г
(Л
(pui.t
Изобретение относится к металлообработке и может быть использовано при фрезеровании плоскостей.
Известна торцовая фреза, в корпу се которой концентрично ее оси размещены режущие зубья f1.
Недостатком этой фрезы является то, что все режущие зубья снимают стружку одинакового сечения, что приводит к снижению производительности.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что в торцовой фрезе, в корпусе которой концентрично ее оси размещены режущие зубья, последние через один выполнены с меньшим главным углом, в плане и со смещенными к оси фрезы вершинами.
На фиг. 1 и 2 изображена торцова фреза, общий вид; на фиг. 2 - схема относительного расположения соседних режущих зубьев торцовой фрезы при фрезеровании плоскости.
. В корпусе 1 торцовой фрезы размещены концентрично ее оси О-Орежущие зубья 2. Режущие зубЬя 3, расположенные через один по окружности, выполнены с меньшим главным углом в плане f , чем «р У соседних зубьев 2. Вершины е. режущих зубьев 3 смещены к оси торцовой фрезы О О относительно верийн -б соседних режущих зубьев 2,
При этом вершины режущих зубье 2 лежат на радиусе , а .вершины о режущих зубьев 3 - на радиусе g .
Торцовая фреза работает следующим образом.
,Дпя осуществления фрезерования она приводится во вращение вокруг своей оси и перемещается вдоль обрабатываемой плоскости. детали. |Прй этом режущие зубья 3 снимают верх нюю часть припуска и одновременно зачищают гребешкина обрабатываемой поверхности, образуелше при фрезеровании режущими зубьями 2. Последние в свою очередь, снимают нижнюю част припуска.
Использование предлагаемой тор:цовой фрезы позволяет повысить производительность фрезерования плоскостей благодаря разделению ;припуска при одновременном обеспечении требуемого качества .поверхности.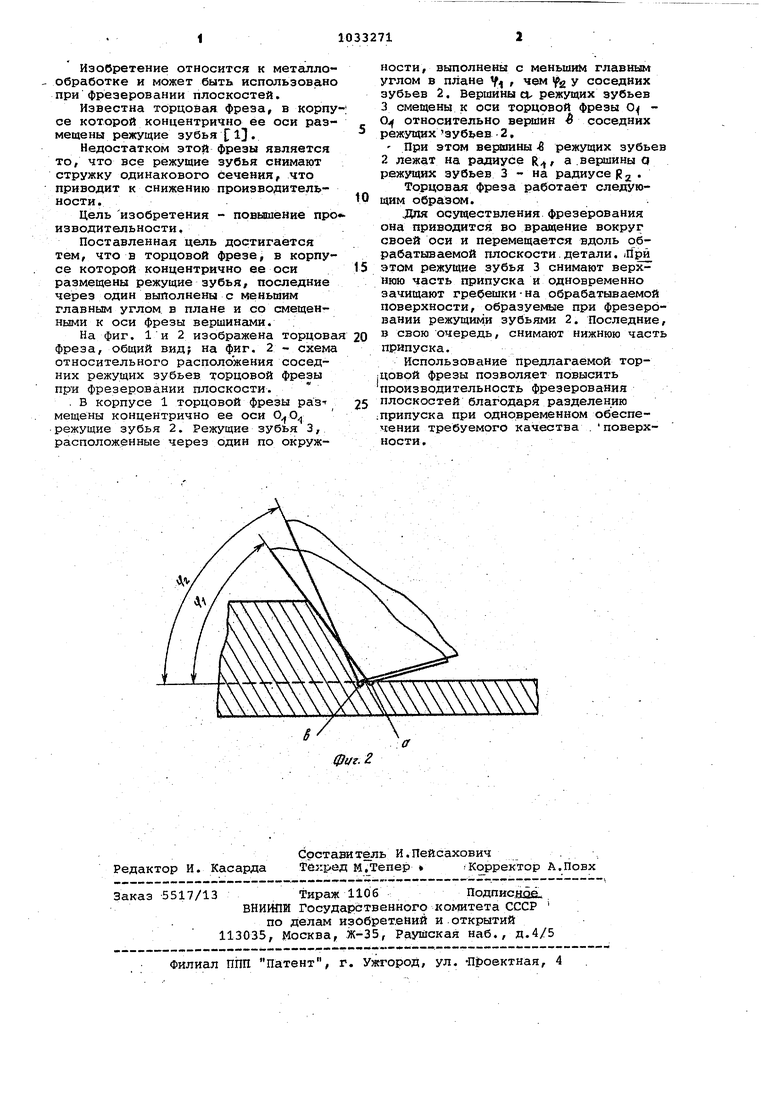
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ обработки деталей | 1988 |
|
SU1585095A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| Способ обработки поверхностей вращения торцевой фрезой | 1989 |
|
SU1704957A1 |
ТОРЦОВАЯ ФРЕЗА, в корпусе которой концентрично ее оси размещены режущие зубья, о т л и ч а ю щ ая с я тем, что, с целью повышения :производительности, .режущие зубья через один выполнены с меньшим главным углом в плане и со смещенными к .оси фрезы вершинами.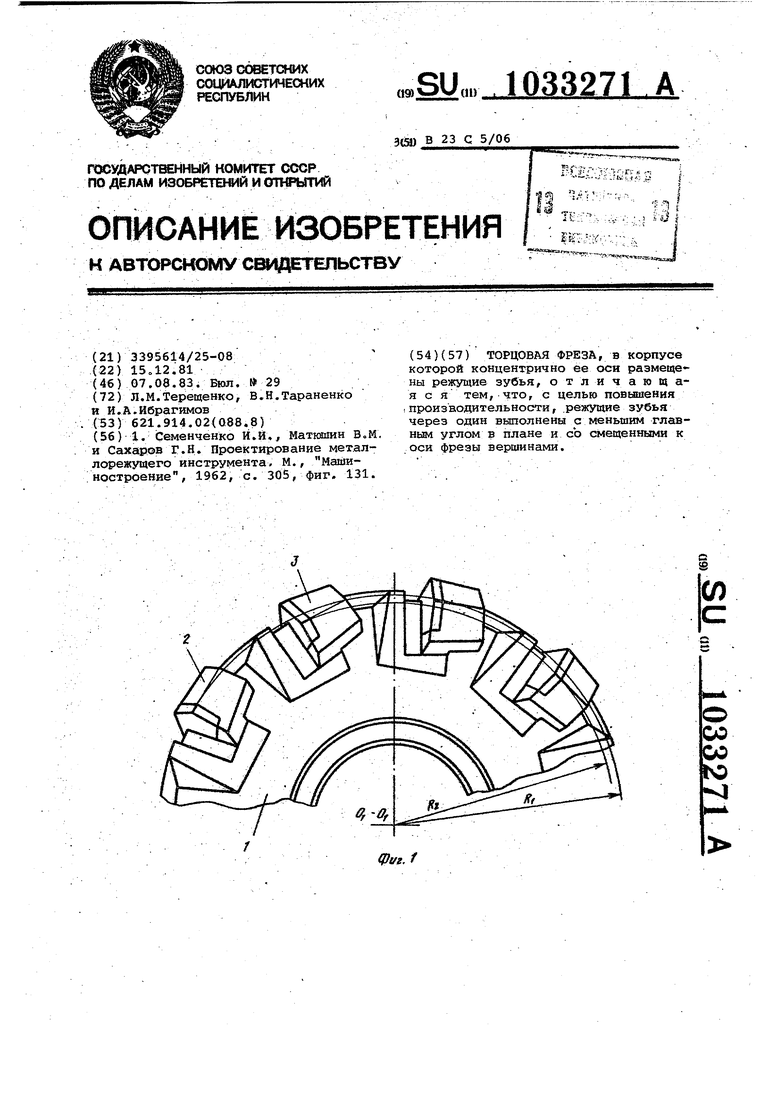
/
фиг. 2
ЖШ
а
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И.Й., Матюшин | |||
| и Сахаров Т.Н | |||
| Проектирование металлорежущего инструмента, М., Маши:ностроение, 1962, с | |||
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
