Изобретение относится к сварке,
в частности к устройствам для подачи проволЬки, и может быть использовано в сварочньк автоматах и полуавтоматах, применяемых в различных отраслях-народного хозяйства.
Целью изобретения является повышение стабильности подачи проволоки и долговечности устройства путем исключения заклинивания ее витками про волочной спирали.
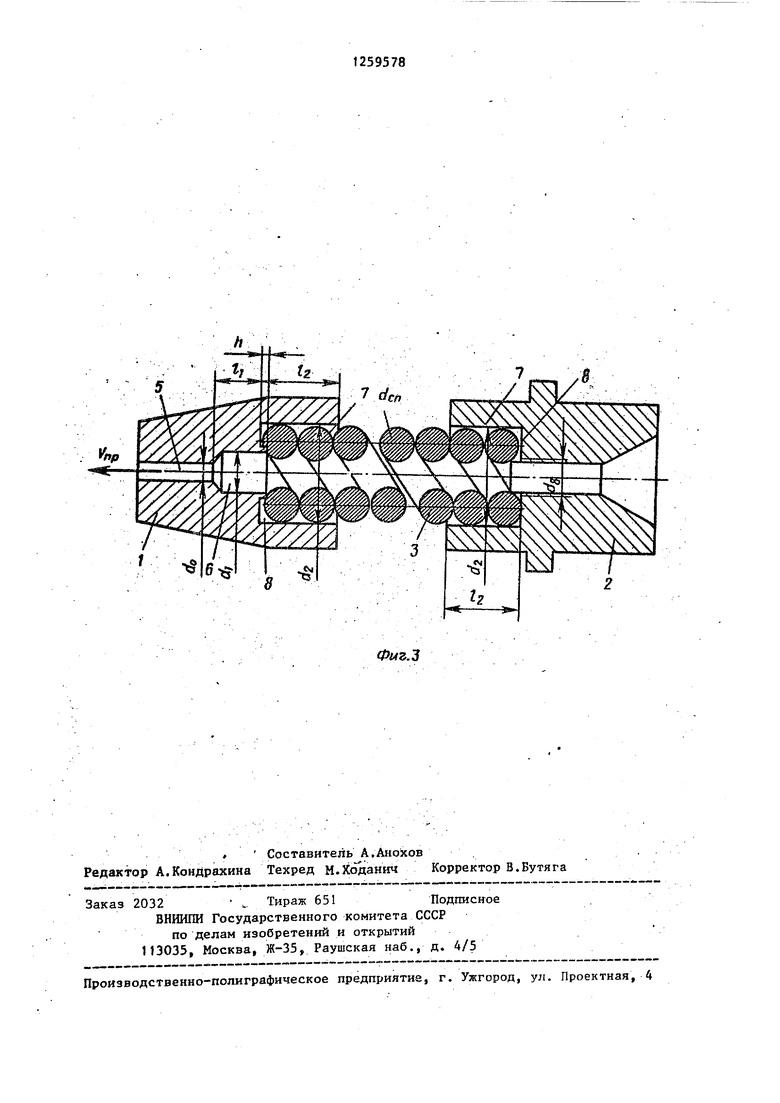
На фиг. 1 изображено устройство, в котором полости размещения крайних витков в проволочной спирали гибкого элемента выполнены в виде клина; на фиг. 2 - устройство, установленное на планшайбе трубосварочного автома Taj на фиг. 3 - устройство-с.полостя ми раз мещения крайних витков спирали в виде-прямоугольника.
На фиг. 1 - 3 обозначено:
cti
- диаметр проволоки спирали, V,,p - скорость подачи сварочной проволок-и, м/с
Ч - угол наклона клиновой поверхности полости относительно направления движения сварочной проволоки, град.; .
dj - диаметр калибрующего канала мундштука у fм;
d диаметр промежуточного кана- .ла мундштука, мм;
d. - диаметр канала для размеп ения Гибкого элемента, мм;
h - глубина полости прямоугольной формы для размещения крайних витков проволочной спирали гибкого элемента, мм; .
d. - внутренний диаметр прямоуголь ной полости размещения крайних витков спирали, мм;
t - длина промежуточного канала кгундштука, мм;
, f - длина канала для размещения гибкого элемента, мм.
Устройство для направления сварочной проволоки содержит (фиг. 1) мундштук 1 и приемную втулку 2, которые соединены между собой Гибким элементом 3 в виде проволочной спирали диаметрам d . Тракт для прохождения сварочной (присадочной) проволоки 4 (фиг. 1 и 3) состоит из калибрующего канала 5 диаметром d,, промежуточного канала 6 диаметром d, (1,2-1,3)d и длиной 1 (3-5). и канала 7 для размещения и заделки г ибкого элемента 3, диаметр которого равен dj
соотношении
СП
а длина . d,
ta
(8-10)
1,15-1,2. В тракте
§
для прохождения сварочной проволоки 4 у входного торца мундштука 1 и выходного торца приемной втулки 2, выполнены фигурные полости, 8 для размещения крайних витков проволочной спирали гибкого элемента 3. Причем полость 8 может быть выполнена в виде клина, наклонная поверхность которого составляет тупой угол Ч 93°- ЮО относительно направления движения сварочной проволоки, 5 либо прямоугольной формы h(0,3 - -0,5)dcn и внутренним диаметром d- (1,51.,6)d.
При использовании устройства -для подачи сварочной проволоки 4 под неплавящийся электрод 9 его крепят,- например на планшайбе 10 трубосварочного автомата, при этом приемную втулку 2 размещают соосно точке контакта приводных роликов 11, через которые пропущена присадочная проволока 4 с катушки 12 ;у:я подачи ее под электрод 9.
Устройство работает следующим образом.
0
5
30
5
0
5
0
Присадочная проволока 4 с катушки 12 приводными подающими роликами 11 через приемную втулку 2, гибкий элемент 3 из проволочной спирали и мундштук 1 подается к месту сварки, например, стыку неповоротной трубы, под электрод 9, где горит дуга. При этом крайние-витки проволочной спирали 3 с внутренней стороны стираются, сминаются соседними внткам и под действием их давления попадают в фигурные полости 8, при этом, опираясь на наклонную поверхность клинопой полости или прямоугольную стенку, выступающей в сторону обратную относительно на- правления движения сварочной прово- . локи поверхности прямоугольной полости, крайние витки не затягиваются в промежуточный 6 или калибрующий 5 каналы тракта, а наоборот, растягиваются в обратном направлении и заедания проволоки при ее перемещении по тракту не происходит, что по сравнению с прототипом повышает стабильность подачи сварочной проволоки 4, надр.жность работы уст- ройстла. Лля уснлуняя этог о зффек- . а геометрические размеры устройст 1259578
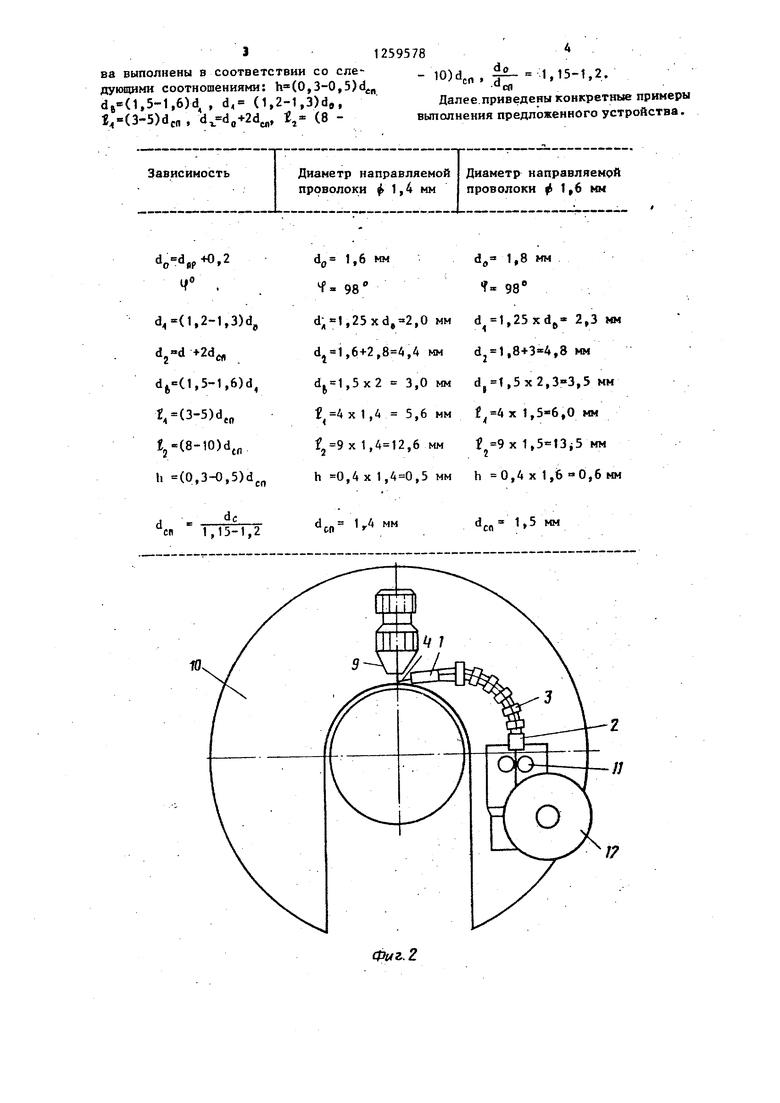
ва выполнены в соответствии со следующими соотношениями: h(0,3-0,5)d d6(1,5-1,6)d , ад (1,2-1,3)d9, I,,-(3-5)dcn . d,, t,« (8 -
вы
Зависимость
Диаметр направляемой проволоки 1,4 мм
Vd.p,2 Ч° .
d,(1,2-1,3)d «1г 2d.fl ,5-1,6)d, t,{3-5)d,„ tj-(8-10)d, h (0,3-0,5)d
СП
dj, 1,6 1,8 MM
98
d;,1,25xd,2,0 MMd 1,25 x d 2,3 MM
,6+2,,4 MMd 1,,8 MM
d 1,5x2 3,0 MMdj t,5x2,3-3,5 MM
X 1,A 5,6 1,5-6,0 MM
1,,6 1, MM
h 0,4 X 1,,5 MMh 0,4 X 1,i6 «0,6 MM
dc
Cfl
1,15-1,2
dcft U4 MM
- 10)d
do
en d
cfl
1,15-1,2.
Далее.приведены конкретные примеры выполнения предлокенного устройства.
Диаметр направляемой проволоки 1,6 км
d- 1,5 MM
/7
.2
. Составитель А.Анохов Редактор А.Кондрахина Техред М.Ходанип Ко р ректор В.Бутяга
каз2032 ..тираж 651 , ВНИИПИ Государственного комитета Lbbi по делам изобретений и открытий
ПО AcJio jn wv/fv-- -. --.
113035, Москва, Ж-35, .:
,, г. Ужгород, ул. Проектная, 4
ПроизводственноФиг.З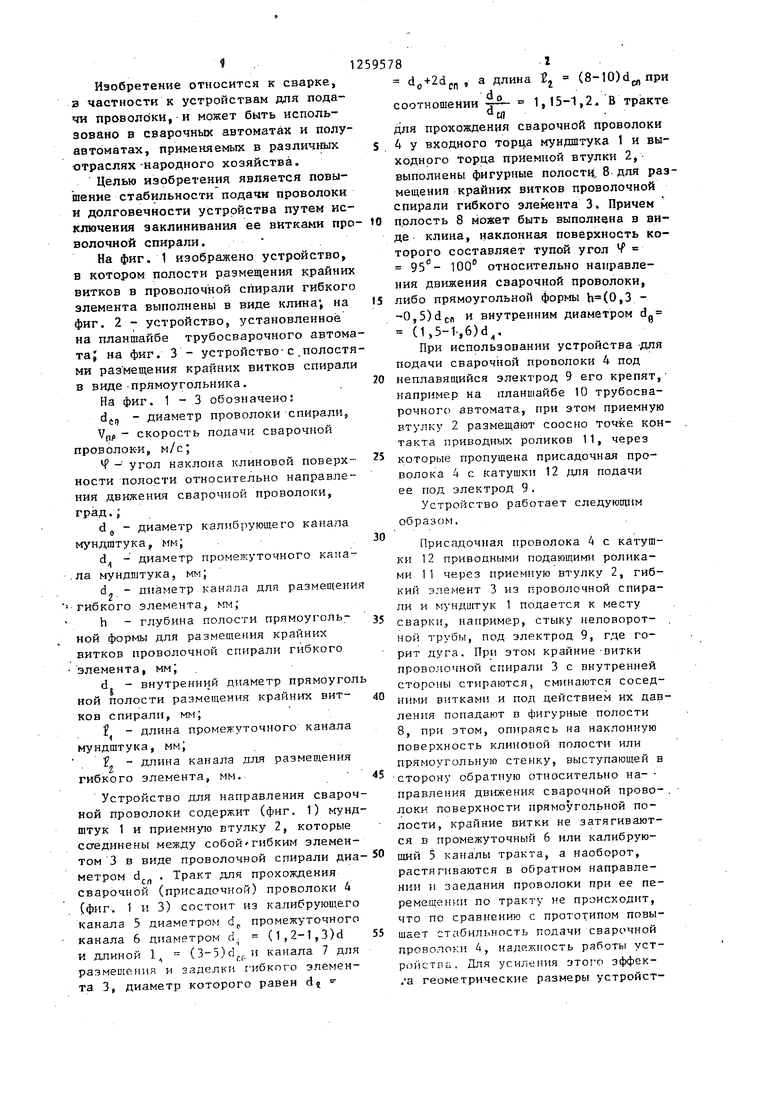
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления присадочной проволоки под электрод | 1974 |
|
SU526467A1 |
| Головка для сварки кольцевых стыков | 1976 |
|
SU590117A1 |
| ТРАКТ ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1998 |
|
RU2149086C1 |
| ШЛАНГОВЫЙ ПРОВОД | 1995 |
|
RU2080970C1 |
| Способ наплавки | 1985 |
|
SU1337219A1 |
| Устройство для сварки с колебаниями электрода | 1986 |
|
SU1360932A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| Способ аргоно-дуговой сварки сты-KOB ТРуб | 1979 |
|
SU812466A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |

| Устройство для направления присадочной проволоки под электрод | 1974 |
|
SU526467A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Головка для сварки кольцевых стыков | 1976 |
|
SU590117A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гибкий шланг для подачи сварочнойпРОВОлОКи | 1977 |
|
SU837660A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
