Изобретение относится к изготовлению пневматических шин, предназначено для изготовления покрышек пневматических шин методом литьевого прессования и является усовершенствованием изобретения по авт. ср. № 1031748.
Цель изобретения - облегчение обслу- яЫвания формы.
На чертеже изображена предлагаемая л1итьевая форма (слева - в рабочем полоиддльную форму сердечника в процессе изготовления покрышки.
Опускается верхняя полуформа 3 и ее выступ 8 входит в пазы 9 верхней части сек- с торов 5. В загрузочную камеру 2 помешается заготовка и при опускании кольцевого плунжера 4 происходит формование покрышки 13. После окончания цикла вулканизации поднимаются верхняя полуформа 3 и плунжер 4. Затем поднимается диск 11 инЛ1ИТЬеВаН Шиима VJJICDCI о pawv- itm ми лиuiiij «. vu x-iii Ж..-. .
ении, справа - в положении выгрузки го- дивидуальиым приводом (не показан) с сер-фвой покрышки).дечником и готовой покрышкой 13, отрыЛитьевая форма для покрыашк пневматических шин содержит нижнюю полуформу
вая последнюю от нижней полуформы 1.
с расположенной в зоне экваториальной
Затем готовая покрышка 13 вместе с серJ , UCl IlU iV- /I VOnV ri и .. .и j | ж. м. . глоскости покрышки загрузочной камерой 15 дечником извлекается из рабочей зоны ли- 51, верхнюю полуформу 3, расположенный на тьевой формы. Диск 1 опускается. Далее её периферии кольцевой литьевой плунжер цикл повторяется. - с внутренней боковой стенкой, соответствующей по форме половине коронной частиВозможен вариант работы формы, при Локрышки, и жесткий тороидальный сердеч- котором диск 11 извлекается из нижней полу- ilinK состоящий из секторов 5. Сектора 5 име- 20 формы 1 вместе с сердечником и готовой по- |Ьт хвостовики 6, на нижней части которых крышкой 13. В этом случае в начале цикла 1(ыполнены выступы 7. На верхней полуфор- rie имеется кольцевой конический выступ 8 для взаимодействия с коническими пазами 9 верхней части секторов 6. Центральная 25 4асть нижней полуформы 1 с кольцевым ко- г1ическим выступом 10 для взаимодействия : коническими пазами нижней части секто- )ов 5 выполнена в виде диска 11, установпепного в нижней полуформе 1 с возможно-,-«.- --,
;стью аксиального перемещения. На диске И 30 тических шин по авт. св. № 1031748, отли- основания конического выступа 10 выпол- чающаяся тем, что, с целью облегчения обслуживая формы, центральная часть нижней полуформы с кольцевым коническим выступом для взаимодействия с пазами нижней части образующих тороидальный сердечник секторов выполнена в виде диска, установленного в нижней полуформе с возможностью аксиального перемещения и имеющего у основания конического выступа кольцевой паз, а на нижней части хвостовиков секторов
работы формы на нижнюю полуформу 1 устанавливается диск 11 с предварительно собранным на нем сердечником.
Предлагаемая форма облегчает сборку сердечника и извлечение готовой шины.
Формула изобретения Литьевая форма для покрыщек пневманен кольцевой паз 12 АЛЯ взаимодействия с выступами 7 хвостовиков 6 секторов 5. I Литьевая форма работает следующим об- 1разом.
На нижнюю полуформу 1 устанавливает- |ся предварительно собранный из секторов 5 тороидальный сердечник. Выступы 7 хвостовиков входят в кольцевой паз 12 в диске 11, а кольцевой конический выступ 10 вхо35
дит в пазы 9 нижней части секторов 5 и фик- 40 выполнены выступы для взаимодействия с сирует сектора, надежно обеспечивая торо- кольцевым пазом.
иддльную форму сердечника в процессе изготовления покрышки.
Опускается верхняя полуформа 3 и ее выступ 8 входит в пазы 9 верхней части сек- торов 5. В загрузочную камеру 2 помешается заготовка и при опускании кольцевого плунжера 4 происходит формование покрышки 13. После окончания цикла вулканизации поднимаются верхняя полуформа 3 и плунжер 4. Затем поднимается диск 11 инuiiij «. vu x-iii Ж..-. .
дивидуальиым приводом (не показан) с сердечником и готовой покрышкой 13, отр
вая последнюю от нижней полуформы 1.
Затем готовая покрышка 13 вместе с сер дечником извлекается из рабочей зоны ли- тьевой формы. Диск 1 опускается. Далее цикл повторяется. Возможен вариант работы формы, при котором диск 11 извлекается из нижней полу- формы 1 вместе с сердечником и готовой по- крышкой 13. В этом случае в начале цикла
,-«.- --,
тических шин по авт. св. № 1031748, отли- чающаяся тем, что, с целью облегчения обслуживая формы, центральная часть нижней полуформы с кольцевым коническим выступом для взаимодействия с пазами нижней части образующих тороидальный сердечник секторов выполнена в виде диска, установленного в нижней полуформе с возможностью аксиального перемещения и имеющего у основания конического выступа кольцевой паз, а на нижней части хвостовиков секторов
работы формы на нижнюю полуформу 1 устанавливается диск 11 с предварительно собранным на нем сердечником.
Предлагаемая форма облегчает сборку сердечника и извлечение готовой шины.
Формула изобретения Литьевая форма для покрыщек пневма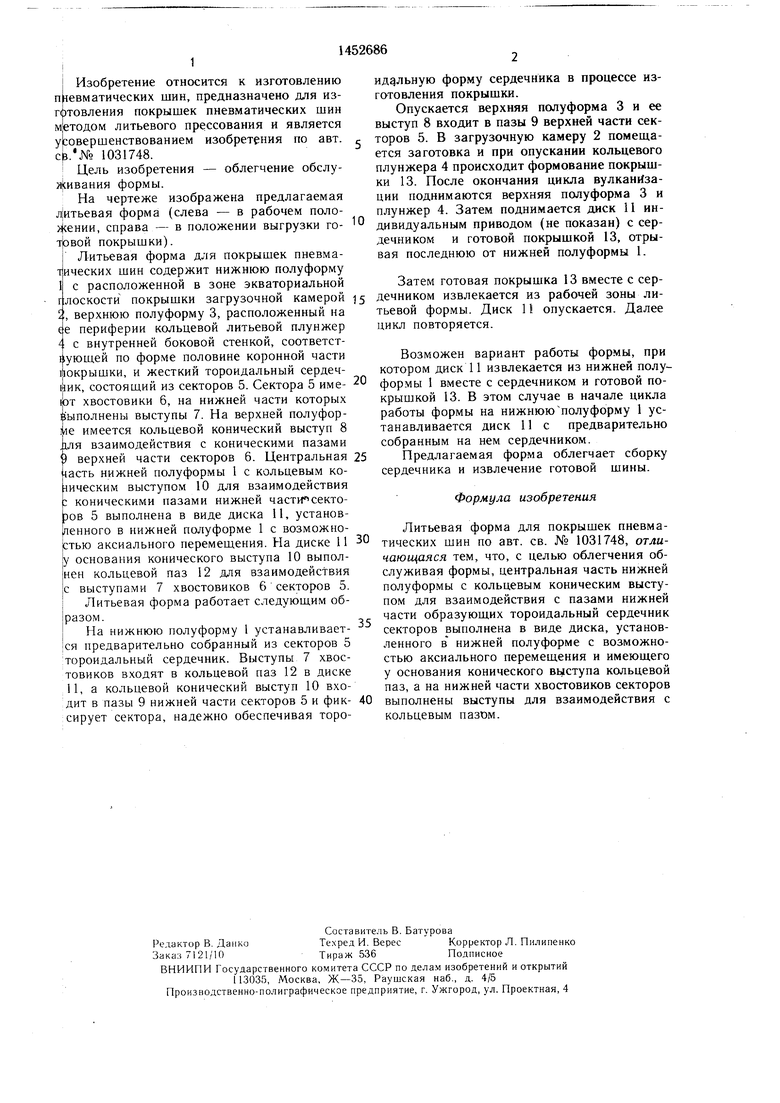
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для покрышек пневматических шин | 1981 |
|
SU1031748A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1987 |
|
SU1452687A1 |
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1985 |
|
SU1291426A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Устройство для изготовления литых покрышек | 1983 |
|
SU1100122A2 |
| Форма для литья покрышек пневматических шин | 1987 |
|
SU1426816A1 |
| Устройство для изготовления литых покрышек пневматических шин | 1988 |
|
SU1523368A1 |
Изобретение относится к изготовлению пневматических шин и предназначено для изготовления покрышек пневматических шин методом литьевого прессования. Цель изобретения - облегчение обслуживания формы. Для этого центральная часть нижней полуформы с кольцевым коническим выступом 10 для взаимодействия с пазами нижней части образующих тороидальный сердечник секторов 5 выполнена в виде диска 11. Диск 11 установлен в нижней полуформе 1 с возможностью аксиального перемещения. На диске 11 у основания выступа 10 имеется кольцевой паз 12. На нижней части хвостовиков 6 секторов 5 выполнены выступы 7 для взаимодействия с пазом 12. Из секторов 5 собирается тороидальный сердечник и устанавливается на диск 11. При этом его выступ 7 входит в пазы нижней части секторов 5, а выступы 7 нижней части хвостовиков 6 -- в кольцевой паз 12. В результате обеспечивается точная тороидальная форма сердечника в процессе формования покрышки и облегчается обслуживание формы. 1 ил. (Л
| Литьевая форма для покрышек пневматических шин | 1981 |
|
SU1031748A1 |
| Солесос | 1922 |
|
SU29A1 |
