1
Изобретение относится к порошковой металлургии, в частности к устройствам для заполнения прессформ металлическим порошком, при изготовлении изделий с асимметрично расположенными отверстиями.
Цель изобретения - повышение выхода годныхизделий за счет обеспечения равномерного распределения порошка в полости пресс-формы.
На фиг. 1 показана схема предлагаемого устройства; на фиг. 2 сечение А-А на фиг. 1.
Устройство для заполнения прессформ металлическим порошком содержи питатель 1, соединенный гибким шлангом 2 с бункером-накопителем 3 порошка, причем питатель 1 установлен с возможностью возвратно-поступательного перемещения по столу 4 пресса (пресс не показан). Питател 1 содержит распределительный механизм, выполненный в виде штыря 5, жестко связанного со штангами 6. Последние подпружинены пружинами 7 относительно оси пресс-формы 8. На гатыре 5 закреплен уплотняющий - хомут 9 с роликом 10. 7 прикреплены к питателю 1 колпачками 11.
Устройство для заполнения прессформы металлическим порошком работает следующим образом.
Из бункера-накопителя 3 металлический порошок по гибкому шлангу 2 поступает в питатель 1. В рабочем положении питатель 1 перемещается п столу пресса 4. По достижении конечного положения питатель 1 закрьшает пресс-форму, в которую под действием собственного веса засыпается порошок. При этом ролик 10, закрепленный хомутом 9 на штыре 5, вслед9142
ствие вертикального перемещения подпружиненных штанг 6 перемещается по сложной поверхности пресс-формы 8, уплотняя порошок в зоне наименьшего сечения пресс-формы 8 (в месте затрудненного течения порошка - в пространстве между пуансонами). При возвращении питателя 1 в исходное положение ролик 10 выходит из полости
пресс-формы. После прессования изделия процесс заполнения полости прессформы порошком повторяется.
Предлагаемое устройство опробовано при изготовлении изделий сложной
формы (в частности, фланцев корпуса транзистора). Максимальный диаметр фланца 25 мм, диаметр отверстий 7 мм, толщина перемычки между ними 1,5 мм, В качестве исходного материала использовался порошок меди марки ПМС-В, При использовании известного устройства для заполнения пресс-форм плотность порошка в непосредственной близости от пуансонов составляет
1,6-1,8 г/смЗ в остальных сечениях плотность составляет 2,7-2,8 г/см. При использовании предлагаемого устройства плотность порошка во всех сечениях пресс-формы составляет
2,6-2,7 г/см. После прессования порошка плотность изделия составляет 62-88% (известное устройство) и 85-88% предлагаемое . Брак после спекания равен 28-32 и 8-10% соответственно.
Следовательно, применение предлагаемого устройства позволяет повысить равномерность заполнения полости пресс-формы металлическим порошком и увеличить выход годных изделий с асимметрично расположенными отверстиями.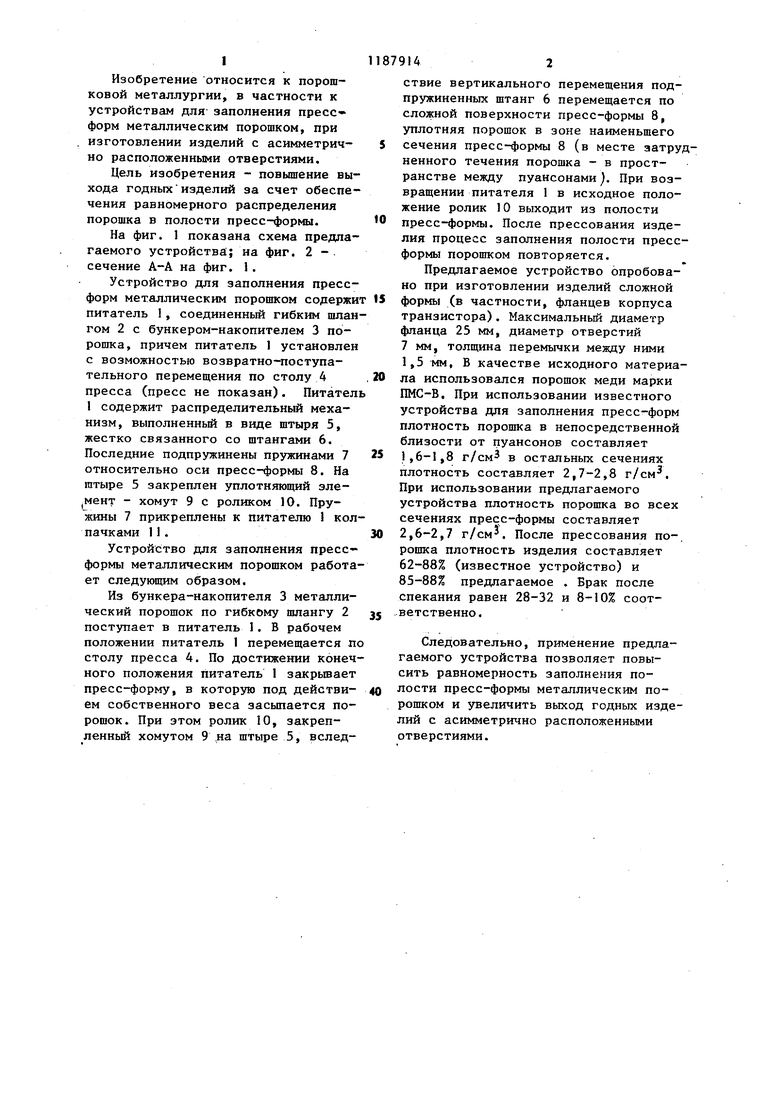
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| Устройство для последовательной загрузки разнородных порошков в пресс-форму | 1984 |
|
SU1255277A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Высокоскоростной молот для динамического прессования порошков | 1981 |
|
SU1039630A2 |
| Пресс-форма для горячего прессования тугоплавких порошков | 1984 |
|
SU1197870A1 |
| Установка для прессования изделий из порошка | 1987 |
|
SU1447572A1 |
| Механический регулятор высоты засыпки пресс-формы вертикального пресса | 1984 |
|
SU1183402A1 |
| Установка для прессования огнеупорных изделий, преимущественно воронок | 1990 |
|
SU1749038A1 |
| Пресс-форма для горячего прессования порошков | 1981 |
|
SU986594A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1971 |
|
SU303761A1 |
УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ПРЕСС-ФОРМЫ МЕТАЛЛИЧЕСКИМ ПОРОШКОМ, преимущественнопри изготовлении изделий с ac a мeтpичнo расположенными отверстиями, включающее бункернакопитель и питатель, установленный с возможностью возвратно-поступательного перемещения и соединенный с бункером-накопителем гибким шлангом, отличающеес тем, что, с целью повышения выхода годных изделий за счет обеспечения равномерного распределения порошка в полости пресс-формы, оно снабжено распределительным механизмом, выполненным в виде подпружиненных относительно оси пресс-формы штанг и штыря, жестко связанного со штангами, и уплотняющим элементом, закрепленным на штыре и выполнен9 ным в виде хомута с роликом. 00 NO
| Устройство для загрузки кольцеобразных пресс-форм | 1977 |
|
SU630091A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Кипарисов С.С | |||
| и Либенсон Г.А | |||
| Порошковая металлургия | |||
| М.: Металлургия, 1980, с | |||
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
