ел
сл
со
щение грейферных линеек и перенос штучных заготовок с одной операции на другую. Клинья 12 разводят грейферные линейки в разные стороны и освобождают штучные заготовки от захватов. В конце хода ползуна пресса вниз в результате воздействия клинового ско- са толкателей 13 на клиновой скос двуплечих рычагов 18 осуществляется их перемещение навстречу друг другу
по оси 17 и последую1ций поворот в исходное положение с заходом роликов в фигурные выборки ступенчатых толкателей под действием пружин. Одновременно происходит возврат грейферных линеек в исходное положение. После этого инструменты сменных пакетов штампов производят штамповку заготовок, а разрубной пуансон измельчает отход в матрице. 1 з.п. ф-лы, 7 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Грейферный механизм подачи к штампу | 1990 |
|
SU1729664A1 |
| Блок-штамп последовательной штамповки | 1980 |
|
SU1009580A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| Многопозиционный пресс | 1988 |
|
SU1620188A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Грейферное подающее устройство к многопозиционному прессу | 1987 |
|
SU1547926A1 |
| Устройство для удаления деталей из зоны штампа | 1980 |
|
SU965569A1 |
| Грейферный механизм подачи к штампу для вязки крючковых цепей | 1980 |
|
SU984585A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей из штучных заготовок в автоматическом режиме работы. Цель изобретения - повышение надежности работы и упрощение обслуживания. При движении верхней плиты 10 блока вниз ступенчатые толкатели 13, воздействуя на двуплечие рычаги 18 через ролики, поворачивают их вокруг оси 17. Одновременно клин взводит подающую каретку механизма подачи ленточного или полосового материала. В результате поворота двуплечих рычагов 18, контактирующих через штифты 21 с ползуном 22, осуществляется продольное перемещение грейферных линеек и перенос штучных заготовок с одной операции на другую. Клинья 12 разводят грейферные линейки в разные стороны и освобождают штучные заготовки от захватов. В конце хода ползуна пресса вниз в результате воздействия клинового скоса толкателей 13 на клиновой скос двуплечих рычагов 18 осуществляется их перемещение навстречу друг другу по оси 17 и последующий поворот в исходное положение с заходом роликов в фигурные выборки ступенчатых толкателей под действием пружин. Одновременно происходит возврат грейферных линеек в исходное положение. После этого инструменты сменных пакетов штампов производят штамповку заготовок, а разрубной пуансон измельчает отход в матрице. 1 з.п. ф-лы, 7 ил.
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей из штучных заготовок в автоматическом режиме работы.
Цель изобретения - повьш1ение надежности работы и упрощение обслуживания .
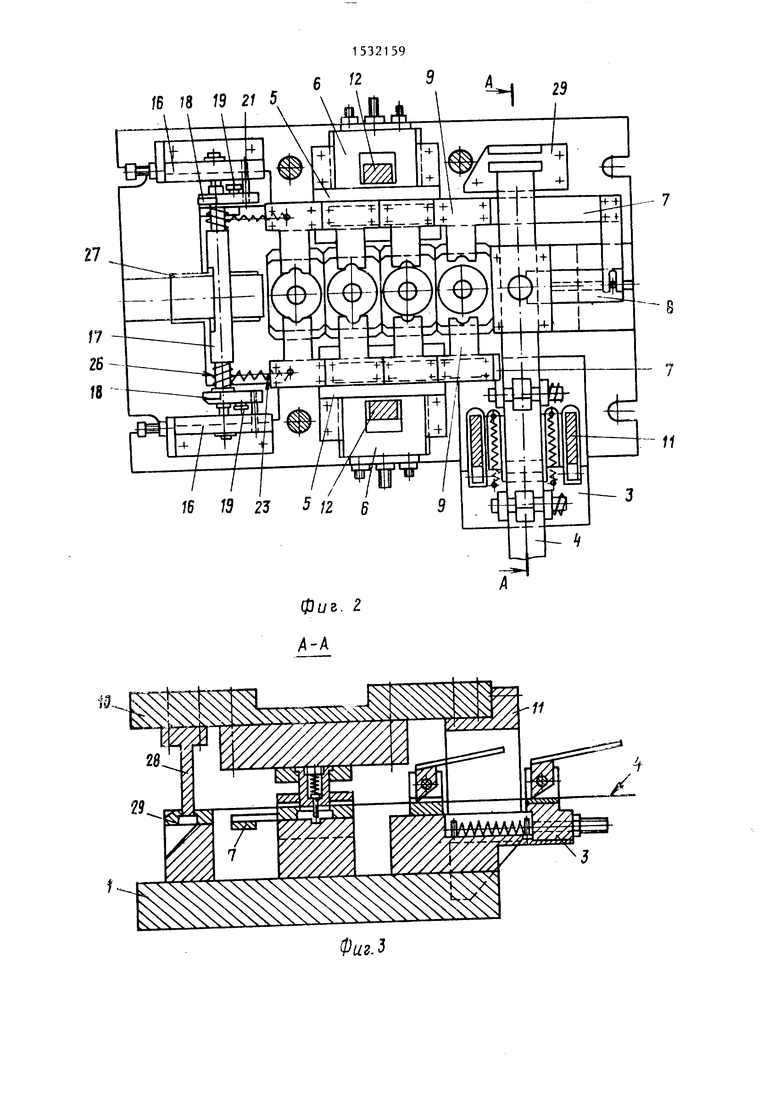
На фиг. 1 показан ползун пресса, вид сбоку в крайнем нижнем положении; на фиг, 2 - нижняя часть блока; на фиг. 3 - разрез А-А на фиг. 2, на фиг. 4 - положение механизма продольного перемецения линеек в момент перемещения верхней плиты блока вниз; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - механизм продольного перемещения линеек при крайнем нижнем положении ползуна пресса; на фиг. 7 - сечение В-В на фиг. 6.
Универсальный блок содержит неподвижную нижнюю плиту 1, на которой . смонтированы Н1скние части сменных пакетов штампов 2, механизм подачи 3 полосового или ленточного материала 4 направляемого перпендикулярно направлению перемещения штучных заготовок, грейферная подача штучных заготовок, выполненная в виде помещенных меткду направляющих 5,установленных в ползунах 6, линеек 7, одна из которых связана с шибером 8, и захватов 9.
На подвижной верхней плите 10 закреплены верхние части сменных пакето штампов 2, клинья 11 механизма пода- чи 3, клинья 12 поперечного перемещения линеек 7. Кроме того, на плите 10 смонтированы ступенчатые толкатели 13 механизма продольного перемещения линеек 7, на одной из вертикальных граней которых выполнен клиновой скос 14 и фигурная выборка 15„ На нижней плите 1 установлены стойки 16. На них перпендикулярно направлению перемеще
0
5 „
0
5
НИИ линеек 7 неподвижно закреплены концы оси 17, на которой помещены двуплечие рычаги 18, снабженные роликами 19.
Для осуществления перемещения заготовок с одной технологической операции на другую за счет поворота рычагов 18 вокруг оси 17 на одном из его торцов вьтолнен сквозной паз 20, контактирующий со штифтом 21, закрепленным в ползуне 22, подпружиненньгм пружиной 23 и связанным с линейками 7 и демпфером 24.Для обеспечения возвратно-поступательного перемещения рычагов 18 вдоль оси 17 и последующего их поворота в исходное положение в конце хода ползуна пресса (не показан) вниз на противоположном торце рычага выполнен клиновой скос 25, а на оси 17 помещены пружины 26.
Для удаления готовьгх деталей (не показаны) за пределы блока на оси 17 смонтирован лоток 27. Для измельчения отштампованной полосы или ленты на плите 10 закреплен разрубной пуансон 28, а на плите 1 - матрица 29
Универсальный блок работает следующим образом.
При ходе верхней плиты 10 вниз клинья 11 взводят подающую каретку механизма подачи 3. Подаваемый материал 4 остается в неподвижном положении. Одновременно ступенчатый толкатель 13 механизма продольного перемещения воздействует своей торцовой поверхностью на ролик 19 и поворачивает рычаг 18 в направлении движения часовой стрелки вокруг оси 17, закрепленной на стойках 16, установленных на нижней плите 1. При этом ползун 22, связанный через штифт 21 с пазом 20 рычага 18, перемещает грейферные линейки 7 в направляющих 5 справа налево. Вместе с и в том же нап515321
равленин при помопш пшбера 8 н захватов 9 осуществляется передвижение штучных чагоговокс одной технологической операции на другую,а готовая деталь сбрасыва-ется на лоток 27.При дальнейшем ходе вниз ролики 19 перекатьтаются на вертикальные грани толкателей 13 и в результате этого линейки 7 вместе
с шибером 8, захватами 9 и размещенны-)0 кого технического решения заключает
ми между ними заготовками прекращают продольное перемещение. Сразу после этого клинья 12 механизма поперечного перемещения начинают воздействовать на ползуны 6, которые разводят линей- ки 7 в направлении, перпендикулярном продольной оси блока, и освобождают штучные заготовки от захватов 9.
Когда прекращен взвод подающей каретки механизма подачи 3 и разведены захваты 9, клиновые скосы 14 ступенчатых толкателей 13 воздействуют на клиновые скосы 25 рычагов 18 и перемещают их по оси 17 навстречу друг другу, сжимая пружины 26. При этом ролики 19 выходят из соприкосновения с вертикальной гранью толкателей 13. В конце хода ползуна пресса вниз при выходе клиновых скосов 14 и 25 из взаимного соприкосновения друг с другом рычаги 18, скользя своими боковыми поверхностями по боковым поверхностям -толкателей 13, в результате сжатия пружин 23 поворачиваются в обратном направлений, а ролики 19 заходят в фигурную выборку 15 толкателей 13. Одновременно и вместе с ними перемещаются в обратном направлении параллельно продольной оси блока ползун 22 и связанные с ним линейки 7 и захваты 9. Плавность их торможения обеспечивается демпфером 24. После остановки линеек 7 в каждом сменном пакете штампов 2 осуществляется пооперационная обработка заготовок, а разрубным пуансоном 28 в матрице 29 производится измельчение отштампованного материала 4.
При ходе ползуна пресса вверх бо
новые поверхности толкателей 13 и ры- 50 Щ и с я тем, что он снабжен узлом
чагов 18 выходят из взаимного соприкосновения. Пружины 26 разжимаются и возвращают рычаги 18 в исходное положение. Клинья 11 перемещаются вверх,
59
подающая каретка механизма подачи 3 перемещает материал 4 на заданный шаг. Захваты 9 перемещаются навстречу друг другу и охватыйают штучные заготовки.
При этом цикл работы блока заканчивается .
Эффект от использования предложен
5
ся в повьппении надежности работы и упрощения его обслужива1гия в процессе эксплуатации. Формула изобретения
1,Универсальный блок для изготов- .лёния деталей из штучных заготовок,
содержащий верхнюю подвижную и нижнюю неподвижную плиты с установленными на них сменными рабочими инструментами, механизм подачи полосового или ленточного материала, грейферные линейки с захватами, механизмы продольного и поперечного перемещения грейферных линеек, отличающийся тем, что, с целью повьше- ния надежности и упрощения его обслуживания, механизм продольного перемещения грейферных линеек выполнен в виде жестко закрепленного на верхней плите ступенчатого толкателя, одна из вертикальных граней которого имеет клиновой скос и фигурную выборку, стоек, жестко закрепленных на нижней плите и связанных между собой осью, двуплечего рычага, установленного на оси стоек с возможностью возвратно- поступательного перемещения и поворота относительно оси, ролика, смонтированного на двуплечем рычаге с возможностью взаимодействия с толкателем, подпружиненного ползуна, установленного на нижней плите и кинематически связанного с грейферными линейками и с одним из плеч двуплечего ры- 5 чага посредством штифта, при этой на другом конце двуплечего рычага вьтол- нен клиновой скос для взаимодействия со скосом ступенчатого толкателя
5
0
измельчения отхода выполненньп в виде разрубного пуансона, закрепленного на верхней плите, и матрицы, установленной на нижней плите.
f6 IB f9 21 5
б 2
f6 1Э 25 5 {г 6
Фиг. г /l-A
fe3
23
/
20 23
(PW2.4
16
| Малов А.Н | |||
| Технология холодной штамповки М.: Оборонгиз, 1963, с.520- 522, фиг о 286. |
