Изобретение относится к шунной промышленности и предназначено для изготовления литых покрышек пневматических шин.
По основному авт. св. № 1016195 известао --устройство для изготовления литых п6жрышек, содержащее литьевой пресс, связанную с его верхней подвижной траверсой верхнюю полуформу, неподвижную нижнюю полуформу, жесткий сердечник, образованный поворотными в вертикальной плоскости секторами, оси шарнирного крепления которых расположены в зоне бортовой части формы на аксиально подвижном диске, и механизм для извлечения секторов.
В этом устройстве механизм для извлечения секторов выполнен в виде поворотной обоймы с зубчатым сектором и смонтированных на аксиально подвижном диске промежуточных зубчатых передач для кинематической связи осей шарнирного крепления секторов с зубчатой боковой поверхностью и снабжен приводом поворота в виде реверсивного электродвигателя и дополнительной зубчатой передачи, взаимодействуюш.ей с зубчатым венцом 1.
Недостатком данного устройства является односторонний обогрев сформованной покрышки пневматической шины, что приводит к значительному увеличению длительности процесса вулканизации готового изделия и ограничивает производительность устройства.
Цель изобретения - повышение производительности устройства за счет сокращения продолжительности процесса вулканизации покрышек.
Цель достигается тем, .что устройство для изготовления литых покрышек снабжено тепловой камерой для нагрева секторов сердечника, расположенной под поворотной обоймой.
На чертеже изображено устройство для изготовления литых покрышек.
Устройство содержит литьевой пресс, с верхней подвижной траверсой 1 которого связана верхняя полуформа 2 с паровой рубашкой 3, а на нижней траверсе 4 установлена неподвижная нижняя полуформа 5 с паровой рубашкой 6. В нижней полуформе выполнена загрузочная камера 7. В устройстве имеется жесткий сердечник, образованный поворотными в вертикальной плоскости секторами 8, шарнирно смонтированными на аксиально подвижном диске 9 посредством осей 10, расположенных в зоне бортовой части формы. Секторы 8 снабжены зубчатыми колесами 11, жестко связанными с осями 10.
Механизм для извлечения секторов выполнен в виде поворотной обоймы 12, установленной соосно с диском 9 и имеюшей на внутренней боковой поверхности зубчатый сектор 13, и смонтированных на диске 9 промежуточных зубчатых передач 14 для
кинематической связи зубчатых колес 11 и зубчатого сектора 13. ,
Поворотная обойма 12 выполнена с зубчатым венцом 15 на наружной боковой поверхности и снабжена приводом поворота в виде реверсивного электродвигателя (не показан) и дополнительной зубчатой передачей 16, взаимодействующей с зубчатым венцом 15.
Устройство снабжено тепловой камерой 17 для нагрева секторов сердечника после извлечения их из внутренней полости готовой покрышки, расположенной под noBopotной обоймой 12.
Работает устройство следующим образом.
5 В исходном положении верхняя траверса 1 находится,в верхнем положении вместе со смонтированными на ней узлами формы, секторы 8 нагреты в тепловой камере 17 до температуры, равной или большей температуры нагрева литьевой формы, и заведены в нижнюю полуформу 5 с образованием жесткого торроидального сердечника. В загрузочную камеру 7 устанавливается заготовка в виде кольца из сырой резины, армированной короткими волонками. Затем верх5 няя траверса 1 опускается до тех пор, пока резина из литьевой камеры 7 не заполнит формующую полость, образованную полуформами 2 и 5 и секторами 8 сердечника. После формирования покрышки 18 в паровые рубашки 3 и 6 подается теплоноситель и про0 исходит процесс вулканизации. После окончания процесса вулканизации верхняя траверса 1 поднимается в исходное положение вместе с верхней полуформой 2, жесткий сердечник вместе с готовой покрышкой поднимается на высоту, равную 1-3 толщи нам борта покрышки. Обойма 12 с помощью электродвигателя поворачивается на 360°. Во время поворота обоймы зубчатый сектор 13 вступает во взаимодействие с промежуточными зубчатыми передачами 14 и через
0 них поочередно приводит во врашение зубчатые колеса 11. При этом секторы 8 поочередно поворачиваются в вертикальной плоскости на 270° и выводятся из полости готовой покрышки 18 в тепловую камеру 17. Затем покрышка 18 извлекается из нижней
полуформы 5, а обойма 12 поворачивается в противоположном направлении на 360°. При повороте обоймы подогретые в тепловой камере 17 до температуры, равной или большей температуры стенок литьевой форQ мы, секторы 8 поочередно возвращаются в исходное положение и смыкаются с образованием сплошного сердечника, а диск 9 перемещается вниз. Далее процесс повторяется.
Например, при изготовлении покрышек
5 5.00-10 предварительный подогрев сердечника производят до 166°С. При заполнении формы резиноБолокнистой композицией температура сердечника снижается до 159°С,
а затем остается постоянной. Если при этомПредлагаемое устройство имеет большую
температура наружных стенок литьевой фор-пpoизвoдитeльнoctь и позволяет полностью
мы поддерживается равной 150°С, то про-автоматизировать процесс изготовления поцесс вулканизации длится 19 минут.крышек.
11001224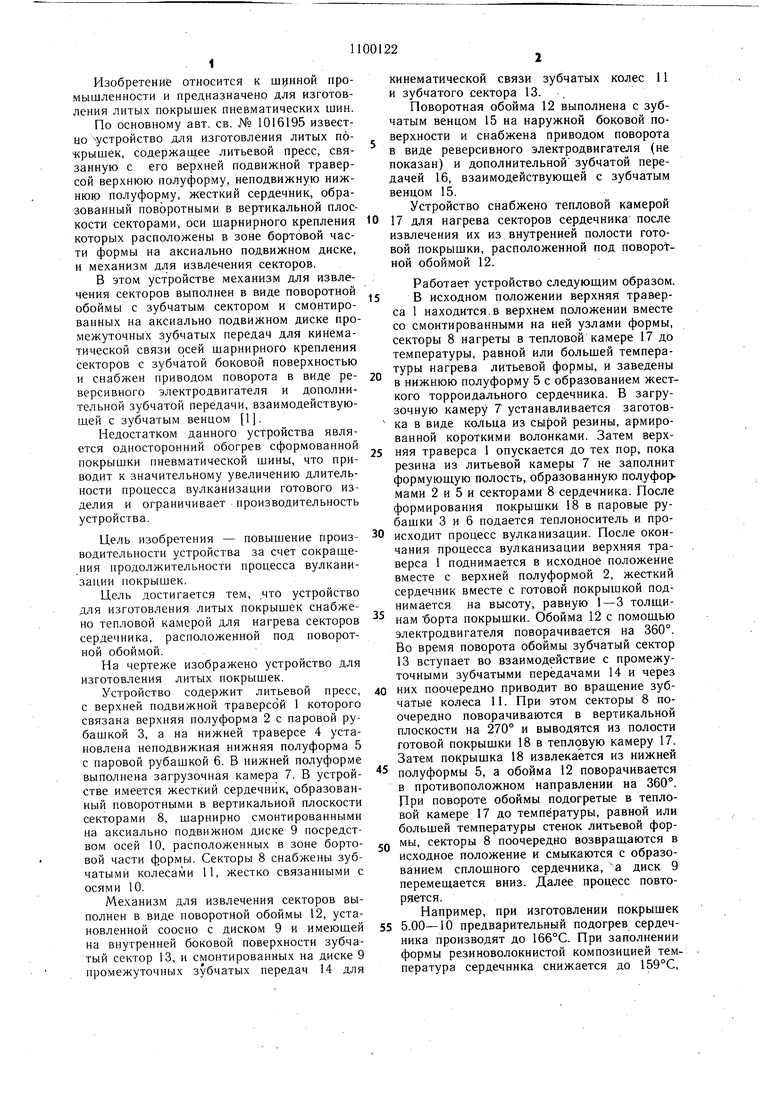

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1985 |
|
SU1291426A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1987 |
|
SU1452687A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1988 |
|
SU1523368A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Устройство для изготовления литыхКАРКАСОВ шиН | 1979 |
|
SU835812A1 |
| Пресс-форма для покрышек пневматических шин | 1979 |
|
SU859189A1 |
| Литьевая форма для покрышек пневматических шин | 1987 |
|
SU1452686A2 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU994292A1 |
| Устройство для формования и вулканизации покрышек | 1987 |
|
SU1442416A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЫХ ПОКРЫШЕК по авт. св. № 1016195, отличающееся тем, чт:о, с целью повышения производительности устройства за счет сокращения продолжительности процесса вулканизации, оно снабжено тепловой камерой для нагрева секторов сердечника, расположенной под поворотной обоймой. S ND Ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Солесос | 1922 |
|
SU29A1 |
