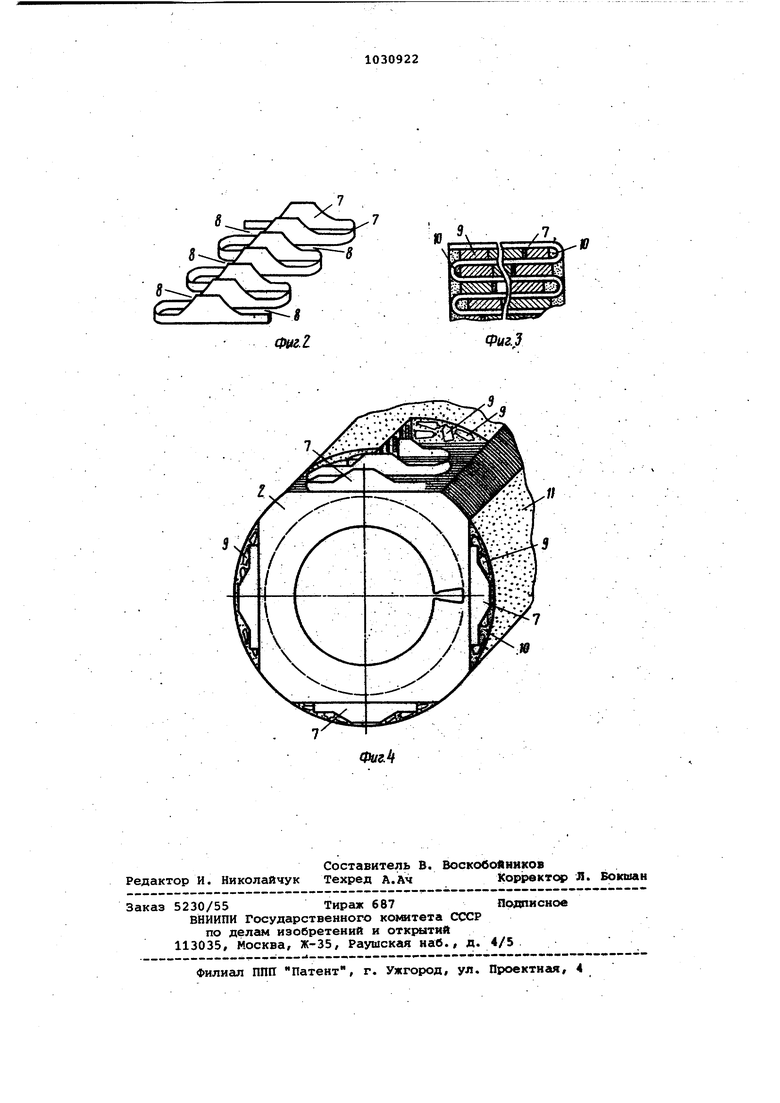
Изобретение относится к техноло гии изготовления магнитопроводов электрических маииин и может быть использовано в электротехнической прокишленности. Известен способ изготовления магнитопровода статора электрическ машины, включающий штамповку кругл пластин магнитопровода из полосы электротехнической стали и сборку 1их пакета 13, Недостатком этого способа являю ся большие отходы электротехническ стали. Наиболее близким к изобретению является способ изготовления магнитопровода статора электрической .машины, включающий штамповку пласт квадратной формы со скругленными углами и пазами из полосы электротехнической стали, ширина которой больше ширины пластины, сборку из них пакета, изготовление накладных элементов прессованием и скреплени их с пакетом f2. Недостатками известного способа :являются пбвьныенный отход электротехнической стали и низкая механическая прочность магнитопровода из-за прессованных накладных элеме тов. Цель изобретения - снижение отх до-в электротехнической стали и уве личение механической прочности. Поставленная цель достигается т что согласно способу изготовления магнитопровода статора электрической машины, включающему штамповку . пластин квадратной формы со скруглен ньили углами и пазами из полосы электротехнической стали, ширина которой больше ширины пластины, сборку из них пакета, изготовление накладных элементов прессованием и скрепление их с пакетом, накладные элементы изготавливают путем гофри рования отходов, образовавшихся с двух сторон полосы при штамповке, после чего гофр разрезают по длине на части, соответствующие высоте магнитопровода, и заполняют их отходами штамповки пазов. На фиг. 1 показан раскрой полосы электротехнической стали при штампо ке пластин магнитопровода, на фиг. 2 гофрирование отходов, образовавшихся с двух сторон полосы при штампо ке, на фиг. 3 - заполнение гофрированных отходов отходами штамповки пазов; на Фиг. 4 - -магнитопровод статйра электрической машины в собранном виде. Способ осуществляется следующим образом. Из непрерывной полосы 1 электротехнической стали штампуют статорные пластины 2 квадратной формы со скругленными углами с пазами 3. При этом с двух сторон полосы 1 образуются отходы 4 с прямоугольными участками и трапециевидными выступами по длине. Пластины 2 с четырех сторон ,имеют глубокие лыски 5. При штамповке в компаундных штампах . элемент 6 между лысками 5 идет в отход. (В ряде случаев осуществляют штамповку с так называемыми отрицательными перемычками, и в этом случае элемент 6 отсутствует). Полученные таким образом пластины 2 собирают в пакеты необходимой и скрепляют их, а отходы 4 гофрирурот, например, с помощью зубчатых ко лес в плоскости, перпендикулярной продольной оси электромашины, затем .. гофрированный элемент 7 разрезают по длине на части. Предварительно опрессовывают эти части, не допуская сдадкания гофр на расстояние 1,5г2 толщины пластины. Затем, например, с полющью вибрации заполняют образованные промежутки 8 между гофрами элемента 7 отхода ми 9 штамповки пазов, ориентируя их плоскости перпендикулярно к продольной оси магнитопровода. бее оставшие-ся пустоты между элементами 7 и отходами 9 заполняют смесью 10 магнитоактивного и термореактивного порошков. После этого арг шрующие гофры элементов 7 с заполненными отходами 9 и смесью 10 промежутками 8 опрессовывают в пресс-форме с подогревом до 160С в течение 10-15 мин и получают накладной элемент 11. Окончательное скрепление пакета пластин 2 и четырех накладных элементов 11 может быть осуществлено, например, с.помощью сварки. Изобретение позволяет снизить обходы электротехнической стали при изготовлении магнитопроводов статоров электрических машин и повысить их механическую прочность.
Ю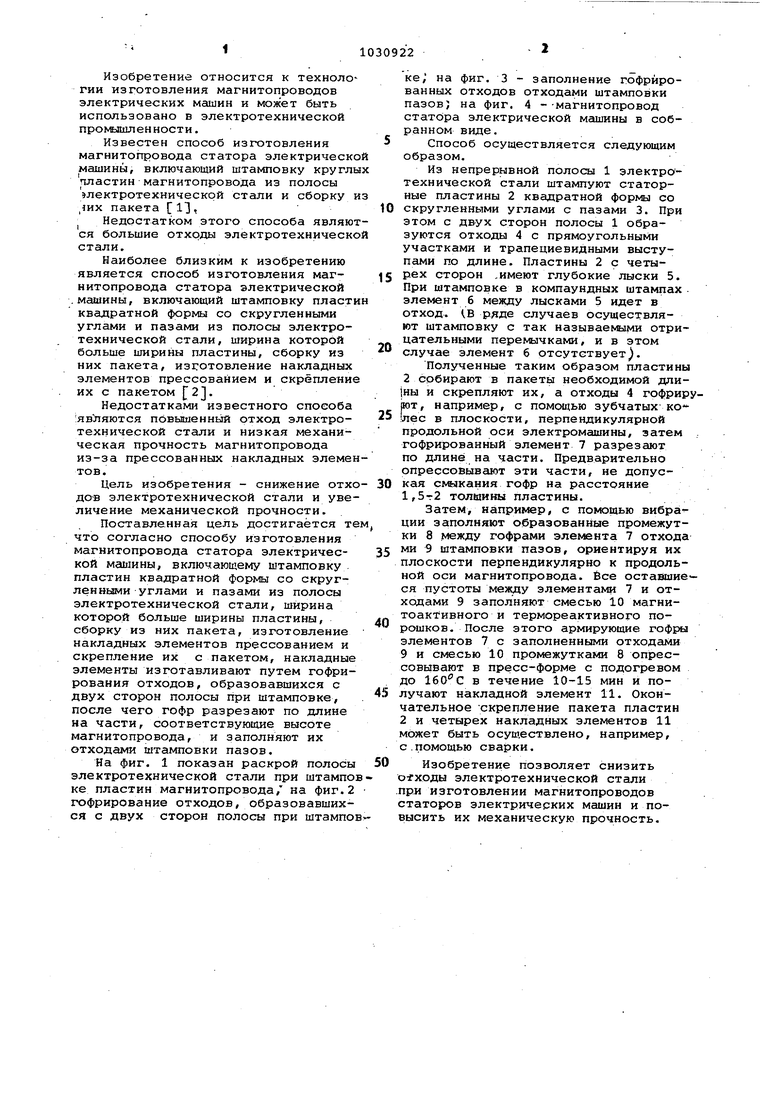
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластин магнитопровода | 1991 |
|
SU1757029A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2006 |
|
RU2316877C1 |
| Статор электрической машины | 1982 |
|
SU1112488A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| Ротор асинхронной машины | 1982 |
|
SU1040567A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИ ТОПРОВОДА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий штамповку пластин квадратной формы с скругленными угЛс1ми и пазами из полосы электротехнической стали, ширина которой больше ширины пластины, сборку из них пакета, изготовление накладных элементов прессованием и скрепление их с пакетом, о т л ич аюши и с я тем, что, с целью снижения отходов электротехнической стали и увеличения механической прочности, накладные элементы изготавливают путем гофрирования отходов, образовавшихся с двух сторон полосы при штамповке, после чего гофр разрезают по длине на части, соответствующие высоте. магннтопровЬда, и заполняют их отходами штамповки пазов.
I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Виноградов Н.В Производст М., Энерг во электрических машин 1970, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Шихта для изготовления стеклокерамического пропанта | 2021 |
|
RU2763562C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
