ний отход стали при штамповке статора старшего габарита).
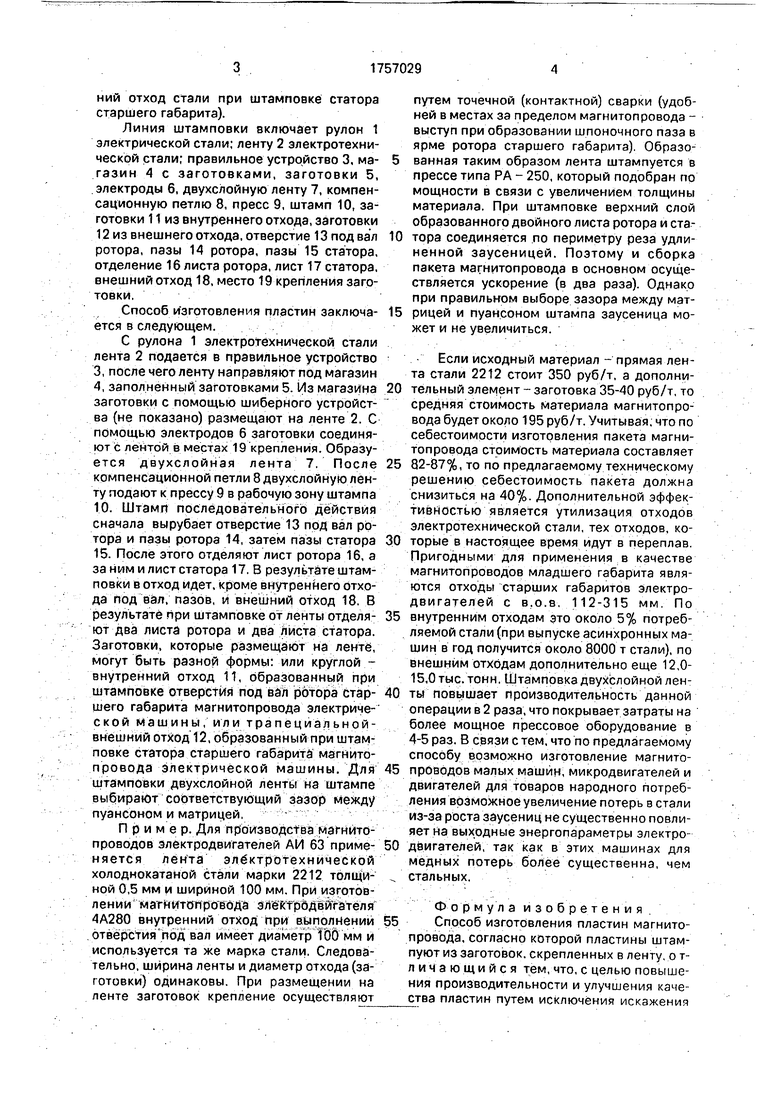
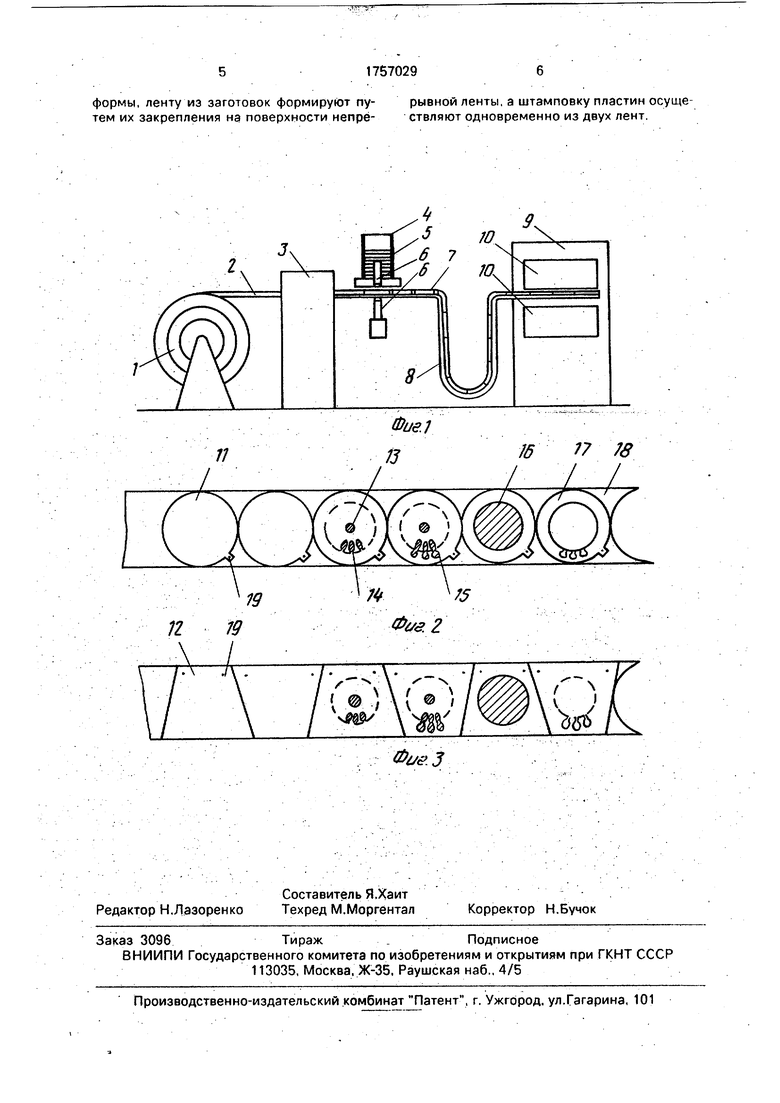
Линия штамповки включает рулон 1 электрической стали; ленту 2 электротехнической стали; правильное устройство 3, ма- газин 4 с заготовками, заготовки 5, электроды 6, двухслойную ленту 7, компенсационную петлю 8, пресс 9, штамп 10, заготовки 11 из внутреннего отхода, заготовки 12 из внешнего отхода, отверстие 13 под вал ротора, пазы 14 ротора, пазы 15 статора, отделение 16 листа ротора, лист 17 статора, внешний отход 18, место 19 крепления заготовки,
Способ изготовления пластин заключается в следующем.
С рулона 1 электротехнической стали лента 2 подается в правильное устройство
3,после чего ленту направляют под магазин
4,заполненный заготовками 5. Из магазина заготовки с помощью шиберного устройства (не показано) размещают на ленте 2. С помощью электродов 6 заготовки соединяют с лентой в местах 19 крепления. Образуется двухслойная лента 7. После компенсационной петли 8 двухслойную ленту подают к прессу 9 в рабочую зону штампа 10. Штамп последовательного действия сначала вырубает отверстие 13 под вал ротора и пазы ротора 14, затем пазы статора 15. После этого отделяют лист ротора 16, а за ним и лист статора 17. В результате штамповки в отход идет, кроме внутреннего отхода под вал, пазов, и внешний отход 18, В результате при штамповке от ленты отделяют два листа ротора и два листа статора. Заготовки, которые размещают на ленте, могут быть разной формы: или круглой - внутренний отход 11, образованный при штамповке отверстия под вал ротора старшего габарита магнитопровода электрической машины, или трапециальной- внешний отход 12, образованный при штамповке статора старшего габарита магнитопровода электрической машины. Для штамповки двухслойной ленты на штампе выбирают соответствующий зазор между пуансоном и матрицей,
Пример. Для производства магнито- проводов электродвигателей АИ 63 применяется лента электротехнической холоднокатаной стали марки 2212 толщиной 0,5 мм и шириной 100 мм. При изготовлении магнитопровода электродвигателя 4А280 внутренний отход при выполнении отверстия под вал имеет диаметр 100 мм и используется та же марка стали. Следовательно, ширина ленты и диаметр отхода (заготовки) одинаковы. При размещении на ленте заготовок крепление осуществляют
путем точечной (контактной) сварки (удобней в местах за пределом магнитопровода - выступ при образовании шпоночного паза в ярме ротора старшего габарита) Образованная таким образом лента штампуется в прессе типа РА - 250, который подобран по мощности в связи с увеличением толщины материала. При штамповке верхний слой образованного двойного листа ротора и статора соединяется по периметру реза удлиненной заусеницей. Поэтому и сборка пакета магнитопровода в основном осуществляется ускорение (в два раза). Однако при правильном выборе зазора между матрицей и пуансоном штампа заусеница может и не увеличиться.
Если исходный материал - прямая лента стали 2212 стоит 350 руб/т, а дополнительный элемент - заготовка 35-40 руб/т, то средняя стоимость материала магнитопровода будет около 195 руб/т. Учитывая, что по себестоимости изготовления пакета магнитопровода стоимость материала составляет
82-87%, то по предлагаемому техническому решению себестоимость пакета должна снизиться на 40%. Дополнительной эффективностью является утилизация отходов электротехнической стали, тех отходов, которые в настоящее время идут в переплав Пригодными для применения в качестве магнитопроводов младшего габарита являются отходы старших габаритов электродвигателей с в.о.в 112-315 мм По
внутренним отходам это около 5% потребляемой стали (при выпуске асинхронных машин в год получится около 8000 т стали), по внешним отходам дополнительно еще 12,0- 15,0 тыс. тонн. Штамповка двухслойной ленты повышает производительность данной операции в 2 раза, что покрывает затраты на более мощное прессовое оборудование в 4-5 раз. В связи с тем, что по предлагаемому способу возможно изготовление магнитопроводов малых машин, микродвигателей и двигателей для товаров народного потребления возможное увеличение потерь в стали из-за роста заусениц не существенно повлияет на выходные энергопараметры электродвигателей, так как в этих машинах для медных потерь более существенна, чем стальных.
Формула изобретения Способ изготовления пластин магнитопровода, согласно которой пластины штампуют из заготовок, скрепленных в ленту о т- личающийся тем, что, с целью повышения производительности и улучшения каче- ства пластин путем исключения искажения
517570296
формы, ленту из заготовок формируют пу- рывной ленты, а штамповку пластин осуще- тем их закрепления на поверхности непре- ствляют одновременно из двух лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Поточная линия для изготовления магнитопроводов электрических машин | 1986 |
|
SU1317569A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2006 |
|
RU2316877C1 |
| АСИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА СО СТАТОРОМ И РОТОРОМ ИЗ АМОРФНОЙ СТАЛИ | 2016 |
|
RU2652375C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА СТАТОРА ОДНОФАЗНОГО АСИНХРОННОГО ДВИГАТЕЛЯ | 1991 |
|
RU2016467C1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| Ротор асинхронной машины | 1982 |
|
SU1040567A1 |
0&&. 3
