о
jO
сл
|
со Изобретение отно.сится к обработке металлов давлением, в частности к механизированной технологической оснастке, и может быть использовано при листовой штамповке деталей в различных отраслях машиностроения. Известен штамп для вырубки деталей из листового материала, содержащий установленные на нижней плите матрицу и пуансон, подпружиненный в направлении ползуна пресса и взаимодействующий с рычагом 1. Недостатком известного штампа является низкая производительность и невозможность использования в сочетании с автоподачами ленточного или полосового материала,j Наиболее близким к предлагае.мому по технической сущности и достигаемому эффекту является штамп для вырубки деталей из ленты или полосы, содержащий верхнюю и нижнюю плиты, несущие матрицу и пуансон, установленное на нижней плите устройство для перемещения материала, включающее две каретки, по меньшей мере, одна из которых установлена с возможностью возвратно-поступательного перемещения в горизонтальной плоскости 2 . Недостатком этого штампа является то, что он обладает невысокой производительностью, так как используется при штамповке один ход пуансона при одном ходе верхней плиты. Цель изобретения - повышение производительности путем осуществления двух рабочих ходов пуансона за один ход верхней плиты. Поставленная цель достигается тем, что штамп для вырубки деталей из ленты или полосы, содержащий нижнюю и верхнюю плиты, несущие матрицу и пуансон, установленное на нижней плите устройство для перемещения материала, включающее две каретки, по меньшей мере одна из которых установлена с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, снабжен толкателем и тягой, закрепленными на верхней плите, двуплечим рычагом, установленным на нижней плите с возможностью карательного движения в вертикальной плоскости и взаимодействия одним плечом с тягой, а другим с толкателем и пуансоном, пуансон размещен на нижней плите и подпружинен в направлении верхней плиты, другая каретка также установлена с возможностью возвратно-поступательного перемещения в горизонтальном направлении и обе каретки связаны между собой гибкой связью. На фиг. 1 изо эажено подающее устройство, установл е на нижней плите штампа; на фиг. д по стрелке А на фиг. 1. Штамп для вырубки деталей из ленты или полосы содержит две подвижные каретки 1 и 2, установленные на нижней плите 3 штампа. На каретке 1 размещены клиновые опоры 4, взаимодействующие с клином 5, закрепленным на верхней плите 6. Каретки 1 и 2 связаны между собой тросом 7, перекинутом через неподвижный блок 8. Каретка 2 снабжена винтом 9 для регулировки щага подачи и подпружинена пружиной стержня- 10. На нижней плите 3 установлена матрица 11 со съемником 12 и пуансон 13, подпружиненный в направлении верхней плиты 6 пружины 14 сжатия. На нижней плите 3 установлен двуплечий рычаг 15 на кронштейне 16 и ограничительный винт 17. На верхней плите 6 размещены тяга 18 и толкатель 19. Штамп работает следующим образом. При ходе ползуна пресса (не показан) вниз тяга 18 вместе с верхней плитой 6 опускается, а пуансон- 13 под действием пружины 14, поднимается, поворачивая двуплечий рычаг 15 до упора в винт 17, Когда съемник 12 освобождает пуансон 13 от материала заготовки, куда пуансон 13 вошел при предыдущем ходе, клин 5 воздействует скощенной частью на клиновые опоры 4 и перемещает каретку 1 в направлении лодачи материала, указанного стрелкой. Каретка 1 с помощью троса 7 перемещает каретку 2 в противоположном направлении, при этом пружина 10 сжимается. В это время каретка 1 захватывает материал и перемещает его в направлении подачи, а в каретке 2 свободно проскальзывает. Когда ползун пресса опуститься настолько, что вся скощённая часть клина 5 окажется ниже оси клиновых опор 4, каретки 1 и 2 останавливаются, толкатель 19 поворачивает двуплечий рычаг 15 и воздействует через него на пуансон 13, который производит вырубку детали. При ходе ползуна пресса вверх пуансон 13 под действием пружины 14 поднимается, поворачивая двуплечий рычаг 15 до упора в винт 17. Съемник 12 освобождает пуансон 13 от материала заготовки, а скошенная часть клина 5 начинает взаимодействие с клиновыми опорами 4. Под действием пружины 10 каретка 2 движется в направлении подачи и с помощью троса 7 перемещает каретку 1 в противоположном направлении. Каретка 2 захватывает материал и перемещает его в направлении подачи, а через каретку 1 материал проскальзывает. При этом клиновые опоры 4 упираются в скошенную часть клина 5 и этим ограничивается перемещение кареток 1 и 2. Движение кареток 1 и 2 прекращается, когда каретка 1 упрется в винт 9. При дальнейшем подъеме ползуна тяга 18 поворачивает двуплечий рычаг 15, который воздействует на пуансон 13 и производится вырубка детали.
Далее цикл повторяется.
Предлагаемый штамп обладает высокой производительностью за счет того, что два рабочих хода пуансона совершаются за один ход верхней плиты штампа.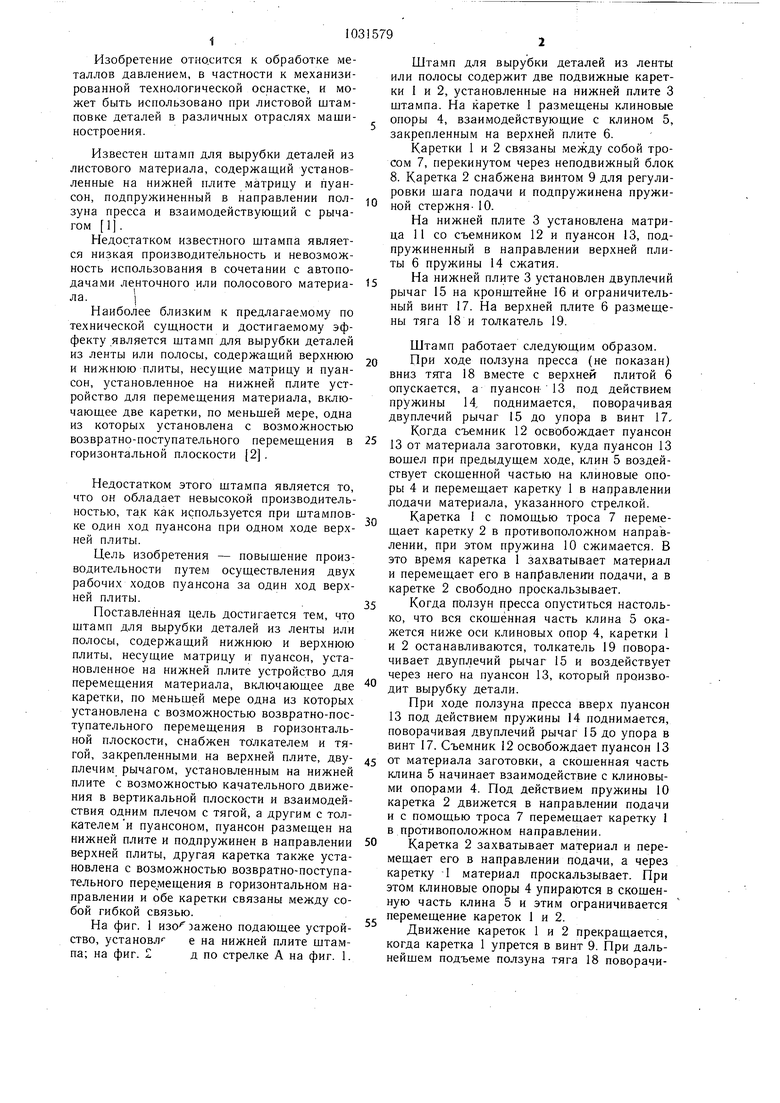
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Пресс для штамповки деталей из плоского материала | 1984 |
|
SU1344469A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Устройство для подачи длинномерного материала в рабочую зону штампа | 1985 |
|
SU1292881A1 |

ШТАМП ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛЕНТЫ ИЛИ ПОЛОСЫ, содержаш.ий нижнюю и верхнюю плиты, несущие матрицу и пуансон, установленное на нижней плите устройство для перемещения материала, включающее две каретки, по меньшей мере одна из которых установлена с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, отличающийся тем, что, с целью повышения производительности путем осуществления двух рабочих ходов пуансона за один ход верхней плиты, он снабжен толкателем и тягой, закрепленными на верхней плите, двуплечим рычагом, установленным на нижней плите с возможностью качательного движения в вертикальной плоскости и взаимодействия одним плечом с тягой, а другим с толкателем и пуансоном, пуансон размещен на нижней плите и подпружинен в направлении верхней плиты, другая каретка также установлена с возможностью возвратно-поступательного перемещения в ризонтальном направлении и обе каретки (Л связаны между собой гибкой связью.
(риг. {
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Универсально-сборный штамп для пробивки пазов и отверстий | 1975 |
|
SU550201A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Михаленко Ф | |||
| П., Грикке А | |||
| X | |||
| и Демиденко Е | |||
| И | |||
| Автоматическая холодная штамповка мелких деталей, М., «Машиностроение, 1965, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
