлильные патрон) (12).
Суппор-т смонтирован лед углом 8-12° к плоскости стола. Этот угол можно менять в указанных пределах при помощи клина (13), вдвигаемого или выдвигаемого ло стрелке О-Р npsi винта (14).
Движение сунпорта - возвратно-поступательное. Опо осугцествляется при помощи кривоп1иино-шатунн1ггц механизма
(15) от электродвигателя (16) через редуктор (17), коническую передачу (18) и зубчатую цилиндрическую передачу (19).
Суппорт (3) имеет один рабочий электродвпгатель (20), вал которого снабжен сверлильными патронамп (21).
Движение суппорта (3) аналогично движению суппорта (2) и происходит от того ж.е электродвигателя с редуктором, по через коническую передачу (22) и зубчатую не:редачу (23) при пом-ощи крквошвппоншатувного механизма (24).
Суппорты (2) и (3) смонтированы на подвижной раме (8). Движение рамы возвратно-ноступательное.
Суппорты (4) и (6) имеют по одному электродвигателю (25) и (26), на валах которых укреплены сверлильные патрпны (27) и (28).
Движение суппортов (4) ir (6) возвратио-поступательпое и осуществляется тгр-и помощи Криво1иипнопщатунны.х мехаппзмов: суппорта (4) - от механизма (29), суппорта (6) - от механизма (30).
Оба кривошиппо-щатуиных механизма смонтированы на одном валу (31) и приводятся в движение от алектродвигате.ш (16) через редуктор (17) и коническую передачу (18).
Суппорты (5) и (7) имеют по одному 1)абочему электродвигателю (32) и (33), на валах которых укреплены сверлильные патроны.
Движение суппортов (5) и (7) ана.чогично движению суппортов (О и (6),
однако, длина их пути больше. Оно осуществляется при помощи кривошипно-шатуяных механизмов: суппорт (5) - от механизма (34) и суппорт (7) - от механизма (35).
Оба кривошипно-шатунных механизма смонтированы на одном валу и приводятся в движение от электродвигателя (16) через редуктор (17) и коническую передачу (22).
Суппорты (4) и (5) смонтированы на подвижной раме (9), а суи-норты (6) и (7) - на раме (10). Двилгение рам - возвратно-поступательное.
Для изменения амплитуды колроаний каждой головки в зависимости от заданной длины гнезда в обрабатываемой детали применены эксцентрики, а для автоматизации зажима деталей в иозиции обработки и выталкивания их после обработки применен кулачковый распределительный вал (36).
Очередность работы автомата происходит следующим образом. Все суппорты посредством шатунно-кривошипных механизмов совершают озвратио-поступательные движения.
Когда рама (8) с -суинортами (2) и (3) начинает ,лт крайнего правого положения, то подвилшая рама (10) с суниортами (6) и (7) опускается вниз, а рама (9) с суппортами (4) и (5) поднимается верх.
Рама (8), дойдя до крайнего левого положения, начинает обратное движение, рама (10) 1начина;ет подниматься.
Во время движения рам (9) и (10) в одном ианравлении нроисходи1 освобождение обработанной детали, ее выбрасывание из автомата, подача и зажим очередной детали в позицию обработки.
Предмет изобретения
1.Автомат для фрезерования гнезд в задних ножках стульев, выполненный в виде многопозиционного агрегата, снабженного загрузочными магазинами и автоматическими устройствами для подачи деталей, отличающийся тем, что для Обеспечения фрезерования всех гнезд на правой и левой задних ножках стульев, в нем нрименены десять самоходных сверлильных головок, размещенных в двух ;взаимио псрпендикудяриых плоскостях на подвижных суппортах, укрепленных на рамах, приводимых в возвратнопоступательное дв,ижение посредством кривошипно-шатунных механизмов.
2.Форма выполнения автомата по п. 1, отличающаяся тем, что, с целью избежания холостых ходов горизонтальных голов0 К, применено двустороннее расиоложение сверлильных патронов до обо стороны каждого вала электродвигателей.
3.Форма выполнения автомата по п. 1, отличающаяся тем, что, с целью изменения амплитуды колебаний каждой головки, в зависимости от заданной длины гнезда, применены эксцентрики.
4.Автомат по п. 1. отличающийс я тем, что в нем для обратного хода вертикальных суииортов использован их вес, а для рабочего хода - вал с экоцентриками на концах.
5.Автомат по п. 1, отличающийс я тем, что для автоматизации зажима деталей в позиции обработки и выталкивания их носле обработки применен кулачковый распределительный вал.
i-.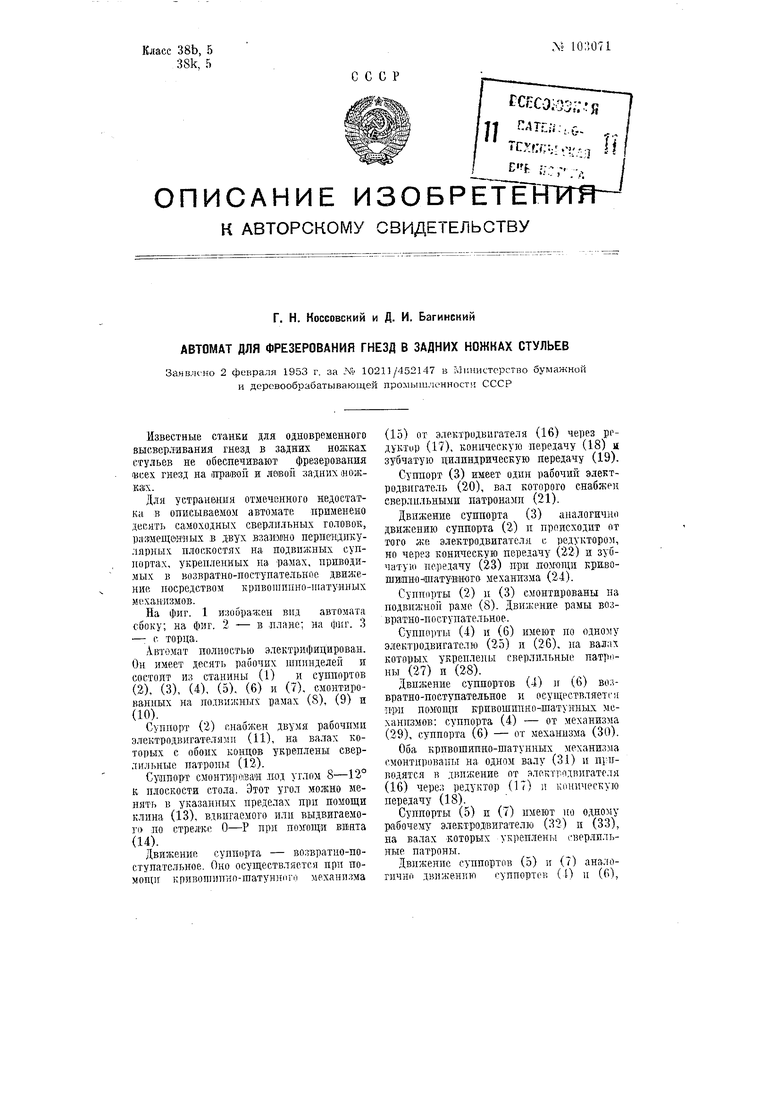
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный пазовальный автомат по дереву | 1959 |
|
SU131073A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| Автомат для навивки колец из ленты | 1977 |
|
SU640798A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Способ изготовления труб из двухслойной фанеры | 1950 |
|
SU92406A1 |
| Станок для сверления, фрезерования и разрезания полосы | 1947 |
|
SU75438A1 |
| Устройство для резки движущегосяпРОКАТА | 1979 |
|
SU848197A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1987 |
|
SU1526994A1 |
| Специализированный 4-шпиндельный пазовальный станок-автомат для выборки гнезд в передних ножках столярного стула | 1957 |
|
SU117332A1 |
| Полуавтоматический станок для механической обработки полусферических изделий из взрывчатых веществ | 1967 |
|
SU1841277A1 |
20
27
25
