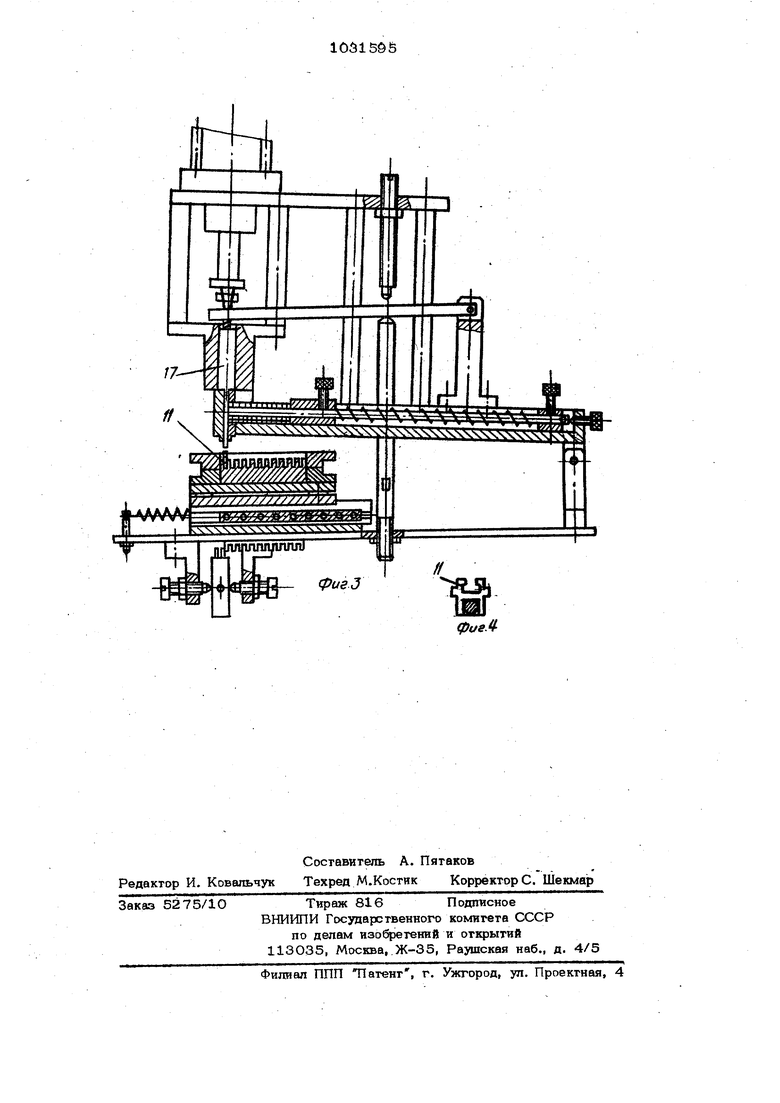
11 Изобретение огносигся к автомагиэаиии сборочных процессов и может найти применение при производстве изделий эпек ронной техники, в частности при загрузке арматуры в матрицу прессформы. , Известно устройство для поштучной вьщачи деталей) содержащее магазинрое устройство с заслонкой, шибер вьщачи деталей, приводной кулачковый механизм для перемещения через шарнирный подъем ный рычаг магазинного устройства и через рычаг-шибер выдачи деталей tlj Однако в данном устройстве из-за отсутствия принудительной подачи детале в зону работы шибера и вьшолнения мага зина с изгибом не исключена возможност заклинивания деталей, имеющих геометри ческие погрешности формы. Известно устройство для поштучной вы дачи заготовок, содержащее основание, установленный на основании магазин дпя деталей, шибер, пода емный рычаг и приво с подвижным элементом, связанный с подъемным рычагом. В таком устройстве отсутствует изгиб магазина 2 J . Однако для подъема деталей в магази не и для выдачи деталей из него требуются два разделительных привода, что усложняет конструкцию. Особенно этот недостаток проявляется, если по какимлибо технологическим условиям целесообразно конструктивное объединение та; ких устройств с целью групповой выдачи изделий. Кроме того, не исключен перекос деталей, ведущий к их заклиниванию в трубчатом магазине. Цель изофетения - повьппение удобства эмсплуаташга. Указанная цель достигается тем, ,чго устройство для загрузки арматуры в матрицу пресс-формы, содержащее основание усгановленнъ1й на основании магазин для деталей, шибер, подъемный рычаг и привод с подвижным элементом, связанный G подъемным рычагом, снабжено опорным рычагом, одним концом шарнирно смонтированным на подъемном рычаге, а другим установленным с возможностью взаимодействия с подвижным элементом привода, при этом подвуокный элемент связан с шибером и установлен с зазором относительно -.опорного рычага. шибер вьшолнен подпружиненным. На фиг. 1 изображено устройство, общий ввд; на фиг. 2 - то же, вид сбоку, на фиг. 3 - устройство в положении под-. 952 мятого подъемного рычага, на фиг. 4 арматура, установленная в магазине. Устройство для загрузки арматуры, например в матрицу пресс-формы, содержит основание 1, шарнирно закрепленный на ней попъемный рычаг 2. На основании 1 расположены также регулируемый упор 3 и механизм 4 пошагового перемещения матрицы 5 пресс-формы, снабженный рукояткой 6, связанной с пневмораспределителем 7 через кулачок 8 и ролик 9. На подъемном рычаге 2 расположены съемный магазин 10 для арматуры 11 и приводное устройство 12, связанное с подъемным рычагом 2 через раму 13 и содержат; шее пневмошшиндр 14 с подвижньпи элементом 15. Причем подвижный элемеиг 15 жестко связан с рамой 16, на которой крепится группа подпружиненных шиберов 17. На подъемном рычаге 2 установлен опорный рычаг 18, выполненный с возможностью взаимодействия с приводным устройством 12 через подвижный элемент 15, который расположен с зазором отио сительно опорного рычага 18. Устройство работает следукшим образом. Заполненный арматурой 11 магазин 10 устанавливают в паз подъемного рычага 2 и ориентируют по отношению к матрице 5. Рукоятку 6 механизма 4 пошагового перемещения матрицы 5 приводят в движение вниз. При этом ролик 9 пневмораспределителя 7 приводит в движение подвижный элемент 15 пневмоцилиндра, 14, а следовательно и группу подпружи-|ненных шиберов 17, которые заталкивают арматуру 11 в пазь матрицы 5. При установке арматуры используется инерция массы покоя всех конструктивных элементов подъемного рычага 2. Подвижный элемент 15 продолжает движение вниз до контакта с опорным рычагом 18, взаимодействующим с упором 3 - и сжимает пружины шиберов 17. Вследствие этого взаимодействия все конструктив1Ив элементы подъемного рычага 2 поднимаются вверх до офазования зазора между матрицей 5 и торцом подъемного рычага 2 болше высоты загруженной арматуры. Величина этого зазора зависит от рабочего хода подвижного элемента 15. Шиберы 17 отходят от установленной арматуры 11 и выталкивают из подводящих пазов арматуру, не вошедшую по какимлибо причинам в пазы матрицы 5, которую затем вручную удаляют из рабочей зоны. При движении рукоятки 6 вверх производится возвращение подвижного элемент.а
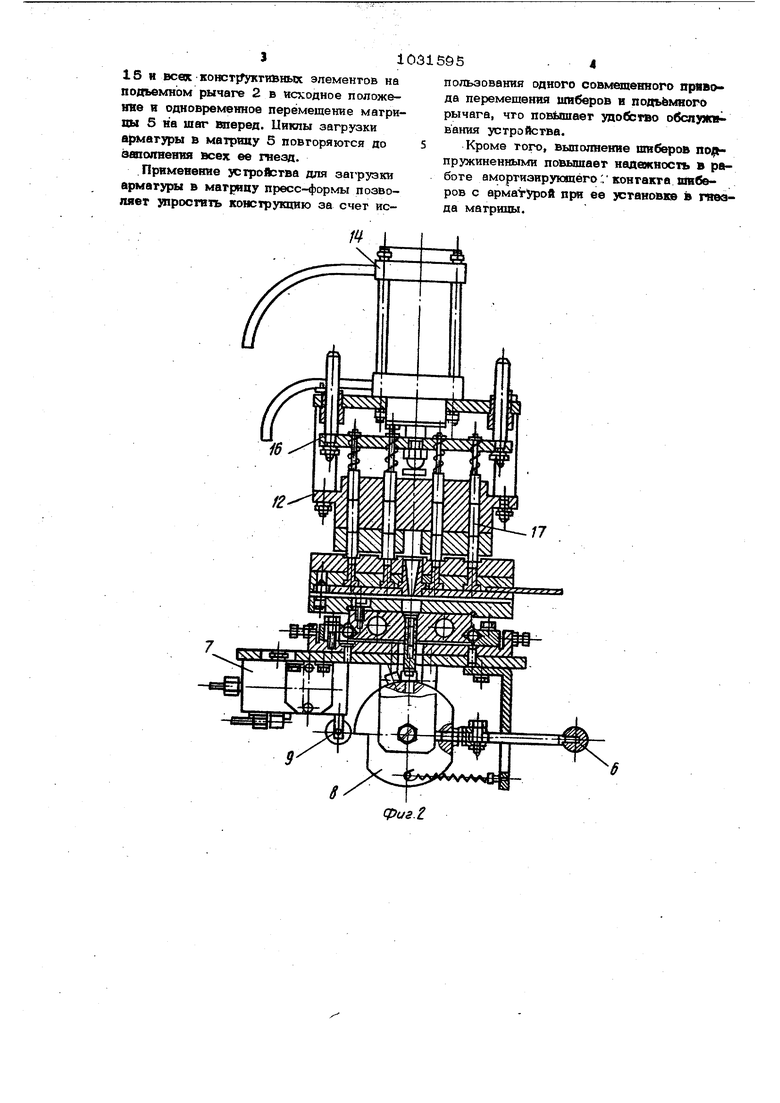
15 н Bceot KOHCTjfyKTHBHbK элементов на подъемном рычаге 2 в исходное попоженне и одновременное перемещение магрипы 5 на шаг вперед. Циклы загрузки арматуры в матрицу 5 повторяются до запопнення всех ее гнезд.
Применение устройства для загрузки арматуры в матрицу пресс-формы позволяет упросгить конструкцию за счет использования одного совмещенного привода перемещения шиберов н подъёмного рычага, что повышает удобство обспуж вания устройства.
Кроме того, выполнение шиберов noj пружиненными повышает надевкность в работе амортизируюшёго;контакта пшберов с арматурой при ее зстановюв в пгеада матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового материала в рабочую зону пресса | 1986 |
|
SU1371746A1 |
| Пресс-форма для изготовления изделий с арматурой | 1983 |
|
SU1174280A1 |
| Литьевой термопластавтомат для изготовления армированных изделий из полимеров | 1982 |
|
SU1085843A1 |
| Литьевой пресс для изготовления изделий из полимерных материалов | 1980 |
|
SU984399A3 |
| Устройство для поштучной выдачи деталей на сборку под сварку | 1981 |
|
SU958069A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ | 1994 |
|
RU2082291C1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в рабочую зону пресса | 1982 |
|
SU1058686A1 |
| Устройство для поштучной выдачи плоских деталей | 1984 |
|
SU1315088A1 |
1 УСТРОЯСТВО ОЛЯ ЗАГРУЗКИ АРМАТУРЫ В МАТРИЦУ ПРЕССФОРМЫ, содержашае основание, усганов леяныА на основанни магазин дпя деталей, ВСЕСОЮЗНАЯ 4 А ГМШГс-ЛО-. ч TEXKji4if :;/ g m MKDiKlrA шнбер, noffbeMtaatt рычаг в привод с пЬпвижным элементом, связашшй с подъемным ричагам, отличающееся тем, что,с целью повьпаения уяобства эксплуатации, оно снабжено сшорным |Шчагом, одним концом шарнирно смонтированным на пош емном рычаге, а другим } становЛенным с возможное гыо взаимодействия с подвижным зпементом привода, при этом подвижный элемент связав с шибером и зстановлен с зазором относительно опорного рычага. 2. Устройство по «. 1, о т л и ч а 10щ е е с я тем, что огебер выполнен. подпружиненным.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
