Известны комбинированные штампы для изготовления шплинтов КЗ листового металла без отхода, в которых применены гибочные ползуны, приводимые в действие от клиновых толкателей, укрепленных на верхней гглите штампа. Недостатком :5т:-:х штагчпоз является то, что онерацни отрезания шплинта и формирования его головки производятся на них отдельно одна от другой.
Предлагаемый штамп отличается от известных тега, что гибочные ползуны его, будучи после осуш,ествлсник ru6i;ii и сомкнутом положеHH i, использованы как упор для окончательной формовки головки шплинта отрезной частью нуансона, что исключает необходимость в дополнительной операции формовки ш плинта.
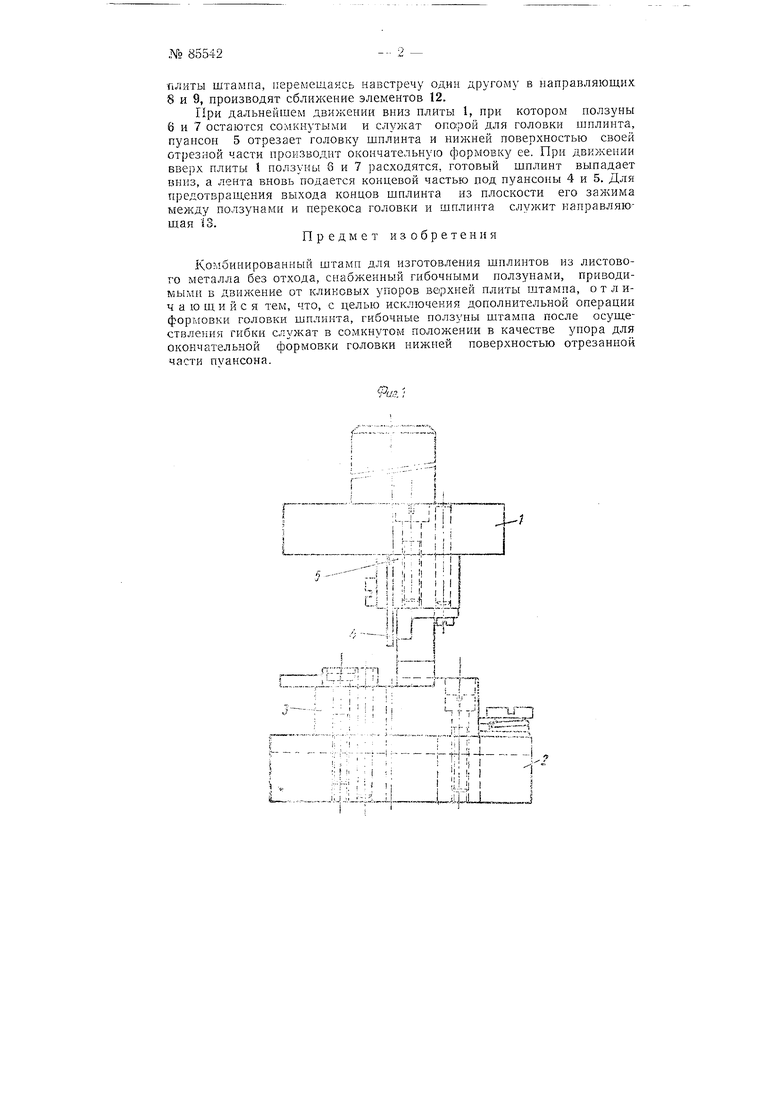
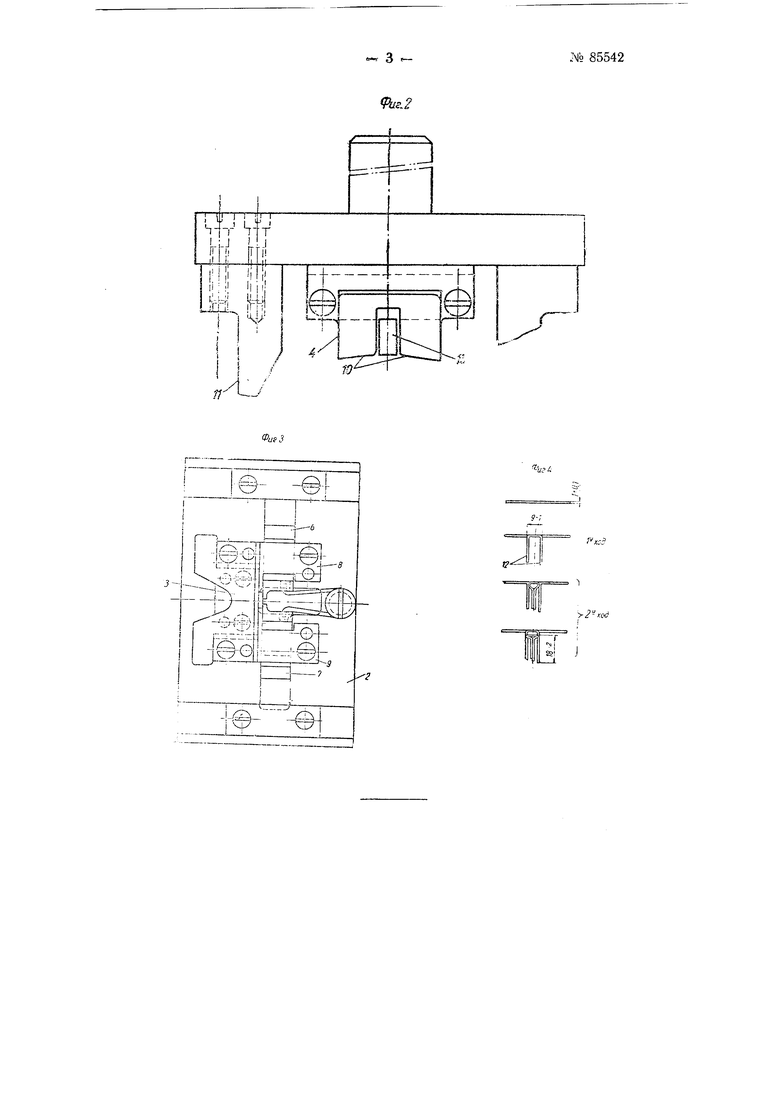
На фиг. 1 изображен комбиниров;;инь:й плтамп, И1:д сбоку; на фиг. 2-головка штампа, вид спереди; на фиг. 3-штамп, вид в плане; на ф1;г. 4-схема формирования шплинтов в ispouecce штамновкн.
Штамп имеет следующие основные детали: верхнюю подвижную и нижнюю неподвижную плиты 1 и 2, матрицу 3, комбинирозмнный пуансон 4, отрезной пуансон 5 и гибочные ползуны 6 п 7 с паправлйюшими 8 и 9.
В качестве заготовки для производства njiijmirroB служит листовой материал, лента которого перио;и чески подается под рабочие орга ны штампа. После первой подачи ленты нлита делает один ход вниз, причем пуансон 4 режушнл1и кромкямп 1C, выполненными со скосом, смягчающим сопротивление резагпно, пронявоя.ит с номо цью матрицы 3 надрез с обоих боков л -ить; и оппбаше .ннз надрезанных эле 1ентов 12, придавая ;;аготс) П-обГазпую (Ьорму (фиг. 4).
После второй подачи лемты плит;; дел лет :ггс),ОЙ xo;i. вниз, ;ip;;чем пуансон 4 выполняет то же, что и :пм первом xoie li/iirrbi , а гюлзуны 6 и 7, приводимые в движение от 1;лп1;:;кыл ;, поров ц Bepxiieii
№ 85542-- 2 -
плиты штампа, перемещаясь навстречу один другому в направляющих 8 и 9, производят сближение элементов 12.
При дальнейшем движении вниз илиты 1, при котором иолзуны 6 и 7 остаются сомкнутыми и служат опо;рой для головки шплинта, пуансон 5 отрезает головку шнлинта и нижней поверхностью своей отрезной части производит окончательную формовку ее. При движении вверх плитьЕ 1 нолзу1 ы 6 и 7 )асходятся, готовый шплинт выпадает вниз, а лента вновь подается концевой частью под пуансоны 4 и 5. Для 11редотвраш.ения выхода концов шплинта из плоскости его зажима между ползунами и перекоса головки и шплинта служит направляющая {3.
Предмет изобретения
Комбинированный штамп для изготовления шплинтов из листового металла без отхода, снабженный гибочными ползунами, приводимыми в движение от клиновых упоров верхней плиты штампа, отличающийся тем, что, с целью исключения дополнительной операции формовки головки шплинта, гибочные ползуны штампа после осуществления гибки служат в сомкнутом положении в качестве упора для окончательной формовки головки нижней поверхностью отрезанной части пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп совмещенного действия для отрезки заготовки от ленты и гибки острого угла изделия | 1984 |
|
SU1278072A1 |
| Штамп для формирования фасок | 1988 |
|
SU1581421A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп-комбайн | 1960 |
|
SU142622A1 |
f8
cLJi.H.Uj ill pfe
