Многошпиндельные пазовальные автоматы по дереву с применением загрузочного магазина, шпиндельных головок и механизма подачи заготовок известны и применяются в промышленности для обработки отдельных деталей.
В описываемом автомате шпиндельные головки с колонками и индивидуальными приводами смонтированы на подвижных суппортах. Суппорты имеют продольное и поперечное перемещения и снабжены кулачками-копирами, управляющими движолнсм шпппделеГ). Форма рабочего профиля этих кулачков выбрана так, что обеспечивается получение паза определенной глубины и длины.
За счет смены кулачков можно производить настройку на любое расположение пазов и прорезей.
В описываемом автомате механизм подачи заготовок выполнен толчковым, позволяющим осуществлять врезание фрез в период остановки заготовки, а пазование - во время ее проталкивания; кроме того, производится одновременное врезание фрез всех шпиндельных головок в неподвижную заготовку.
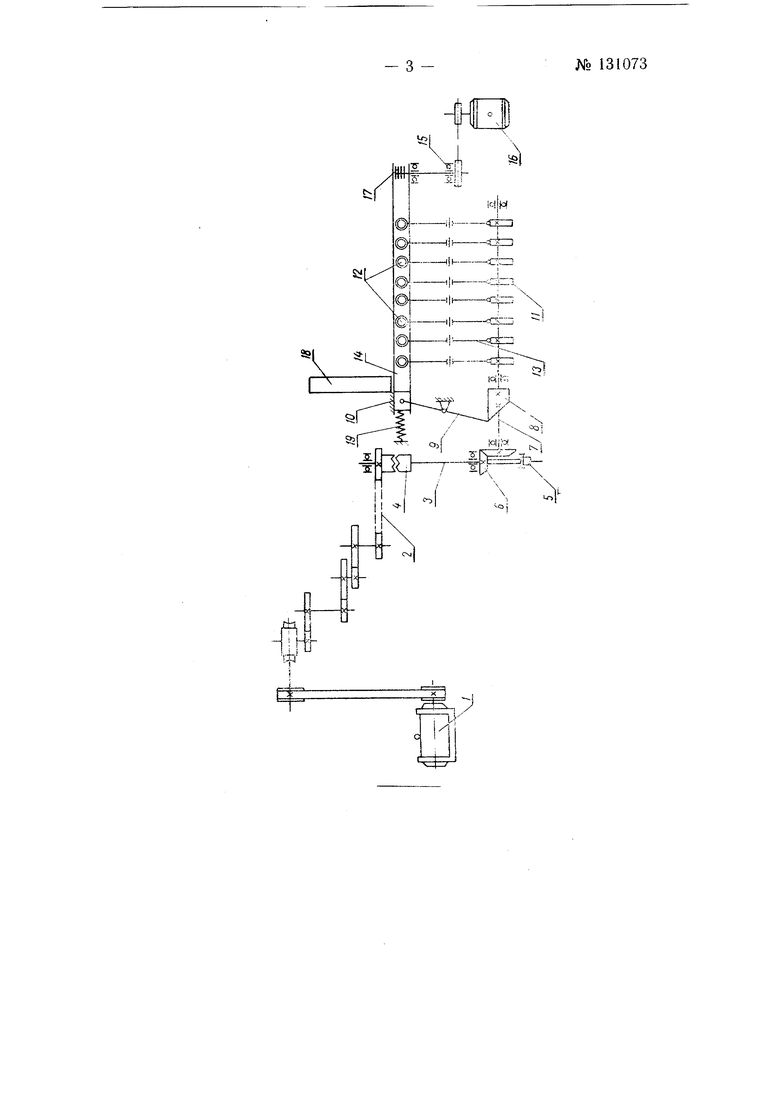
На чертеже изображена кинематическая схема onncbiBaeMoi-(j автомата.
GT электродвигателя / через редуктор и промежуточные сменные шестерни ролико-втулочной цепью 2 приводится во вращение ведун-1ий вал 5. Вал на одном своем конце имеет кулачковую муфту 4, служащую для включения и выключения всего механизма подачи и распределения, а на другом конце -предохранительную муфту 5. При перегрузке шпилька, соединяюн1ая две половины предохранительной муфты, срезается и автоматически выключает механизм подачи и распределения. Ведущи: вал 3 через пару конических шестерен 6 приводит во враиление распределительный вал 7. На валу посажен кулачок 8, который через рычаг 9 осуществляет поступательное движение толкателя 10. i: кулачки-копиры
№ 131073
//, управляющие движением шпинделей 12 вниз на глубину и продолжительность фрезерования длины паза. Связь кулачков-копиров 11 со шпинделями 12 осуш:ествляется при помоши рычагов 13.
Вертикальные шпиндели 12 приводятся во вращение раздельно самостоятельными электродвигателями. Пальцевые фрезы на иих крепятся паигами. Количество шпинделей зависит от количества фрезеруемых пазов.
Шпиндельнь е головки с колонками и индивидуальными приводами установлены на подвижных суппортах, имеющих продольное и поперечное перемещения, что обеспечивает настройку автомата на любое расположение пазов и прорезей. В KOHje наиравляющен 14 имеется горизонтальный шпиндель 15, приводимый в движение от электродвигателя / На конце горизонтального огнинделя /5 закреплен набор дисковых фрез 17 для прореза продольных пазов, служащих для заправки бархата.
Загрузочный бункер 18 представляет собой вертикальную кассету, л которую стопкой загружается заготовка в горизонтальном положении.
При начале работы описываемого автомата толкатель 10 находится в переднем крайнем правом положении. Производится включение шпинделей 12 и 15. Затем рукояткой включается кулачковая муфта 4. Распределительный вал 7 приводит во вращение кулачок 8 и кулачки-копиры 11. При повороте на спад кулачка 8 толкатель 10 при помощи пружины 19 отводится в крайнее левое полон ение. В это время происходит опускание шпинделей и врезание фрез в заготовку. Одновременно из бункера 18 в образовавшийся зазор поступает новая заготовка на направляющую 14. При дальнейше.м повороте вала 7 поворотом кулачка 8 толкатель 10 начинает продвигать вправо находящиеся на направляющей 14 заготовки. Во время продвижения заготовок происходит фрезерование пазов. Каждый из шпинделей 12 выполняет свою операцию одновременно с другими, поэтому полная обработка заготовки происходит за один оборот вала 7.
За это время кулачок 8 также совершает один оборот и перемещает толкатель 10 в крайнее правое положение, а кулачки-копиры //, выполнив операцию, поднимут вверх шпиндели 12 и выведут фрезы из заготовки. Далее пружина 19 оттянет толкатель в крайнее .левое положение, и цикл повторится.
Предмет изобретения
1.Многошииндельный пазовальный автомат по дереву с применением загрузочного магазина, шпиндельных головок и механизма подачи заготовок, отличающийся тем, что, с целью возможности производить настройку на любое расположение пазов и прорезей, шпиндельные головки с колонками и индивидуальными приводами смонтированы на подвижных суппортах, имеющих продольное и поперечное перемещения, и снабжены кулачками-копирами, управляюи ими движением шпинделей на заданную глубину и длину прорезаемых пазов.
2.Автомат по п. 1, отличающийся тем, что, с целью возможности одновременного врезания фрез всех шпиндельных головок в заготовку в неподвижном ее положении, механизм цодачи заготовок выполнен толчковым, позволяющим осуществлять врезание ф.рез в п ;риод остановки заготовки, а пазование - во время ее проталкивани.я.
1
k Л
1 Vh
s SI;
wJM
j, ,,. ,
.-d
©jHi - :|z:
fet11 f-c-i
ГГ r
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Полуавтомат для обработки пазов | 1979 |
|
SU770681A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| Автоматический станок для фрезерования шлицев | 1977 |
|
SU677830A1 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ КАРБИД-КРЕМНИЕВЫХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 1972 |
|
SU327065A1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ | 1971 |
|
SU295676A1 |
| Автомат для механической обработки мелких деревянных изделий | 1957 |
|
SU109520A1 |
f4
