Отличительная особенность предлагаемого способа состоит в получении трубы бесконечной длины из отдельных звеньев, соединенных между собой по образующимся в процессе свиваиия заготовки поверхностям, имеющим форму виитовых конических спиралей, причем заготовки приготовляются разрезкой на листы в форме параллелограммов бесконечной фанерной ленты, полученной из склеенных на ус листов двухслойной фанеры, а навивание заготовки на оправку производится с подогревом и последующей полимеризацией смоляного слоя в звене путем его на гревания в среде насыщенного пара.
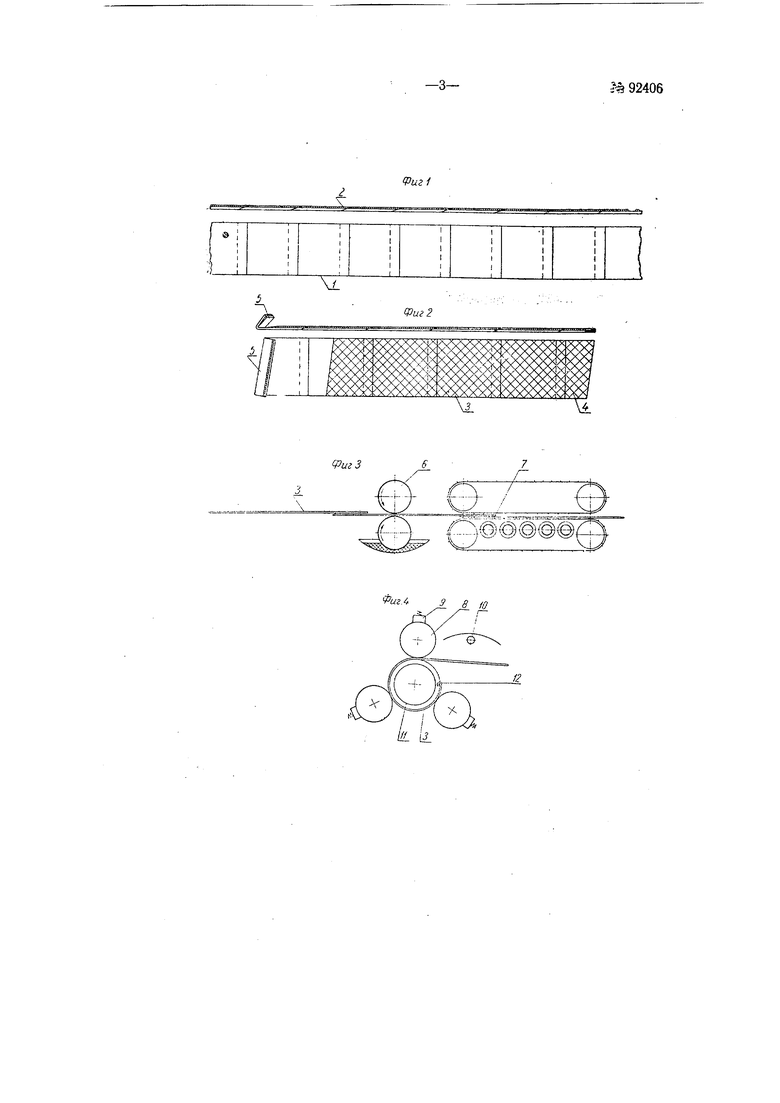
На фиг. 1 изображена схема склеивания бесконечной фанерной ленты Б двух проекциях; на фиг. 2-форма заготовки в двух проекциях; на фиг. 3-схема устройства для с.мазки заготовки смолой и ее сушки; на фиг. 4-схема устройства для свиваиия труб.
Материалами для изготовления труб служат: двухслойная фанера (склеенная фенол-формальдегидным клеем), смола и клей.
Технологический процесс состоит из следующих операций:
1.Получение бесконечной фанерной ленты / склеиванием ее листов на ус 2.
2.Приготовлеиие заготовок 3 разрезкой фанерной ленты на листы в форме параллелограммов, смазкоп смолой части их поверхности с одной стороны и высушиванием смоляного слоя 4, а также фрезерованием и фальцеванием смазанной кромки 5.
Односторонняя смазка заготовок 3 смолой и сушка намазанной поверхности производятся иа агрегате,состоящем из двух вальцов 6 и сушилки 7 непрерывного действия, синхронно работающих от одного привода. Процесс смазки и сущки производится непрерывно.
Фальцевание заготовок производится на фальцезагибочном станке, состоящем из трех обогреваемых плит, придающих, предварительно профрезерованноп и увлажненной, кромке заготовки форму фальца.
3.Придание заготовке формы звена производится на трубочном
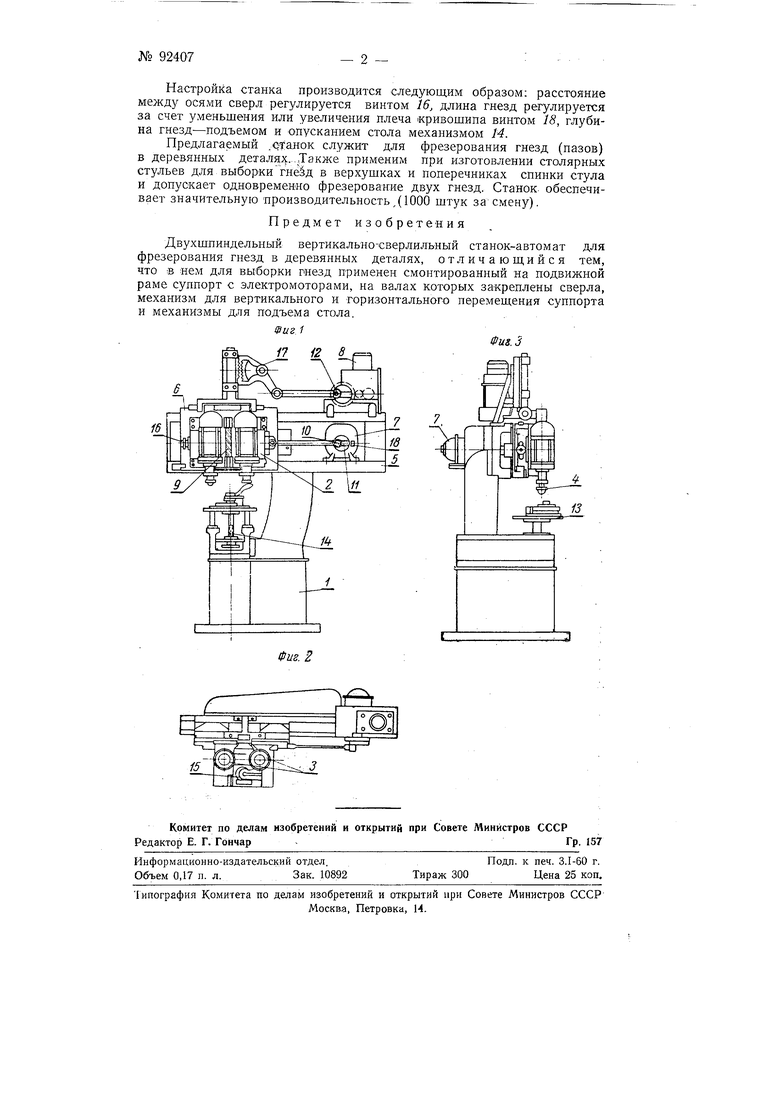
Настройка станка производится следующим образом; расстояние между осями сверл регулируется винтом 16, длина гнезд регулируется за счет уменьшения или увеличения плеча «ривошипа винтом 18, глубина гнезд-подъемом и опусканием стола механизмом 14.
Предлагаемый ,С:таяок служит для фрезерования гнезд (пазов) в деревянных деталя;...,Также применим при изготовлении столярных стульев для выборки гнезд в верхушках и поперечниках спинки стула и допускает одновременно фрезерование двух гнезд. Станок, обеспечивает значительную производительность,(1000 штук за смену).
Предмет изобретения
Двухшпиндельный вертикально-сверлильный станок-автомат для фрезерования гнезд в деревянных деталях, отличаюш,ийся тем, что е «ем для выборки гнезд применен смонтированный на подвижной раме суппорт с электромоторами, на валах которых закреплены сверла, механизм для вертикального и горизонтального перемещения суппорта и механизмы для подъема стола. 17 iZ S
ifus.J 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб общего назначения из различных пластмасс | 1950 |
|
SU92405A1 |
| Способ изготовления фанерной трубы и устройство для его осуществления | 1990 |
|
SU1717352A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 1997 |
|
RU2122942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| Способ изготовления детали мебели | 2024 |
|
RU2839992C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 2006 |
|
RU2311288C1 |
Комитет по делам изобретений и открытий при Редактор Е. Г. ГончарИнформационно-издательский отдел. Объем 0,17 п. л.Зак. 10892
Чипографня Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.
Подл- к печ. 3.1-60 г. Цена 25 коп.
Тираж 300 Совете Министров СССР Тр. 157
±.
