(54) МНОГОПОЭИиИОННЫЙ ВЫСАДОЧНЫЙ АВТОМАТ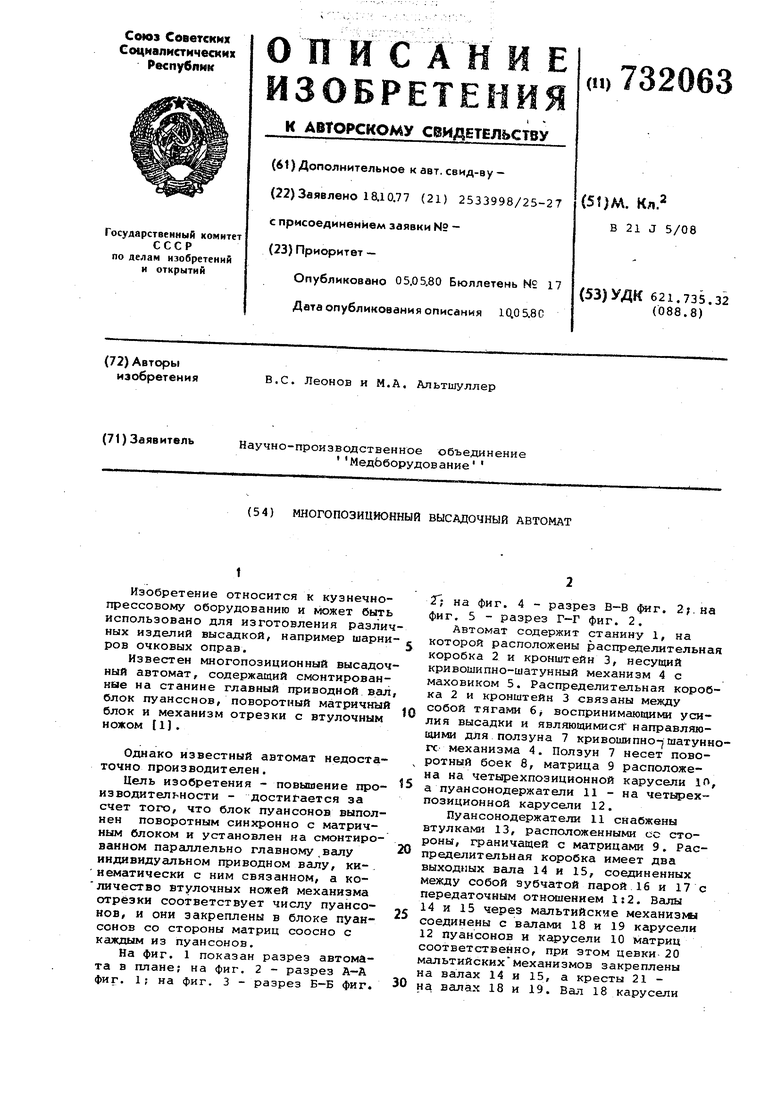
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Одноударный холодновысадочный автомат | 1980 |
|
SU984602A1 |
| ДВУХУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЯ АВТОЛУАТ | 1973 |
|
SU365876A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Холодно-высадочный одноударный автомат для изготовления болтов | 1948 |
|
SU104951A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
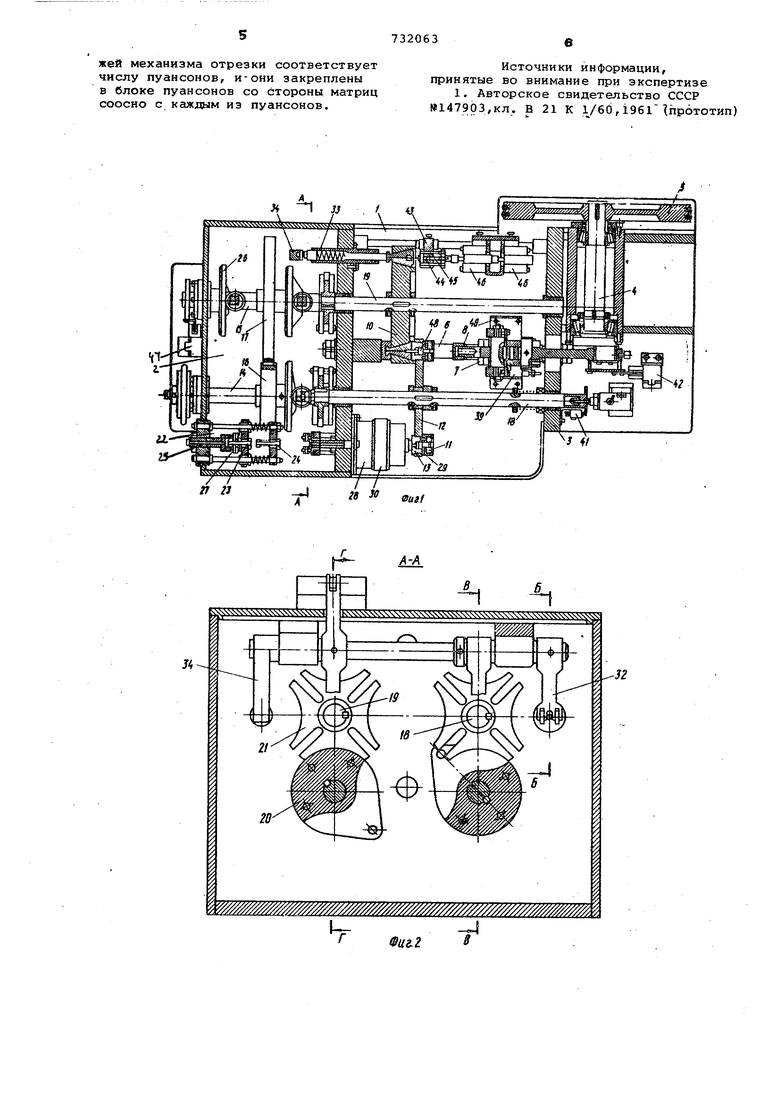
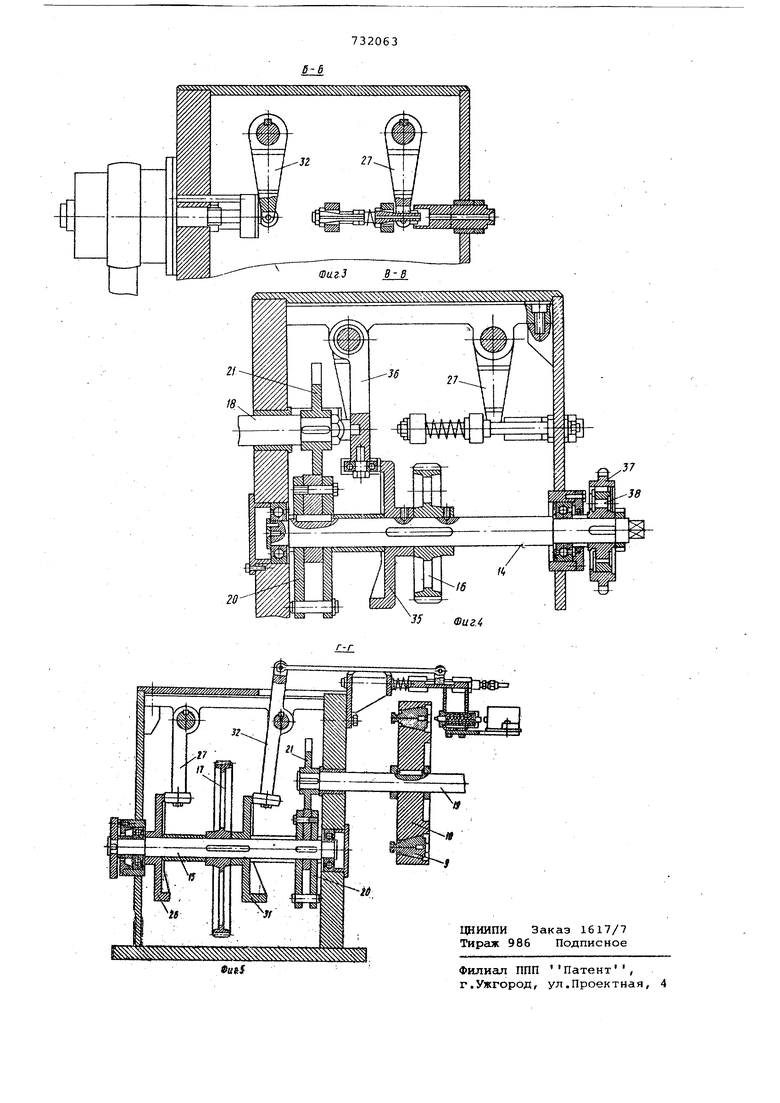
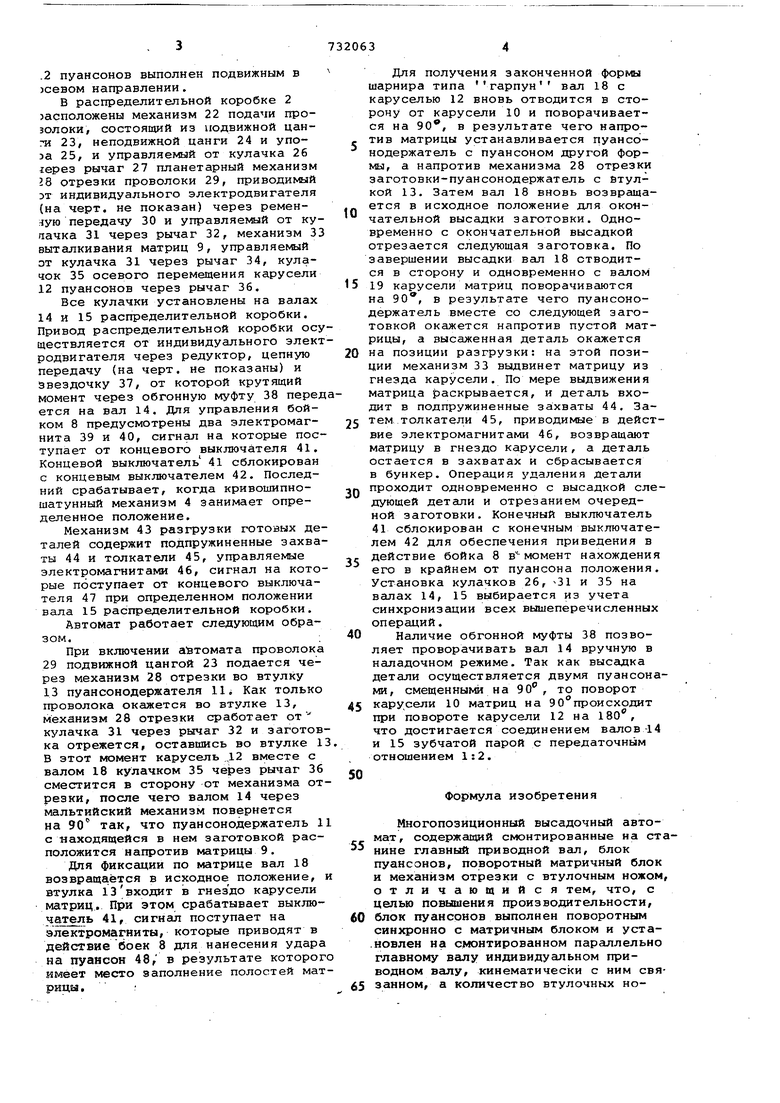
Изобретение относится к кузнечнопрессовому оборудованию и может быть использовано для изготовления различ ных изделий высадкой, например шарни ров очковых оправ. Известен многопозиционный высадоч ный автомат, содержащий смонтированные на станине главный приводной вал блок пуансснов, поворотный матричная блок и механизм отрезки с втулочным ножом 1. Однако известный автомат недостаточно производителен. Цель изобретения - повышение производительности - достигается за счет того, что блок пуансонов выполнен поворотным синхронно с матричным блоком и установлен на смонтированном паргшлельно главному.валу индивидуальном приводном валу, ки-. иематически с ним связанном, а количество втулочных ножей механизма отрезки соответствует числу пуансонов, и они закреплены в блоке пуансонов со стороны матриц соосно с каждым из пуансонов. На фиг. 1 показан разрез автомата в плане; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 2; на фиг. 4 - разрез В-В фяг. 2;. на фнг. 5 - разрез Г-Г фиг. 2. Автомат содержит станину 1, на которой расположены распределительная коробка 2 и кронштейн 3, несущий кривошипно-шатунный механизм 4 с маховиком 5. Распределительная коробка 2 и кронштейн 3 связаны между собой тягами 6j воспринимающими усилия высадки и явл5вощимис 1 направляю111ИМИ для ползуна 7 кривошипно-j шатунногс- механизма 4. Ползун 7 несет поворотный боек 8, матрица 9 расположена на четырехпозиционной карусели Ю, а пуансонодержатели 11 - на четырехпозиционной карусепи 12. Пуансонодержатели 11 снабжены втулками 13, расположенными ее стороны, граничащей с матрицами 9. Распределительная коробка имеет два выходных вала 14 и 15, соединенных между собой зубчатой парой 16 и 17 с передаточным отношением 1:2. Башы 14 и 15 через мальтийские механиз№л соединены с валами 18 и 19 карусели 12 пуансонов и карусели 10 матриц соответственно, при этом цевки 20 мальтийскихмеханизмов закреплены на валах 14 и 15, а кресты 21 на валах 18 и 19. Вал 18 карусели
.2 пуансонов выполнен подвижным в )севом направлении.
В распределительной коробке 2 засположены механизм 22 подачи прозолоки, состоящий из подвижной цанги 23, неподвижной цанги 24 и упоsa 25, и управляемый от кулачка 26 lepes рычаг 27 планетарный механизм
28отрезки проволоки 29, приводимый DT индивидуального электродвигателя (на черт, не показан) через ременчую передачу 30 и управляелолй от купачка 31 через рычаг 32, механизм 33 выталкивания матриц 9, управляемый от кулачка 31 через рычаг 34, кулачок 35 осевого перемещения карусели
12пуансонов через рычаг 36,
Все кулачки установлены на валах 14 и 15 распределительной коробки. Привод распределительной коробки осуществляется от индивидуального электродвигателя через редуктор, цепную передачу (на черт, не показаны) и Звездочку 37, от которой крутящий момент через обгонную муфту 38 передется на вал 14. Для управления бойком 8 предусмотрены два электромагнита 39 и 40, сигнал на которые поступает от концевого выключателя 41. Концевой выключатель 41 сблокирован с концевым выключателем 42. Последний срабатывает, когда кривошипношатунный механизм 4 занимает определенное положение.
Механизм 43 разгрузки готовых деталей содержит подпружиненные захваты 44 и толкатели 45, управляемые электромагнитами 46, сигнал на которые поступает от концевого выключателя 47 при определенном положении вала 15 распределительной коробки.
Автомат работает следующим образом.
При включении автомата проволока
29подвижной цангой 23 подается через механизм 28 отрезки во втулку
13пуансонодержателя 11 Как только проволока окажется во втулке 13, механизм 28 отрезки сработает откулачка 31 через рычаг 32 и заготовка отрежется, оставшись во втулке 13 В этот момент карусель ,12 вместе с валом 18 кулачком 35 через рычаг 36 сместится в сторону от механизма отрезки, после чего валом 14 через мальтийский механизм повернется
на 90 так, что пуансонодержатель 1 с находящейся в нем заготовкой расположится напротив матрицы 9.
Для фиксации по матрице вал 18 возвращается в исходное положение, и втулка 13входит в гнездо карусели матриц. При этом срабатывает выключатель 41, сигнал поступает на электромагниты, которые приводят в действие боек 8 для нанесения удара на пуансон 48, в результате которого имеет место заполнение полостей матрицы ,
Для получения законченной формы шарнира типа гарпун вал 18 с каруселью 12 вновь отводится в сторону от карусели 10 и поворачивается на 90, в результате чего напротив матрицы устанавливается пуансонодержатель с пуансоном другой формы, а напротив механизма 28 отрезки заготовки-пуансонодержатель с втулкой 13. Затем вал 18 вновь возвращается в исходное положение для окончательной высадки заготовки. Одновременно с окончательной высадкой отрезается следующая заготовка. По завершении высадки вал 18 отводится в сторону и одновременно с валом 19 карусели матриц поворачиваются на 90, в результате чего пуансонодержатель вместе со следующей заготовкой окажется напротив пустой матрицы, а высаженная деталь окажется на позиции разгрузки: на этой позиции механизм 33 выдвинет матрицу из гнезда карусели. По мере выдвижения матрица раскрывается, и деталь входит в подпружиненные захваты 44. Затем толкатели 45, приводимые в действие электромагнитами 46, возвращают матрицу в гнездо карусели, а деталь остается в захватах и сбрасывается в бункер. Операция удаления детали проходит одновременно с высадкой следующей детали и отрезанием очередной заготовки. Конечный выключатель 41 сблокирован с конечным выключателем 42 для обеспечения приведения в действие бойка 8 в момент нахождения его в крайнем от пуансона положения Установка кулачков 26, 31 и 35 на валах 14, 15 выбирается из учета синхронизации всех вьииеперечисленных операций.
Наличие обгонной муфты 38 позволяет проворачивать вал 14 вручную в наладочном режиме. Так как высадка детали осуществляется двумя пуансонами, смещенными на 90, то поворот карусели 10 матриц на 90°происходит при повороте карусели 12 на 180, что достигается соединением валов-14 и 15 зубчатой парой с передаточным отношением 1:2.
Формула изобретения
Многопозиционный высадочный автомат, содержащий смонтированные на станине главный приводной вал, блок пуансонов, поворотный матричный блок и механизм отрезки с втулочным ножом, отличающийся тем, что, с целью повышения производительности,
60 блок пуансонов выполнен поворотным синхронно с матричным блоком и уста.новлен на смонтированном параллельно главному валу индивидуальном приводном валу, кинематически с ним свя65 ванном, а количество втулочных ножей механизма отрезки соответствует числу пуансонов, и-они закреплены в блоке пуансонов со стороны матриц соосно с каждым из пуансонов.
Источники информации, принятые во внимание при экспертизе
Л гз
гв 38 Фиг1
14
АА.
Фиг. 2
