U . /
(Л
/ S
Изобретение относится к сварке металлов и может быть использовано в сварочном оборудовании с механизированной подачей в различных отраслях промышленности.
По основному авт. св. № 941063 известен направляющий канал для подачи проволоки к месту сварки, состоящий из металлической трубки, которая выполнена тонкостенной и гибкой, а наружный диаметр и толщина стенки связаны с диаметром подаваемой проволоки следующими соотнощениями:
D (1,21...2,5) dj,p; 6(0,1...0,5)dnp,
где D - наружный диаметр трубки; & - толщина стенки трубки; диаметр проволоки. Для обеспечения хорощего качества сварки использование такого канала не исключает необходимости применения традиционного механизма правки проволоки, приемной втулки перед подачей ее в канал.
Цель изобретения - упрощение конструкции сварочных аппаратов и снижение их материалоемкости за счет совмещения операций приема, правки и направления проволоки в канале.
Указанная цель достигается тем, что в направляющем канале по авт. св. № 941063 один из участков трубки, расположенный на расстоянии от начала канала не менее 30 наружных диаметров трубки, выполнен в виде части витка спирали в пределах 0,25- 0,5 длины витка с углом его подъема в пределах 0-89°.
Кроме того, канал выполнен составным. На чертеже изображена общая схема подачи проволоки к месту сварки с использованием направляющего канала а - конструкция канала, предусматривающая правку проволоки только в одной плоскости, т. е. от кривизны, полученной проволокой при намотке ее в катущку; б - конструкция, предусматривающая правку проволоки, имеющей кроме кривизны, полученной при намотке в катушку, и другие, случайные искривления, расположенные в различных плоскостях относительно оси подачи проволоки) .
Направляющий канал 1 из тонкостен.ной металлической трубки на начальном участке А от подающих звеньев механизма 2 подачи проволоки 3 жестко закреплен в опоре 4. На участке Б направляющий канал изогнут в виде части витка спирали. Конечный участок канала 1 жестко связан с мундштуком 5. Катушка 6 с проволокой 3 расположена перед направляющей втулкой 7 механизма 2 подачи. Для оперативной замены отдельные участки канала 1 имеют разъемы 8.
Устройство работает следующим образом.
Проволоку 3 с катушки 6 через направляющую втулку 7 пропускают между разведенными подающими звеньями механизма 2 подачи и вводят в приемную втулку, роль которой выполняет начальный участок А канала 1 до опоры 4. Обжимают проволоку 3 звеньями механизма 2 подачи и включают его электропривод (не показан). При этом проволока 3 из начального участка А проходит по каналу 1 до участка 6, выполняющего функции механизма правки. Далее проволока 3 по продолжению канала 1 через мундштук 5 поступает к месту сварки.
При работе направляющего канала для подачи проволоки к месту сварки (по схеме а) обеспечивается правка проволоки от значительных, постоянных радиальных искривлений, расположенных в одной плоскости относительно оси подачи проволоки (от кривизны, приобретенной проволокой при намотке ее на катущку). При этом выправляются и отдельные неровности проволоки, расположенные под некоторым углом к плоскости ее витка в катушке. Для этого достаточно участок б канала 1 изогнуть в сторону, противоположную искривлению проволоки 3 в катущке, 6, в виде четверти витка спирали с углом подъема витка 0°, т. е. выполнить изгиб канала 1 в плоскости, параллельной плоскости витка проволоки 3 в катущке 6.
Для тщательной правки проволоки от искривлений, расположенных в различных плоскостях относительно оси подачи необходимо и достаточно участок Б канала 1 изогнуть на оправке в виде половины витка спирали, но уже с углом подъема до 89°, но не более, так как при угле подъема витка равном 90° спираль вытягивается в прямолинейный участок.
Начальный участок А предлагаемого направляющего канала представляет собой «плавающую приемную втулку, самонастраивающуюся на выходную из подающих звеньев проволоку даже тогда, когда подающие звенья механизма 2 подачи и отверстие в опоре 4 имеют погрешность изготовления или сборки со значительными смещениями от оси подачи проволоки. При этом минимальная длина начальной части канала на участке А не должна быть менее 5 наружных диаметров канала, так как сведется на нет эффект «плавания приемной втулки из-за чрезмерно большой ее жесткости даже если толщина стенки канала будет приближаться к 0.
Максимально допустимая длина начальной части канала на участке А (приемной втулки) должна составить не более 30 наружных диаметров канала, так как в зависимости от толщины стенки канала при дальнейшем увеличении его длины может
либо произойти потеря устойчивости «плавающей втулки (если толщина стенки канала приближается к О и проволока на выходе из канала встретилась с препятствием, либо может потребоваться больший расход металла на изготовление канала с большей толщиной стенки, что увеличивает габариты и вес направляющего канала.
Такая конструкция трубки канала способствует отказу от традиционного механизма правки проволоки, размещаемого всегда перед входом проволоки в направляющий канал, и позволяет выполнять правку проволоки внутри самого направляющего канала на участке Б.
Использование предлагаемого направляющего канала для подачи проволоки к месту сварки позволит упростить сварочное оборудование и снизить его материалоемкость.
Экономический эффект от применения предлагаемого направляющего канала в сварочных аппаратах составит не менее 100 руб. в год на единицу оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2235006C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1986 |
|
RU2012460C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ЩЕЛЕВОГО ФИЛЬТРА | 2008 |
|
RU2394662C1 |
| Устройство для направления сварочной проволоки | 1984 |
|
SU1259578A1 |
| Способ автоматической электродуговой сварки и устройство для его осуществления | 1990 |
|
SU1715533A1 |
| Цепевязальный автомат и способ вязки цепи цепевязальным автоматом | 2023 |
|
RU2827820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| Станок для правки и резки проволоки | 1974 |
|
SU505476A1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1991 |
|
RU2024379C1 |
Г. НАПРАВЛЯЮЩИЙ КАНАЛ ДЛЯ ПОДАЧИ ПРОВОЛОКИ К МЕСТУ СВАРКИ по авт. св. № 941063, отличающийся тем, что, с целью упрощения конструкции сварочных аппаратов и снижения их металлоемкости путем совмещения операции приема, правки и направления проволоки, один из участков трубки, расположенный на расстоянии от начала канала не менее 30 наружных диаметров трубки, выполнен в виде части витка спирали в пределах 0,25-0,5 длины витка с углом его подъема в пределах О-89°. 2. Направляющий канал по п. 1, отличающийся тем, что он выполнен составным.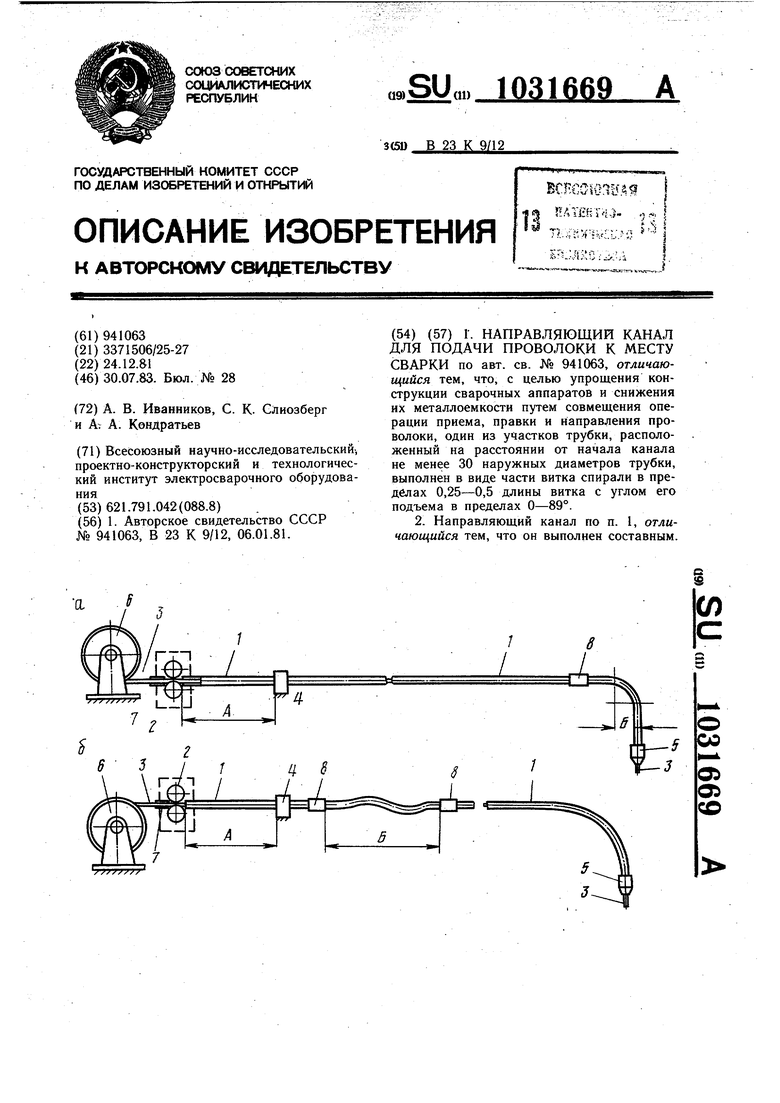
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Направляющий канал для подачи проволоки к месту сварки | 1981 |
|
SU941063A1 |
