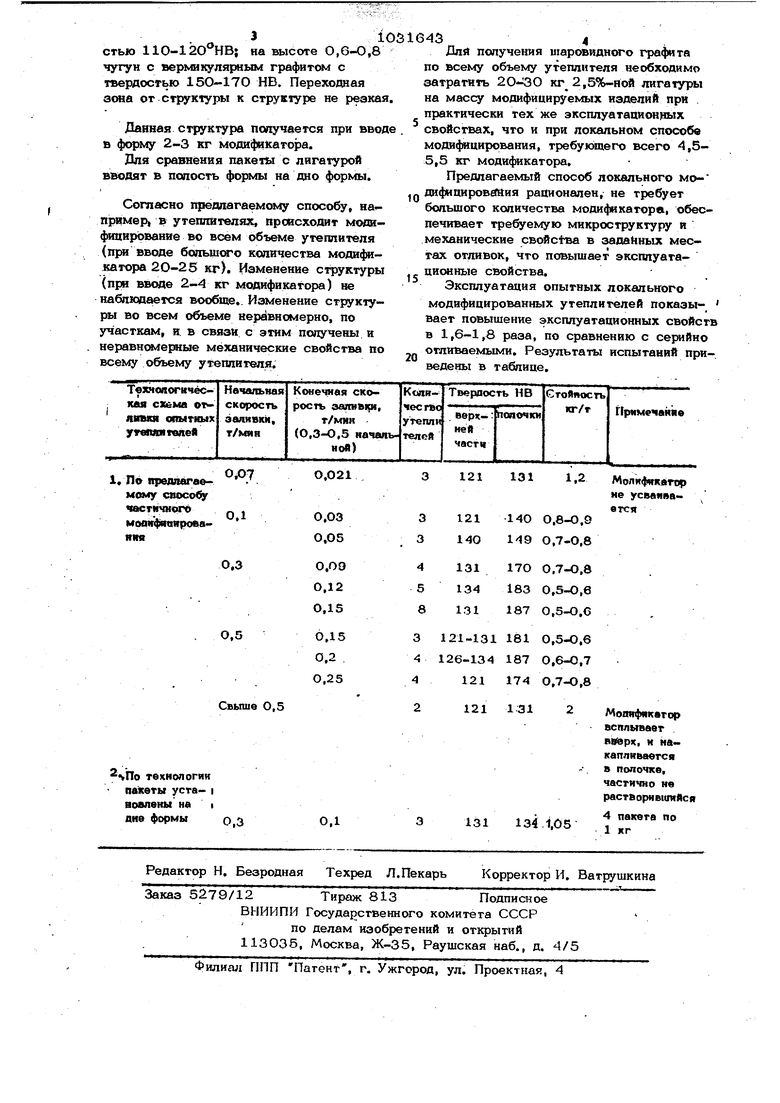
Изобретение относится к литейному производству, а именно к модифицирующе обработке чугуна в форме. Известен способ модифицирования изделия из чугуна, включающий введение модификатора в форму вставками из прессованной лигатуры с 40-60% Мс, раздробленной и закрепленной крепителем в виде вставок толщиной 4-5 мм tl Такой способ приводит к повышенному расходу модификатора и к неравномер ности механических свойств по сечению отливок типа утеплителей, что отрицатель но сказывается на эксплуатационных свойствах чугунных изделий, Известен также способ модифицирован чугунных- изделий, включающий введение моди({ 1каторов в виде вставок в литейную форму, имеющих 35-52% М( и заливку жидкого чугуна 2 . Однако данный способ не позволяет существенно сйизить расход модификатор , хотя обеспечивает формирование трех (. зон: с шаровидным графи том, переходным и со среднепласгинчатым графитом. Цель изобретения - снижение расхода модификатора и повышение эксплуатацион ной стойкости чугунных отливок, наприме утеплителей. Поставленная цель достигается тем, что в способе локального модифицировани угунных отливок, преимущественно утеп иителей, включающий введение модификатора в полость литейной формы в нескби ких упаковках и заливку в нее расплава чугуна, упаковки с модификатором вводя .на 0,6-О,7 высоты от днища литейной формы равномерно по ее периметру, причем скорость заливки чугуна от уровня размещения модификатора устанавливают пропорционально снорости растворения модификатора. Например, для Fc - Si - Со| модификаторов скорость заливки устанав ливают в пределах 0,1-0,5 т/мин. На чертеже показан схематический разрез формы утеплителя с литниковой системой. На чертеже обозначено: земляная форма 1 со стержнем 2, модификатор 3, литниковая система 4, плита 5, предохр няющая стержень от всплытия. Способ осуществляют следукяцим образом. Модификатор предварительно упаковывают в пакеты. В земле изготавливают ijxjpNfy 1 с литниковой системой 4, устаimiviHRniOT ст€ ржсиь 2 и пакеты с модификатором 3, которые вводят между стенкой формы 1 и стержнем 2 на высоте 0,6-О,7 от дмшца формы. Форму 1 накрывают Плитой 5, предохраняющей стержень 2 от всплытия при заполнении ее чугуном. Залившгу чугуна ведут через литниковую систему с неконтролируемой скоростью до уровня введения модификатора, а затем устанавливают ее пропорционально скорости растворения моди4 1катора в упаковках. Пример. В качестве лигатуры применяют модификатор, имеющий в составе железо-кремний-магннй-кальций производства Челябинского электрометаллургического комбината с содержанием магния до 1О% и редкоземельных элементов До 9%. Перед использование, моди4№1катор дробят до 4 акиии 0,S1,5 мм и помещают в пакеты массой 0,5-1 Rr, изготовленные из полиэтиленовой пленки. Пакеты с модификатором вводят непосредственно в полость формы утеплителя на высоту 0,6511 (нижний уровень пакетов O,6ti , верхний - 0, ). Кояичество пакетов 4. Пакеты вводят равномерно по периметру формы. Заполнение формы металлом производят из двухтонного разливочного ковша через литниковую систему, расположенную на 1/4 высоты утеплителя. Для запивки применяют чугун. СМпSi3Р 3,8-4,20,5-1,20,7-1,1 О,О04 0,О4 Температура заливаемого чугуна 1280-1320 С. Заливку формы до нижнего уровня пакетов проводят с нбконтрояируемрй скоростью, определяемой объектом приемной чаши и пропускной способностью литниковой системы в данном случае она составляет 0,25 т/мин. После этого объем приемной чащи уменьшают вставкой из огнеупорного клина таким образом, что скорость заливки ехала -соответствовать линейной скорости растворения ггакетсв, а именно 0,12 т/1у1ин. Окончательную доливку производят с неконтролируемой скоростью, для-чего из приемной чаши удаляют огнеупорный клин. В процессе заливки не наблюдается т роэ4к})екта, дымовыделение слабое. В опытных чугунных утеплителях получают следукицие структуры и свойства: нижней части утеплителя на высоте до 0,6 утеплителя микроструктура серого чугуна с пластинчатым графитом с твердостью ИО-12О НВ; на высоте 0,б-О,8 чугун с вермикулярным графит л с твердостью 15О-17О НВ. Переходная зона от структуры к структуре не резкая Данная структура получается при ввод в форму 2-3 кг мoдификaтojpa. Цля сравнения пакеты с лигатурой вводят в полость формы на дно формы. Согласно предлагаемому способу, на пример) в утеплителя, происходит мо№фицнрование во всем объеме утеплителя (при вводе большего количества модификатора 2О-25 кг). Изменение структуры (при вводе 2-4 кг модификатора) не наблюдается вообще.. Изменение струк1уры во всем объеме неравномерно, по участкам, я. в связи с этим псотучены и неравн(4ер1ые механические свойства по всему объему утеплителя. 1 43 ЛлЯ получения ишровкдного графита по всему объему утеплителя необходимо затратить ,5%-ной лигатуры на масс модифицируемых изделий при практически тех же эксплуатационных свойствах, что и при локальном способе модифицирования, требующего всего 4,55,5 кг модификатора. Предлагаемый способ локального модифицировбГаия рационален, не требует большого коанчества модификатора, обеспечивает микроструктуру и механические cвoйctвa в задаЬных местах отливок, что повышает эксплуатационные свойства. Эксплуатация опытных локального модифицированных утеплителей показывает повышение эксплуатационных свойств в 1,6-1,8 раза, по сравнению с серийно отливаемыми. Результаты испытаний приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| Способ модифицирования чугуна в литейной форме | 1983 |
|
SU1134290A1 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1981 |
|
SU996455A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2023 |
|
RU2814095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Литниковая система | 1982 |
|
SU1060296A1 |
| Литниковая система для внутриформенного модифицирования | 1982 |
|
SU1044410A1 |
| Способ получения чугуна с шаровиднымгРАфиТОМ | 1979 |
|
SU834141A1 |
| Способ модифицирования высокопрочного чугуна с вермикулярным графитом и устройство для его осуществления | 1986 |
|
SU1388435A1 |
СПООЖ ЛОКАЛЬНОГО МОДИФИЦИРОВАНИЯ ЧУГУННЫХ отЛивок, например утеплителей, включающий введе ние в рабочую полость литейной формы модификатора, размешеннся о в нескольких упаковках, и заливку в нее расплава чугуна, отличаюший ся тем, что, с цепью снижения расхода модификатора при одновременн 4 повьпиении стойкости отливок, упаковки с модификатором вводят на О,6-О,7 высоты от дниша литейной формы равномерно по её периметру, причем скорость заливки чугуна рт уровня размещения Модификатора устанавливают пропорционально скорости растворения моШ1(}«катора. (Л оо а САЭ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузьмин И | |||
| В | |||
| и др | |||
| Локальное моди тдирование чугуна магнием в форме | |||
| - Литейное производство , 1977, № 3, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кузьмин И | |||
| В | |||
| Бондарев П | |||
| П | |||
| Поверхносгаое модифицирование чугунных отливок магнием | |||
| - Литейное производство, 1974, № 5, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
