Изобретение относится к машиностроению, а именно к станкам для гибки разных изделий из труб методом обкатки.
Известен станок для двусторонней. гибки труб, содержащий стан1шу, .закреп ленные на ней гибочные узлоы, гибочные шаблоны, прижим, задающее устройство, буккер для заготовок и наклонный склиз Cll .
Недостатком известного станка является его низкая производительность и низкая работоспособность, связшаая со сложностью конструкции.
Цель изобретения - увеличение производительности и повышение надежности станка.
Указанная цель достигается тем, что , в известном станке для гибки 1руб, сО держащем стйшшу, закрепленные .на ней гибочные узпы, гибочные шаблоны, при-. жим, задающее устройство, бункер для заготовок и наклонный склиз, станина снабжена вертикально закрепленными на ней цилиндрическими направляющими с опорами на концах их, неподвижно закгрепленными на Верхней из опор двумя стержнями со скосами на концах и траверсой, установленной с возможностью возвратно-поступательного перемещения в цилиндрических направляющих станины, при этом гибочные шаблоны закреплены на упомянутой траверсе.
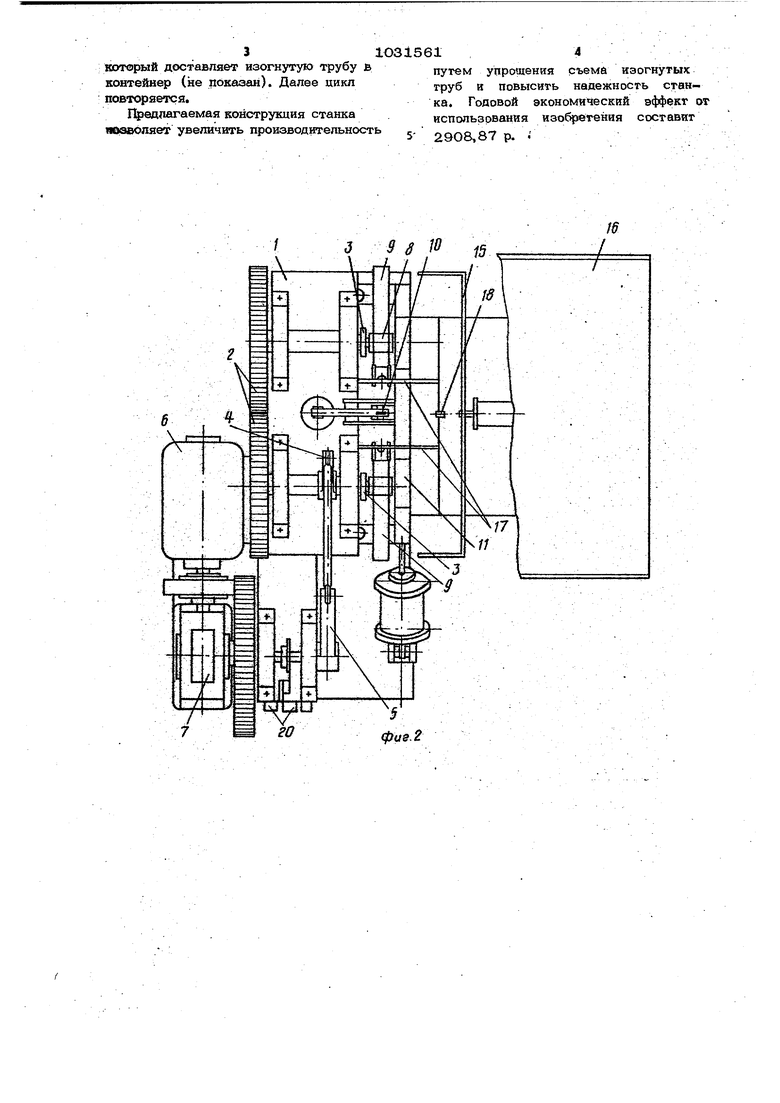
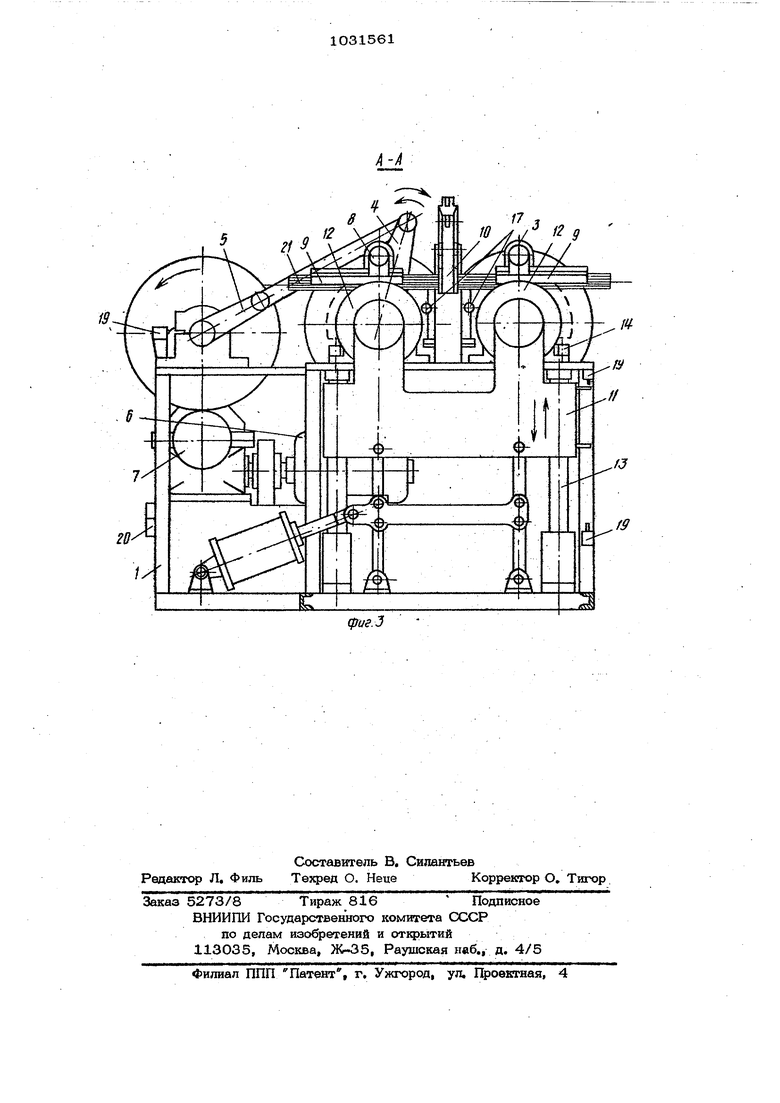
На фиг, 1 представлен станок, об щий вид; на фиг, 2 - то же, вид сверху} на фиг, 3 - сечение А-А на фиг, 1.
Станок состоит из станины 1, двух горизонтально расположенных гибочных валов с закрепленными на них зубчатыми колесами 2, а на П ротивоположном конце - кривошипами 3; рычага 4, жестко закрепленного на одном из валов, связанного тягчзй с шатуном 5j приво да вращения шатуна, cocTOsnuero из электродвигателя 6, редуктора 7 и зубчатой п едачи, прижимных роликов 8 с направляющими, свободно насаженных на оси кривошипа 3j прижимных ползунов 9, имеющих профиль изгибаемой трубы; зажима 1О, привод которого осуществляется от пневмоцилиндра через рычажную систему; подвижной траверсы 11 б закрепленными на ней на, двух осях гибочными шаблонами 12, подъем и опускание которой происходит при помощи пневмоципинара по двум цилиндрическим направляющим 13, на верхних опорах которых установлены два неподвижных стержня 14, имеющих в верхней части скос, автоматического
задающего устройства 15, наклонного бункера 16 для загютовок, наклонного 5 направляющего склиза 17 и цетюго конвейера 18 с захватами, конечных выключателей 19 и золотников 2О, предназначенных для управ ния работой пневмоцилиндров,
0 Станок работает следующим образом.
Прямая труба заготовка 21 загружается в наклонный бункер 16, боковые стенки которого являются направляющими и позволяют заготовкам ориентиро
5 ванно скатываться в пазы задающего устройства 15, которое приводится в движение пневмодилиндром, задающее ycTpojtoTBO подает трубу-заготовку в .зону движения гибочных шаблонов 12 и
0 устанавливает ее над их желобами, Травврса 11с закрепленными на ней гибочными шаблонами 12 движется вверх, труба-заготовка попадает в желобы гибочных шаблонов, снимается
5 с пазов задающего устройства 15 и при дальнейшем движении траверсы вверх прижимается гибочными шаблонами к при жимным ползунам 9. Задающее устройст. в6 15 отходит в начальное положение,
в его пааы из бункера 16 скатьшает .ся новая заготовка. Труба-заготовка, находящаяся в желобах гибочных шаблонов, закрепляется при помощи заж1 ма 10, который удерживает ее во время тфоцесса гибкр в неподвижном положена. Шатун 5 приводится во вращение и через тягу, рычаг 4 и зубчатое колесо 2 поворачивает горизонтальные гибочные валы с закрепленными на них шатунами 3 на 90°, При этом ролики 8, свободно закреплены на концах шатунов 3, обкатываются по прижимным ползунам 9, которые производят гибку трубы с двух концов.
При вращении шатунов 3 в противоположном направлении прижимные ползуны 9 возвращаются в исходное положение. Подвижная траверса 11с гибочными шаблонами 12, в желобах которых находится изогнутая труба, опускается вниз. При этом торцы изогнутой трубы уп1фаются в стер д .чи 14, установленные на верхних сяюрах цилиндрических направляющих 13, и при дальнейшем движении траверсы вниз изогнутая тру-
5 ба выходит из желобов гибочных шаблонов и под действием собственного веса и имеющихся в верхней части стерж : ней 14 скосов направленно падает на наклонный склиз 17, по которому попадает на захваты цепного конвейера 18,
который доставляет изогнутую трубу в контейнер (не показан). Дапее цикл повторяется.
Предлагаемая конструкция станка позволяет увеличить производительность
путем упрощения съема изогнутых груб к повысить надежность станка. Годовой экономический эффект от использования изоС етения составит 2908,87 р. 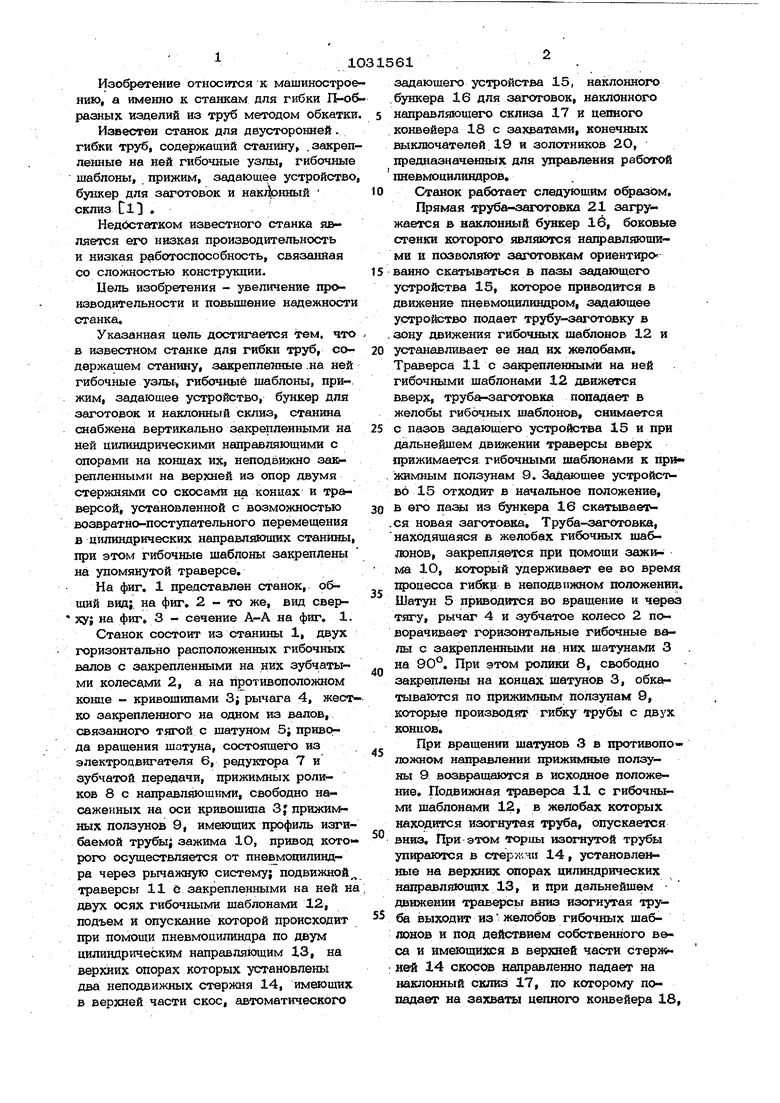
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| Станок для двусторонней гибки труб | 1979 |
|
SU863065A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 1966 |
|
SU186260A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Станок для пространственной гибки труб | 1989 |
|
SU1609530A1 |
| Станок для двусторонней гибки трубчатых деталей | 1987 |
|
SU1479164A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| Гибочный станок | 1976 |
|
SU601066A1 |
СТАНОК ДЛЯ ГИБКИ ТРУБ, содержащий станину, закрепленные на ней гибочные узяы, гибочные шаблоны. прижим, задающее устройство, бункер для заготовок и наклонный склиз, отличаю щ и и с я тем, что, с целью увеличения производительности и повыше ния надежности, станина снабжена вертикально закрепленны1«(и на ней цилиндрическими направляющими с опорами на кошах их, неподвижно закрепленными на верхней из опор двумя стержнями со скосами на концах и траверсой, установлен ной с возможностью возвратно-поступа-i . тельного перемещения в цилиндрических направляющих станины, при этом гибочные шаблоны закраилейы на указанной траверсе.
« 8 15
Л
16 12 g (pus.3
| i | |||
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 0 |
|
SU186260A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
