1 .
Изобретение относится к литейному производству, в частности k поворотно-протяжным устройствам, используемым в поточных линиях пескометной формовки крупногабаритных литейных форм.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для кантования и протяжки крупно- fo габаритных литейных форм, содержащее приводной поворотный корпус, несущий механизм прижима и выходной рольганг, диаметрально противоположно которому размещены механизм подъема t-s модельно-опочного комплекта и выдвижная тележка l .
Недостатком данного устройства является то, что поворот корпуса устройства для кантования опоки и про- 20 тяжки модельного комплекта производится совместно с тележкой, которой должен быть обеспечен подвод энергии, чтобы обеспечить ра.боту механизмов
тележки при повороте корпуса устройства. Кроме этого, центр масс тележки значительно удален от оси вращения корпуса, что приводит к увеличению мощности привода поворота и нагрузок на металлоконструкцию и другие механизмы устройства.
Цель изобретения - упрощение конструкции, сокращение металлоемкости с одновременным уиеньшением потребляемой мощности.
Указанная цель достигается тем, что устройство, содержащее приводной поворотный корпус,несущий механизм прижима и выходной рольганг, диаметрально противоположно которому размещены механизм подъема модельноопочного комплекта и выдвижная тележка, снабжено размещенным на выдвижной тележке приемным рольгангом и упорами, установленными на корпусе по периметру с внешней стороны выдвижной тележки, причем механизм подъема модельно-опочного комплекта также смонтирован на корпусе кантователя и выполнен в виде установленных попарно с двух сторон выдвижной тележки поршневых приводов.
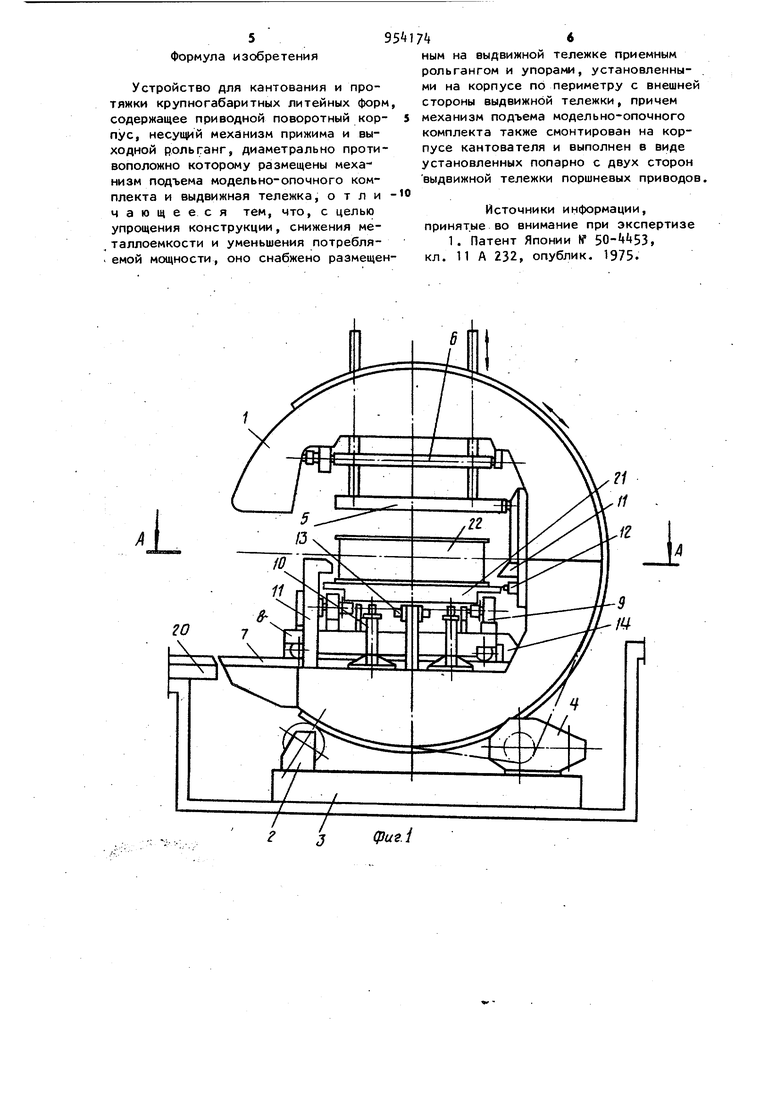
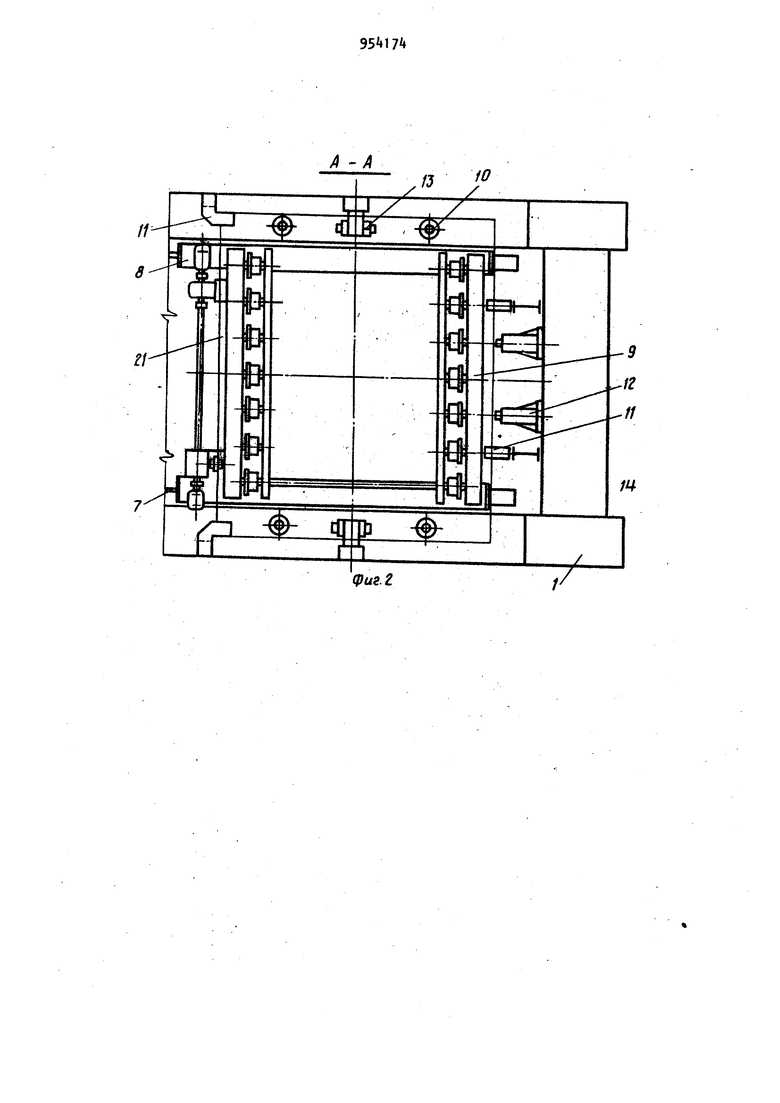
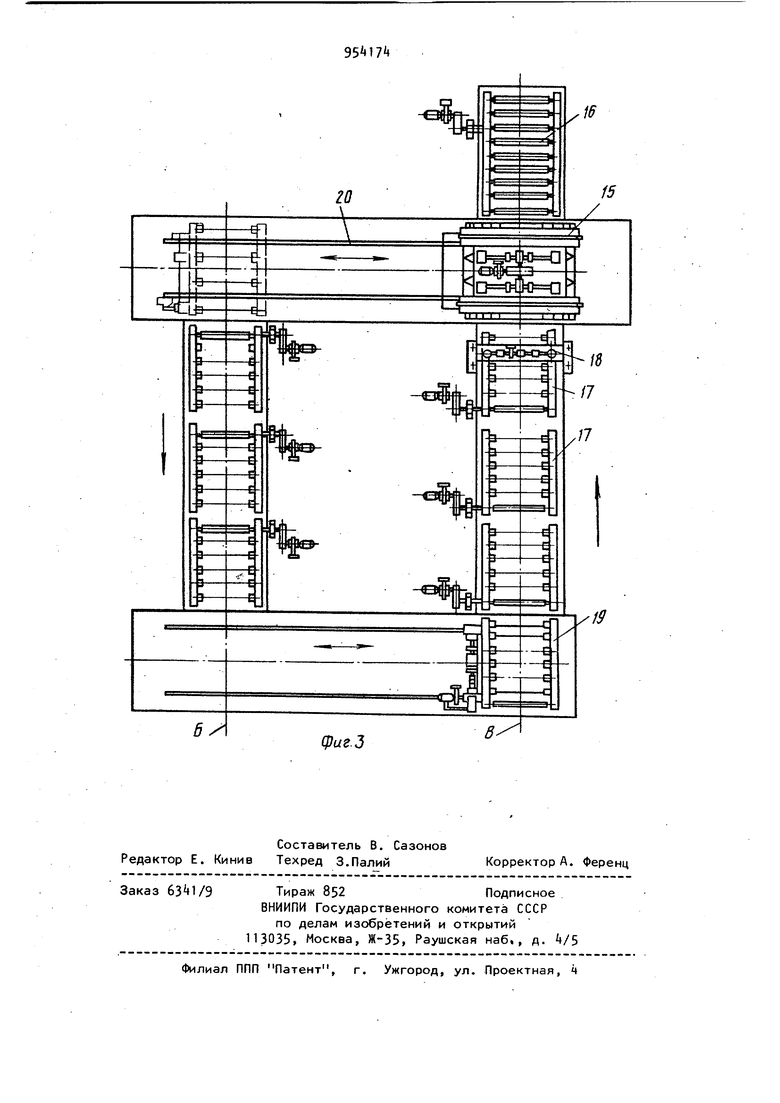
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фит. 1; на фиг. 3 - формовочная линия с применением предлагаемого устройства, в плане.
Устройство содержит подковообразный корпус 1, установленный на опорных роликах 2, закрепленных на раме 3. Корпус приводится во вращение приводом поворота 4. Внутри корпуса установлены механизм протяжки 5 форм приводной рольганг 6 для выдачи гоТОБОЙ формы, рельсовый путь 7 для передаточной тележки 8, на которой закреплен рольганг 9 механизм подъе ма 10 опочного комплекта, жесткие упоры 11, механизм поджима 12 подмодельной плиты, а также вибраторы 13 и-упоры 1 для тележки. Формовочная линия с применением предлагаемого устройства 15 содержит приемный рольганг 16 для приема формы, приводные рольганги 17 для перем щения комплекта по формовочным операциям, механизм срезки 18 для удаления формовочной земли заподлицо с контрладйм опоки, вторую передаточную тележку 19 для передачи комп лекта с одной линии рольгангов на другую и рельсовый путь 20. Опочный комплект состоит из подмодельяой пли ты 21 и опоки 22. Устройство работает следующим образом. В исходном положении передаточная тележка 8 расположена внутри подково образного корпуса 1, при этой тележка прижата к упору I и ось рольганга 9 совпадает с осью линии рольгаИгов В. Механизмы подъема 10 и поджима 12 сжаты и не препятствуют движению опочного комплекта. Механизм протяжки форм 5 находится в крайнем верхнем положении. Заформованный модельный комплект рольгангом 17 перемещается на рольГанг 9 через механизм срезки 18. Нос
ле перемещения комплекта на рольганг
9приводы рольгангов 9 и 17 отключаются, срабатывает механизмподжима 12 и механизм подъема 10. Подмодельная плита 21 механизмом подъема
10прижимается к упорам 11, а механизм поджима 12 служит для удержания комплекта в исходном положении
при повороте кантователя. Подъем опочного комплекта механизмом подъема 10 производится на такую высоту, чтобы обеспечить свободный проезд тележки. После подъема опочного комплекта одновременно включаются приводы механизма протяжки 5 и тележки 8, выезжающей из корпуса 1 устройства, а механизм протяжки поджимает комплект сверху. Затем производится поворот корпуса 1 на 180 по часовой стрелке приводом поворота до совмещения плоскости рольганга 6 с плоскостью роль.ганга 16. После сраб.атывасвету 2500x3000 мм и высотой 1000 мм показывают, что мощность механизма поворота уменьшается с 25 до 15 квт за счет уменьшения эксцентриситета расположения центра масс вращающихся частей устройства. Уменьшение нагрузок позволяет уменьшить металлоемкость устройства. ния датчика включаются вибраторы 13 и механизм протяжки 5, а опока 22 движется вниз и ложится на рольганг 6, который выдает опоку на приемный рольГанг 16. Реверсивное вращение корпуса 1 на 180 против часовой стрелки возвращает устройство в ис- , ходное положение. Передаточная тележка 8 по рельсовым путям 20 и 7 возвращается в корпус 1 устройства. Механизмы подъе(а 10 и поджима 12 отходят в исходное положение и подмодельная плита 21 устанавливается на рольганг 9, а тележка 8 перемещается до линии рольгангов Б. Освободавшись от подмодельной плиты 21, передаточная тележка 8 возвращается по рельсовым путям 20 и 7 в корпус 1 и устанавливается так, что рольганг 9 совмещается с линией рольгангов В для приема очередного отформованного модельного комплекта, т.е.. вновь повторяется цикл работы. Применение предлагаемого устройства позволяет упростить конструкцию, уменьшить потребляемую мощность и сократить металлоемкость устройства. Так, например, поворот корпуса без тележки на 180, позволяет ликвидировать сложную систему подвода электроэнергии и сжатого воздуха (или рабочёй жидкости гидросистемы) к тележке и..механизмам поджима. Кроме, этого, расчеты устройства грузоподъемностью 25 т для кантова|Ния И-яротяжки опок с размерами в Формула изобретения Устройство для кантования и протяжки крупногабаритных литейных форм содержащее приводной поворотный корпус, несущий механизм прижима и выходной рольганг, диаметрально противоположно которому размещены механизм подъема модельно-опочного комплекта и выдвижная тележка, о т л и чающееся тем, что, с целью упрощения конструкции, снижения металлоемкости и уменьшения потребляi емой мощности, оно снабжено размеще i ным на выдвижной тележке приемным рольгангом и упорами, установленными на корпусе по периметру с внешней стороны выдвижной тележки, причем механизм подъема модельно-опочного комплекта также смонтирован на корпусе кантователя и выполнен в виде установленных попарно с двух сторон выдвижной тележки поршневых приводов, Источники информации, принятые во внимание при экспертизе 1. Патент Японии № , кл. 11 А 232, опублик. 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Зажимное устройство для опоки и подмодельной плиты | 1980 |
|
SU939163A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| Поворотно-протяжная машина | 1974 |
|
SU519282A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
} Афиг. г
фиг.З
