Изобретение относится к области изготовления изделий с арматурой сложной пространственной формы методом заливки жидкой композиции и может быть использовано в мебельной промышленности для изготовления кресел с цельноформованными сидениями из поропласта.
Цель изобретения - обеспечение возможности изготовления изделий сложной пространственной формы.
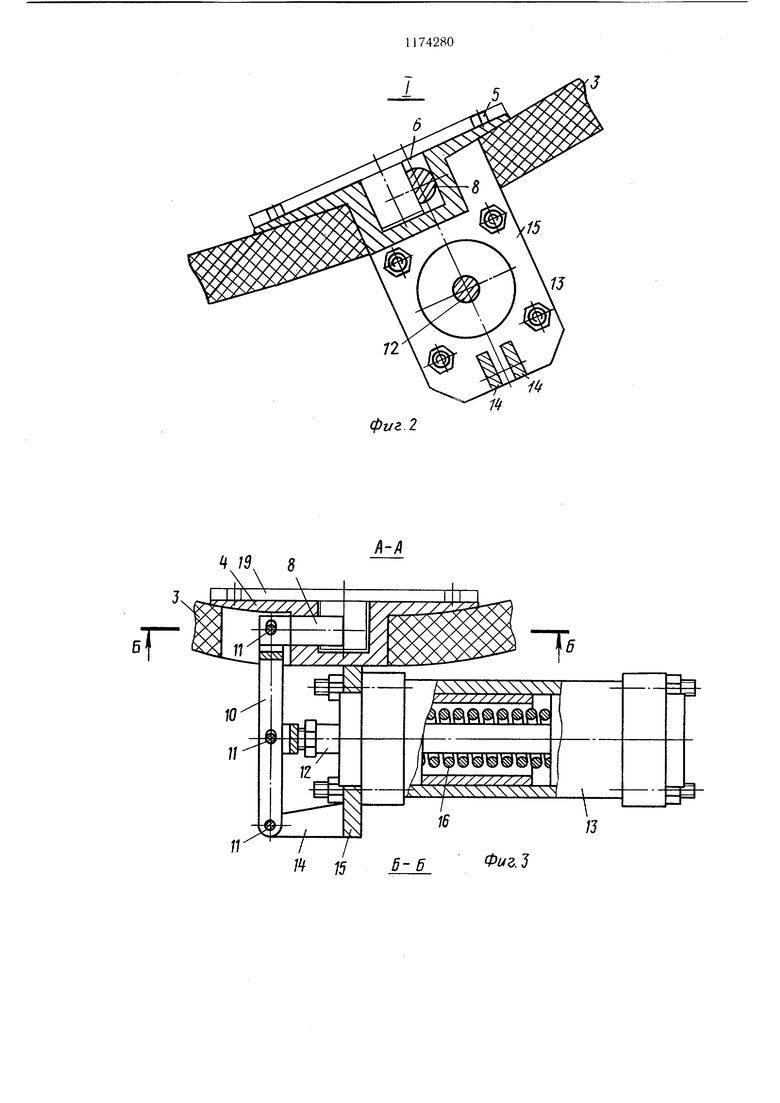
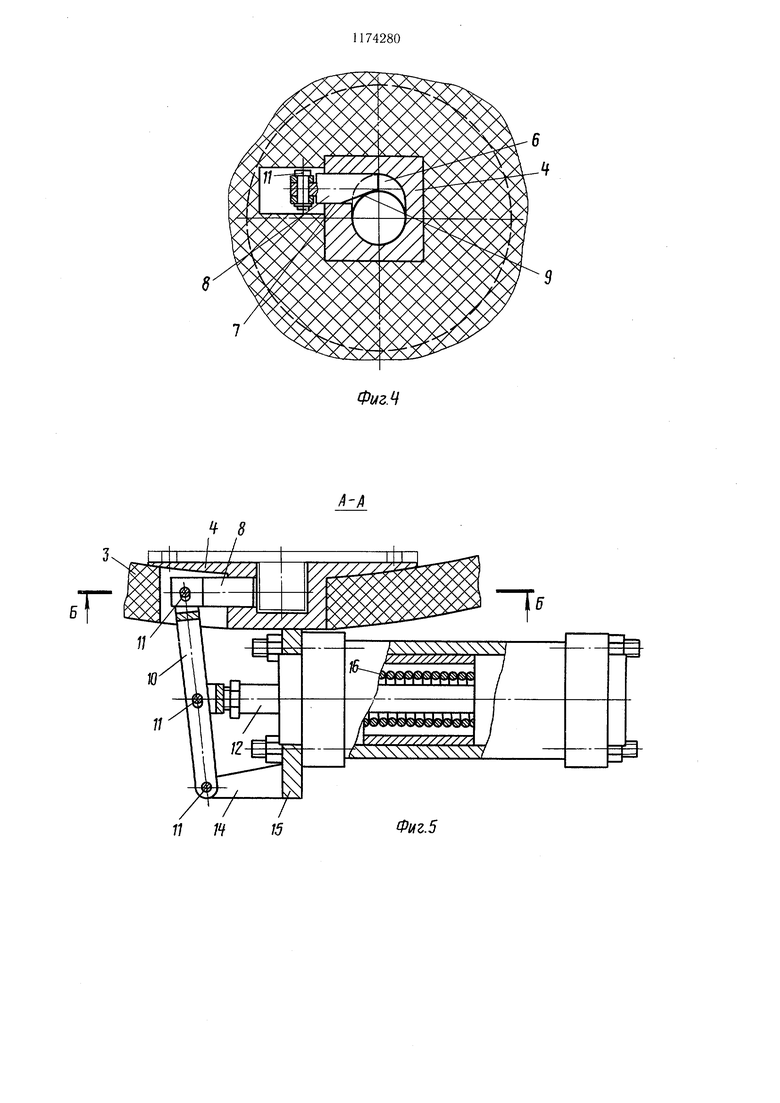
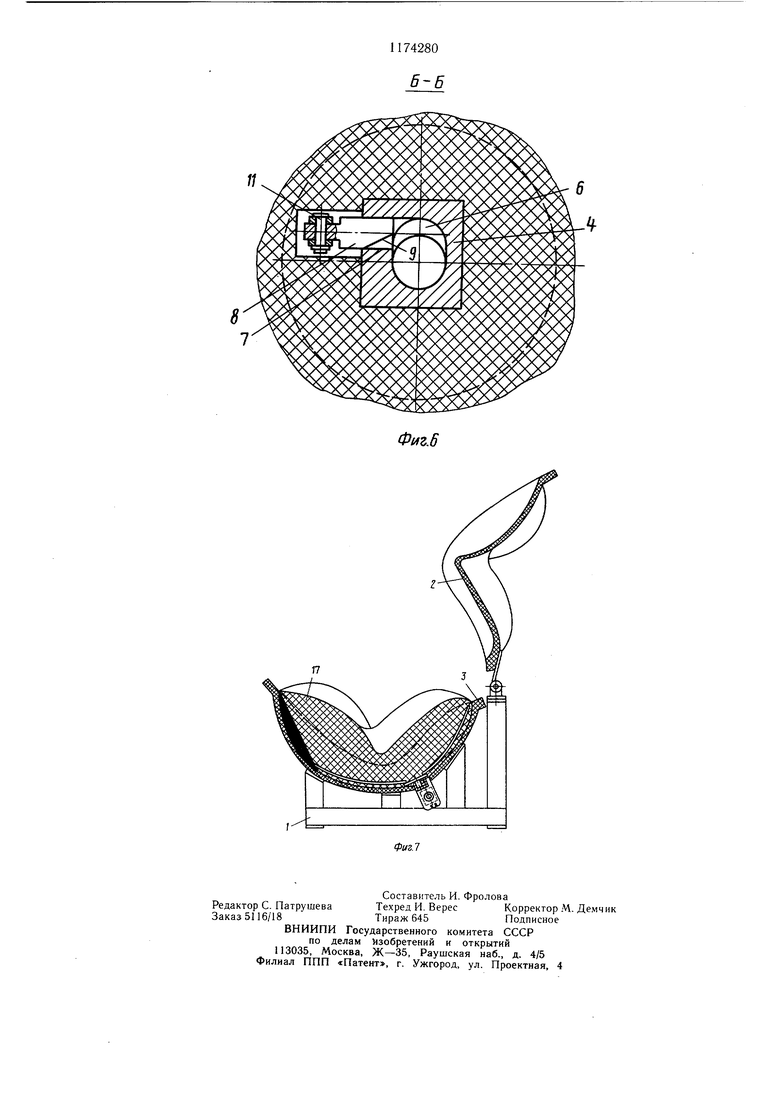
На фиг. 1 изображена пресс-форма, продольный разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1. (нижней части нижней полуформы); на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5-7 - положение пресс-формы в момент извлечения изделия.
Пресс-форма состоит из основания 1, верхней 2 и нижней 3 полуформ. Нижняя полуформа 3, изготовленная из стеклоткани, выполнена составной. В ее нижней части установлена закладная стальная деталь 4 с пальцами 5 и овальным пазом 6, служащая для установки и фиксации арматуры изделия.
Кроме того, в закладной детали 4 имеется отверстие 7, в котором расположен фиксирующий стержень 8 со скошенной головкой 9.
Стержень 8 шарнирно соединен с концом рычага 10 при помощи оси 11. Кроме того, рычаг 10 при помощи двух других осей 11 шарнирно соединен со штоком 12 привода 13 и кронштейном 14, которые жестко связаны со стойкой 15. Стойка 15 жестко соединена с закладной деталью 4.
Привод 13 выполнен в виде пневмоцилиндра одностороннего действия. Шток 12 подпружинен пружиной 16.
Выполнение паза овальной формы в предложенной пресс-форме обеспечивает извлечение изделия сложной пространственной формы, у которого стержень арматуры установлен под углом к вертикальной оси прессформы. Расположение стержня арматуры под углом к вертикальной оси пресс-формы обусловлено необходимостью равномерного заполнения нижней полуформы жидкой вспенивающейся композицией. За счет шарнирного соединения фиксирующего стержня посредством рычага с приводом для его перемещения обеспечивается полное освобождение стержня арматуры.
Пресс-форма работает следующим образом.
Посредством рычага 10 и щтока 12 путем подачи сжатого воздуха в пневмоцилиндр 13 выдвигают стержень 8 из паза 6. Арматуру устанавливают в открытую прессформу опорной пластиной с двумя отверстиями на два пальца 5, при этом стержень арматуры оказывается в овальном пазу 6 закладной детали 4. Пальцы 5 препятствуют повороту арматуры вокруг оси своего стержня.
Затем бесштоковую полость пневмоцилиндра привода 13 при помощи пневмораспределителя (не показан) соединяют с атмосферой и стержень 8 задвигается пружиной 16 через шток 12 и рычаг 10 в паз 6. При этом стержень арматуры фиксируется скошенной головкой 9 стержня 8. Далее закрывают верхнюю полуформу 2, закрывают замки (не показаны) и производят заливку жидкой композиции через отверстие в верхней полуформе 2 (отверстие не показано).
После окончания процесса формования переключают пневмораспределитель, при этом сжатый воздух подается в бесштоковую полость пневмоцилиндра 13 и шток 12 через рычаг 10 полностью выдвигает стержень 8 из паза 6. Стержень арматуры освобождается и изделие 17 можно извлекать из пресс-формы.
Как видно из фиг. 7, изделие 17 невозможно извлечь в направлении оси арматуры, так как этому препятствует стенка нижней полуформы 3 (см. затемненную область). Поэтому изделие 17 извлекают вверх под некоторым углом к оси стержня арматуры. Величина этого угла зависит от кривизны формуемого изделия. При извлечении изделия 17 из пресс-формы стержень арматуры свободно выходит из овального паза 6 закладной детали 4. После извлечения изделия из пресс-формы в последнюю закладывается новая арматура и процесс повторяется.
Использование данной пресс-формы дает возможность изготавливать изделия сложных пространственных форм, обеспечивая свободное извлечение изделия из прессформы.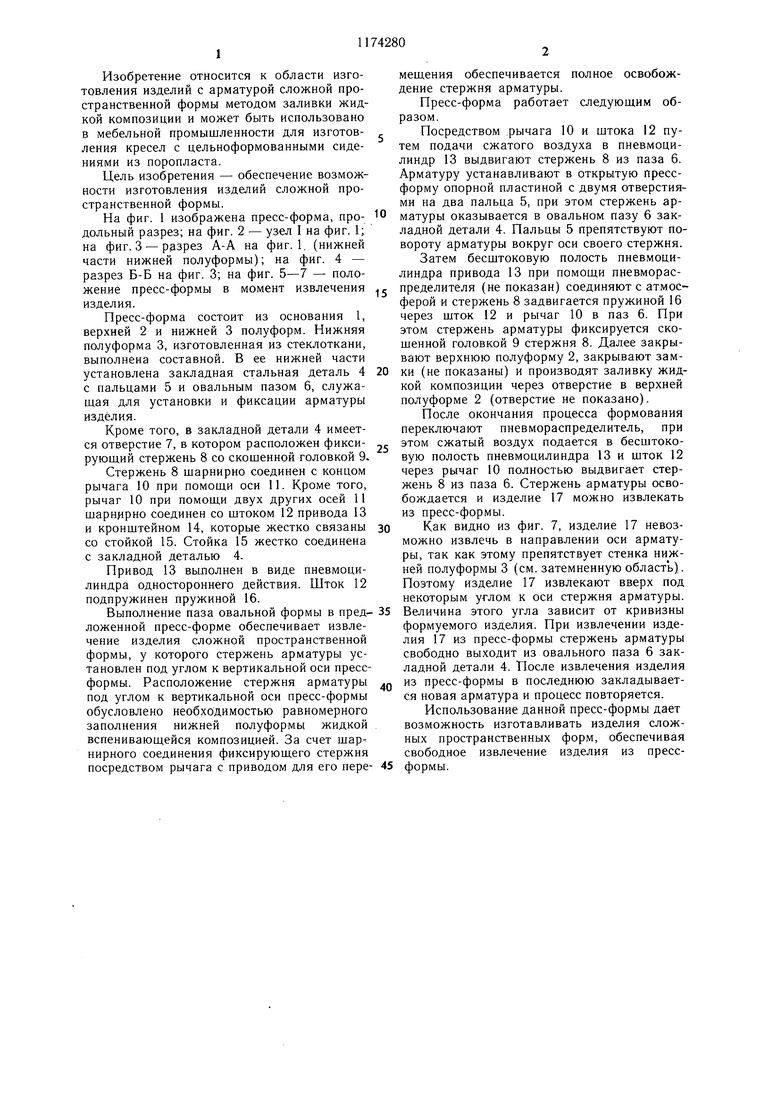
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПЛАСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2608393C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ ЦИЛИНДРИЧЕСКОЙ АРМАТУРЫ | 1971 |
|
SU311761A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Установка для литьевого прессования | 1981 |
|
SU1090570A1 |
| Машина для литья под давлением отливок, армированных многожильным канатом | 1976 |
|
SU747616A1 |
| Вулканизационный пресс для изготовления резиновых изделий с открытой полостью | 1968 |
|
SU267877A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Пресс-форма | 1972 |
|
SU438495A1 |
| ЗАХВАТ МАНИПУЛЯТОРА | 2001 |
|
RU2207246C1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С АРМАТУРОЙ, содержащая верхнюю полуформу и нижнюю полуформу с пазом под арматуру и с отверстием, в котором размещен фиксирующий арматуру подпружиненный стержень со скошенной головкой, установленный перпендикулярно направлению расположения арматуры, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий сложной пространственной формы, паз под арматуру выполненовальной формы, а фиксирующий арматуру стержень щарнирно связан посредством рычага с приводом для перемещения стержня, жестко закрепленным на нижней полуформе. сл NI ГчЭ 00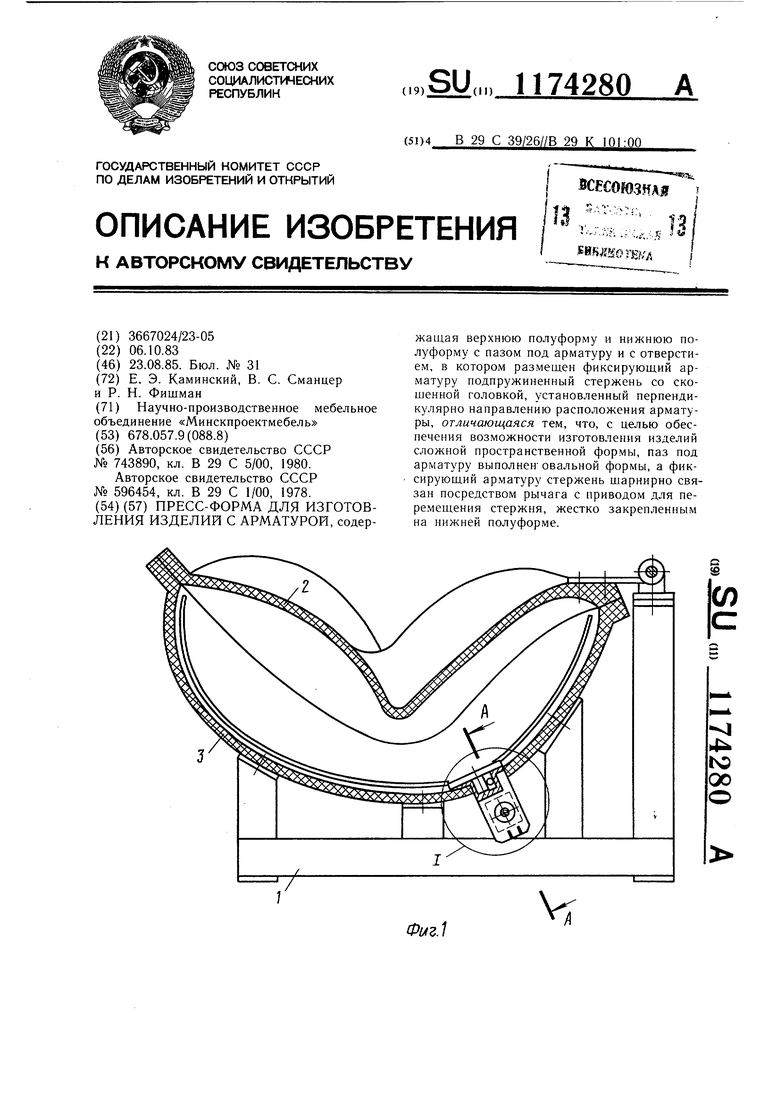
| Устройство для производства полимерных изделий с металлической стержневой арматурой | 1978 |
|
SU743890A1 |
| Солесос | 1922 |
|
SU29A1 |
| Форма для изготовления изделий с арматурой | 1976 |
|
SU596454A1 |
| Солесос | 1922 |
|
SU29A1 |
