Изобретение относится к машинам для гибки.
Известны машины для гибки пружинных клемм, содержаш,ие механизм гибки с распорными рычагами. Однако на такой машине нельзя изготавливать пружинные клеммы с лунками.
Предлагаемая машина снабжена устройством для формовки лунки, выполненным в виде неподвижно закрепленной на станине матрицы и формуюш,его пуансона с приводом от кулачка, связанного с одним из распорных рычагов, а также механизмом подачи заготовки в устройство для формовки лунки с приводом от дополнительного кулачка, установленного на вышеупомянутом распорном рычаге, и механизмом удаления заготовки из устройства для формовки лунки и подачи ее в гибочный механизм.
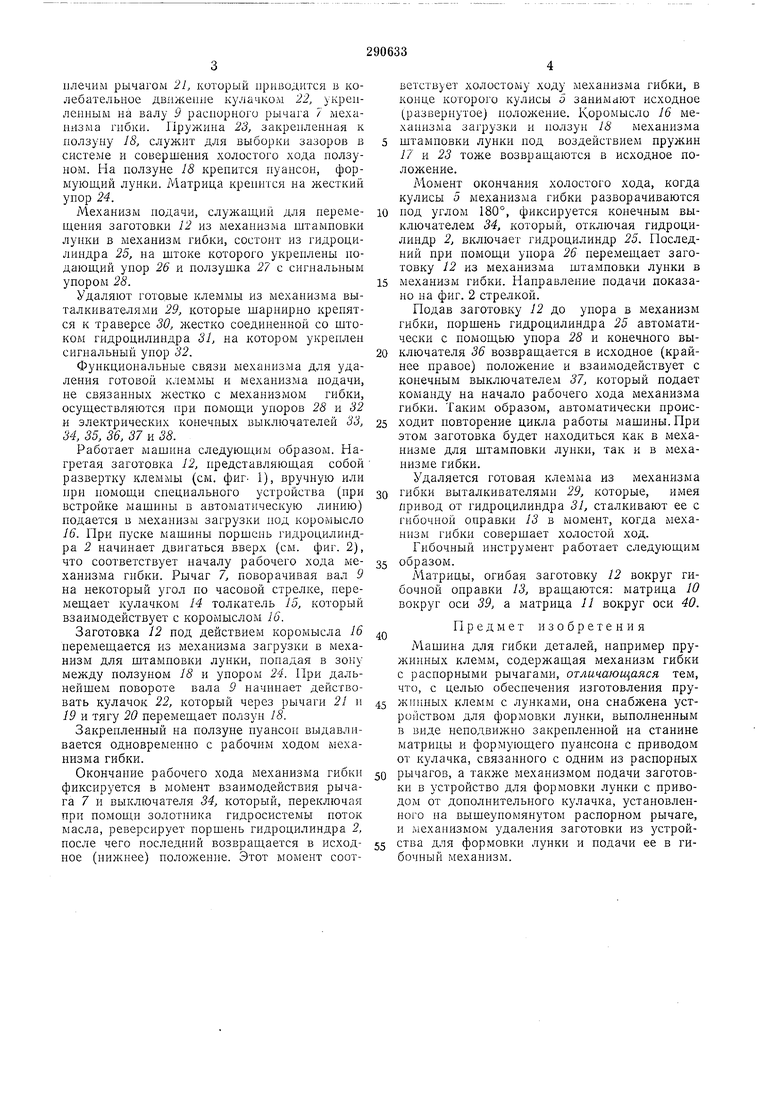
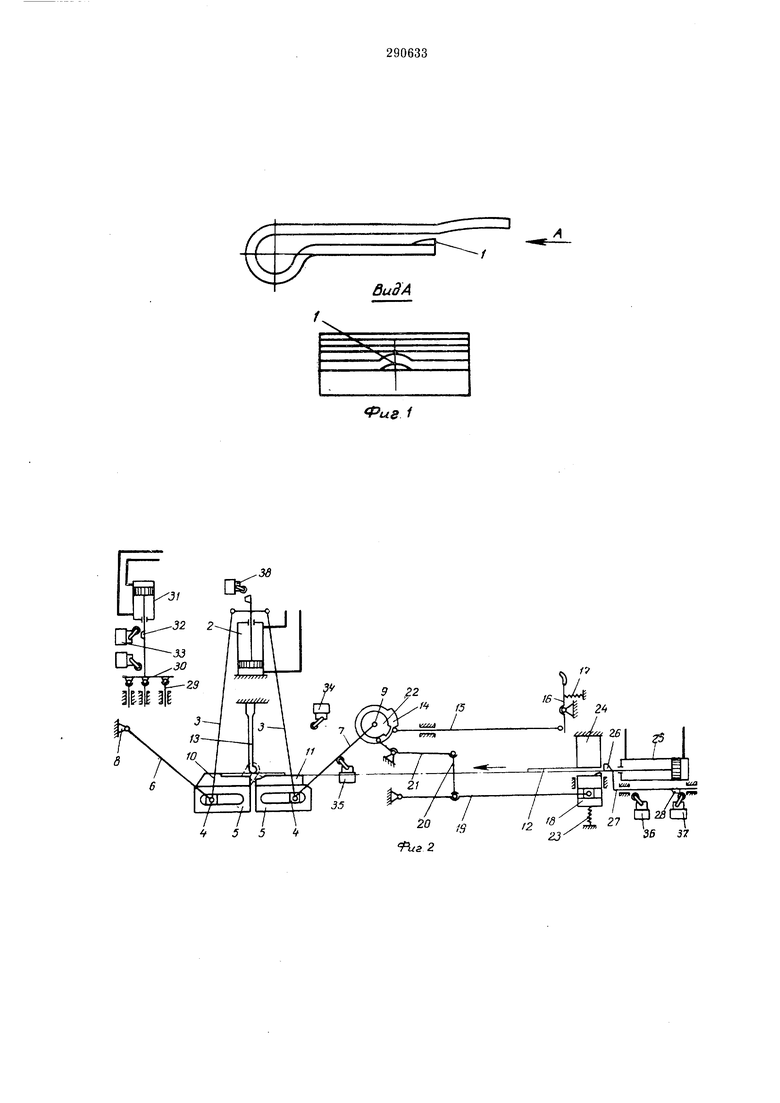
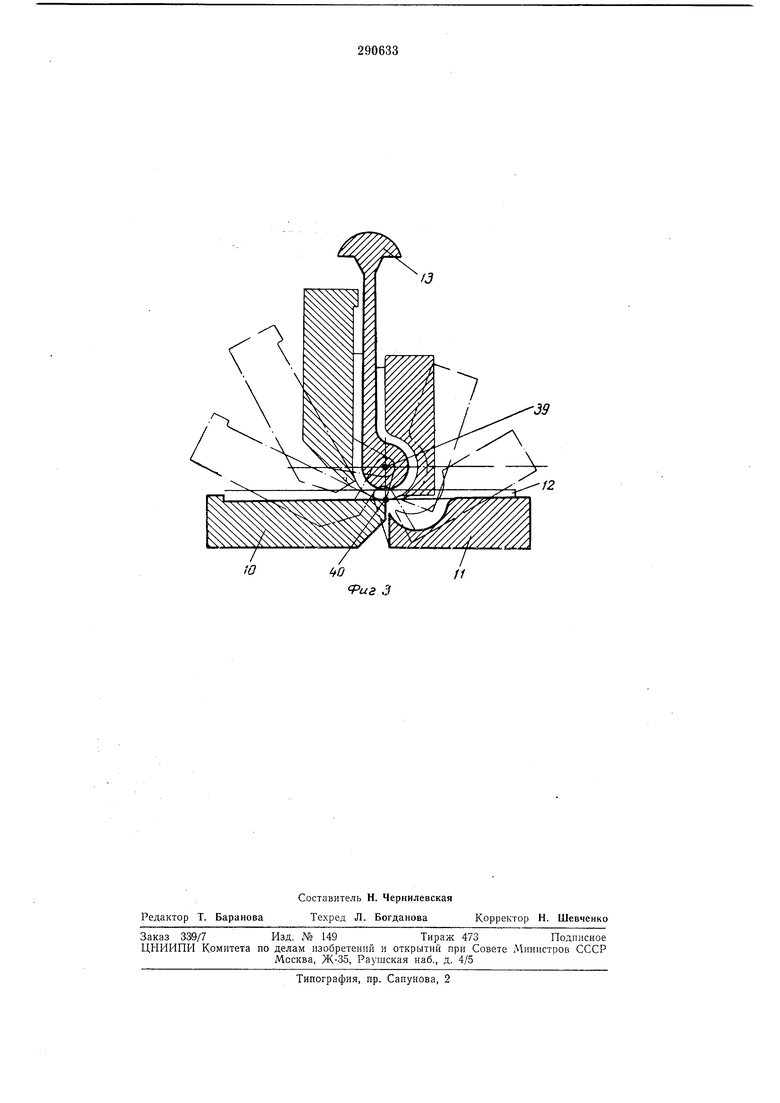
На фиг. 1 показана пружинная рельсовая клемма с видом А; на фиг. 2 - предлагаемая машина; на фиг. 3 - схема работы инструмента гибочного шарнирного механизма.
Клемма (см. фиг. 1) выполняется из пружинной полосовой стали. Она имеет на коротком конце лунки (выдавки) / для увеличения надежности крепления рельс.
Основным узлом машины (см. фиг. 2) является гибочный кулисный механизм, который приводится в действие гидроцилиндром 2.
Со штоком гидроцилиндра 2 шарнирно связаны две тяги 3, которые другими концами шарнирно соединяются с камнями 4 двух кулис 5. К камням 4 также шарнирно присоединяются два распорных рычага 6 и 7. Другой конец рычага 6 опирается на шарнир 8, укрепленный в станине, а конец рычага 7 жестко соединен с валом 9, опоры которого также крепятся к станине. Гибочный инструмент (матрицы) 10 и // крепится на кулисы 5 и вращается вместе с ними, огибая заготовку 12 вокруг гибочной оправки 13.
Механизм загрузки, служаш,ий для подачи заготовки в механизм для штамповки лунки, состоит из кулачка 14, закрепленного на валу 9 механизма гибки, толкателя 15, один конец которого взаимодействует через ролик с кулачком 14, а другой - с коромыслом 16, верхнее плечо которого перемещает заготовку .
Для устранения зазоров в системе кулачок 14 - толкатель 15 - коромысло 16, а также для возврата механизма в исходное положение служит пружина 17, один конец которой крепится к коромыслу 16, а другой - к станине.
Механизм щтамповки лунки состоит из ползуна 18, который шарнирно соединяется с рычагом 19. Последний соединен прп помощи тяги 20 и двух универсальных шарниров с двуилечим рычагом 21, который приводится в колебательное кулачком 22, укрепленным на валу 9 раснорного рычага 7 механизма гнбки. Пружина 23, закрепленная к нолзуну 18, служит для выборки зазоров в системе и совершення холостого хода ползуном. На нолзуне 18 кренится пуансон, формующий лункн. Матрица креннтся на жесткий унор 24.
Механизм подачи, служащий для перемещения заготовки 12 из механизма штамповки лунки в механизм гибки, состоит из гидроцилиндра 25, на штоке которого укренлены подающий унор 26 и нолзушка 27 с сигнальным упором 28.
Удаляют готовые клеммы из механизма выталкивателями 29, которые шарнирио кренятся к траверсе 30, жестко соединенной со штоком гидроцилиндра 31, на котором укренлен сигнальный упор 32.
Функциональные связи механнзма для удаления готовой клеммы и механнзма подачи, не связанных жестко с механизмом гнбки, осуществляются нри помощи упоров 28 и 32 и электрических конечных выключателей 33, 34, 35, 36, 37 и 38.
Работает машина следующим образом. Нагретая заготовка 12, нредставляющая собой развертку клеммы (см. фиг- 1), вручную или ири номощи снециального устройства (при встройке машины в автоматическую линию) подается в механизм загрузки иод коромысло J6. Нри нуске машины норшень гидроцилиндра 2 начинает двигаться вверх (см. фиг. 2), что соответствует началу рабочего хода механизма гибки. Рычаг 7, поворачивая вал 9 на некоторый угол но часовой стрелке, перемещает кулачком 14 толкатель 15, который взаимодействует с коромыслам 16.
Заготовка 12 под действием коромысла 16 перемещается из механизма загрузки в механизм для штамповки лунки, попадая в зону между ползуном 18 и упором 24. Нри дальнейшем повороте вала 9 начинает действовать кулачок 22, который через рычаги 2 и 19 и тягу 20 перемещает нолзун 18.
Закрепленный на нолзуне нуансон выдавливается одновременно с рабочим ходом механизма гибки.
Окончание рабочего хода механизма гибки фиксируется в момент взаимодействия рычага 7 и выключателя 34, который, переключая при помощи золотника гидросистемы ноток масла, реверсирует поршень гидроцилиндра 2, после чего последний возвращается в исходное (нижнее) положение. Этот момент соответствует холостому ходу механизма гибки, в конце которого кулисы 5 занимают исходное (развернутое) но.тожение. Коромысло 16 механизма загрузки и нолзун 18 механизма штамповки лунки иод воздействием пружин 17 и 23 тоже возвращаются в исходное положение.
Момент окончания холостого хода, когда кулисы 5 механизма гибки разворачиваются
иод углом 180°, фиксируется конечным выключателем 34, который, отключая гидроцилиидр 2, включает гидроцилиндр 25. Носледний нри номощи упора 26 перемещает заготовку 12 из механизма штамповки лунки в
механизм гибки. Нанравление подачи показано на фиг. 2 стрелкой.
Нодав заготовку 12 до упора в механизм гибки, поршень гидроцилиндра 25 автоматически с номощью унор а 28 и конечного выключателя 36 возвращается в исходное (крайнее нравое) положение и взаимодействует с конечным выключателем 37, который подает команду на начало рабочего хода механизма гибки. Таким образом, автоматически происходит новторение цикла работы машины. При этом заготовка будет находиться как в механизме для штамповки лунки, так и в мехаиизме гибки. Удаляется готовая клемма из механизма
гибки выталкивателями 29, которые, имея привод от гидроцилиндра 31, сталкивают ее с гибочной оправки 13 в момент, когда механизм гибки совершает холостой ход.
Гибочный инструмент работает следующим
образом.
Матрицы, огибая заготовку 12 вокруг гибочной оправки 13, вращаются: матрица 10 вокруг оси 39, а матрица 11 вокруг оси 40.
Предмет изобретения
Машина для гибки деталей, например пружинных клемм, содержащая механизм гибки с распорными рычагами, отличающаяся тем, что, с целью обеспечения изготовления пружпнных клемм с лунками, она снабжена устройством для формовки лунки, выполненным в виде неподвижно закренленной на станине матрицы и формующего пуансона с приводом от кулачка, связанного с одним из распорных
рычагов, а также механизмом нодачи заготовки в устройство для формовки лунки с приводом от дополнительного кулачка, установленного на вышеупомянутом распорном рычаге, и мехаиизмом удаления заготовки из устройства для формовки лунки и нодачи ее в гибочный механизм.
:3,
диЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ РАМОК ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1971 |
|
SU435883A1 |
| Автомат для изготовления из металлической ленты скобообразных деталей со сплющенным участком | 1955 |
|
SU103205A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Устройство для изготовления контактов | 1987 |
|
SU1497777A1 |
| МНОГОЦЕПНОЙ ПУТЕВОЙ ВЫКЛЮЧАТЕЛЬ | 1967 |
|
SU205096A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО НАВЕШИВАНИЯ ИЗДЕЛИЙ НА ПОДВЕСНОЙ КОНВЕЙЕР | 1973 |
|
SU399437A1 |
Pu8 i « 13 27 „-.x 36 37
39
иг 3
