2. Способ по п.,1, отличающий с я тем, что выравнивание уплотненных слоев изделий до транспортных размеров пакета производят путем добавления изделий.
3. Способ по п. 1, отличающийся тем, что выравнивание уплотненных слоев изделий до транспортных размеров пакета производят путем перекладки части изделий из одних слоев в другие.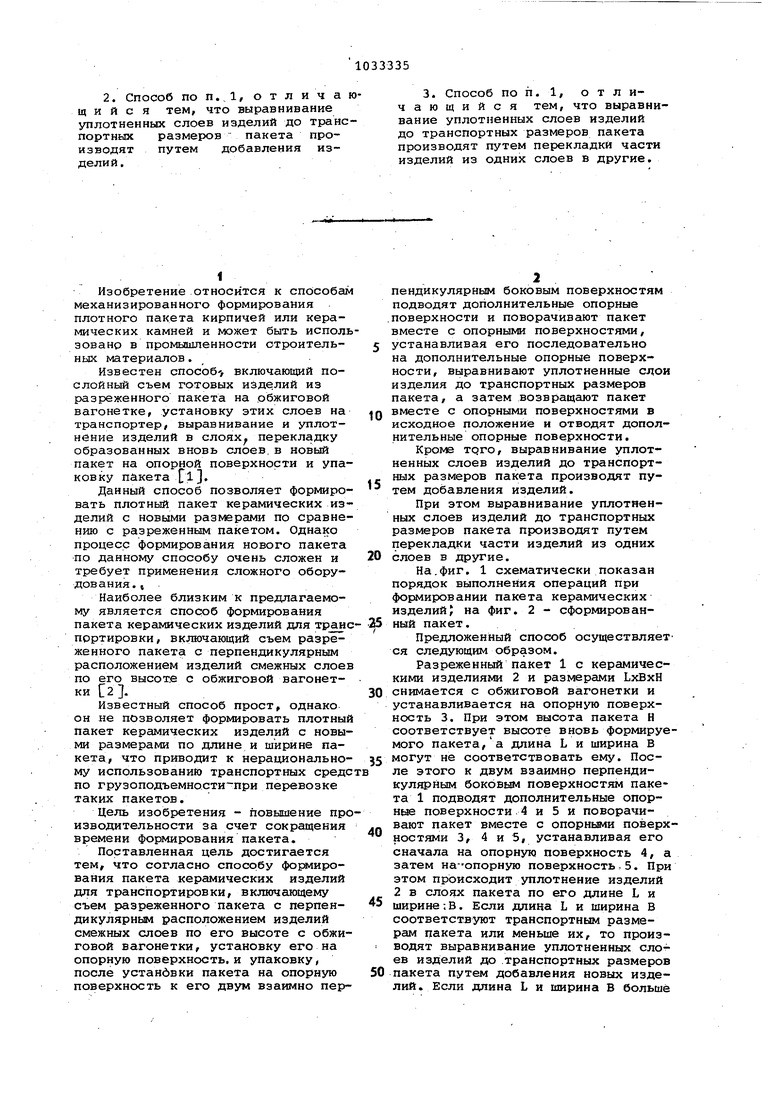
| название | год | авторы | номер документа |
|---|---|---|---|
| КАНТОВАТЕЛЬ-ПАКЕТИРОВЩИК | 1992 |
|
RU2057699C1 |
| Способ формования садки кирпича-сырца на печной вагон и пакетирования термообработанного кирпича | 1985 |
|
SU1260207A1 |
| Способ пакетирования керамических изделий на обжиговые вагонетки | 1981 |
|
SU1020248A1 |
| Способ пакетирования керамических изделий на обжиговые вагонетки | 1980 |
|
SU946958A1 |
| Устройство для формирования садки изделий | 1980 |
|
SU939215A1 |
| СПОСОБ УКЛАДКИ СЫРЦОВОГО КИРПИЧА В ПАКЕТЫ ДЛЯ ОБЖИГА И БЕСПОДДОННОЙ ТРАНСПОРТИРОВКИ | 1986 |
|
SU1482350A1 |
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |
| Способ укладки кирпича-сырца на сушильные вагонетки | 1989 |
|
SU1715630A1 |
| Агрегат для перекладки изделий | 1978 |
|
SU763107A1 |
| Способ садки керамических изделийНА ОбжигОВую ВАгОНЕТКу | 1979 |
|
SU816753A1 |
1. СПОСОБ ФОРМИРОВАНИЯ ПАКЕТА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ДЛЯ ТРАНСПОРТИРОВКИ, включающий съем разреженного пакета с перпендикулярным расположением изделий смежных слоев по его высоте с обжиговой вагонетки, установку его на опорную поверхность и упаковку, отличающийся тем, что 3 целью повышения производительности за счет сокращения времени формирования пакета, после установки пакета на опорнуюповерхность к его двум взаимно перпендикулярным боковым поверхностям подводят дополнительные опорные поверхности и поворачивают пакет вместе с опорными поверхностями, устанавливая его последовательно на дополнительные опорные поверхности, выравнивают уплотненные слои изделия до транспортных размеров пакета, а затем Возвращают пакет вместе с опорными поверхностями в исходное положение и отводят дополнительные опорные поверхности. оо со Од со ел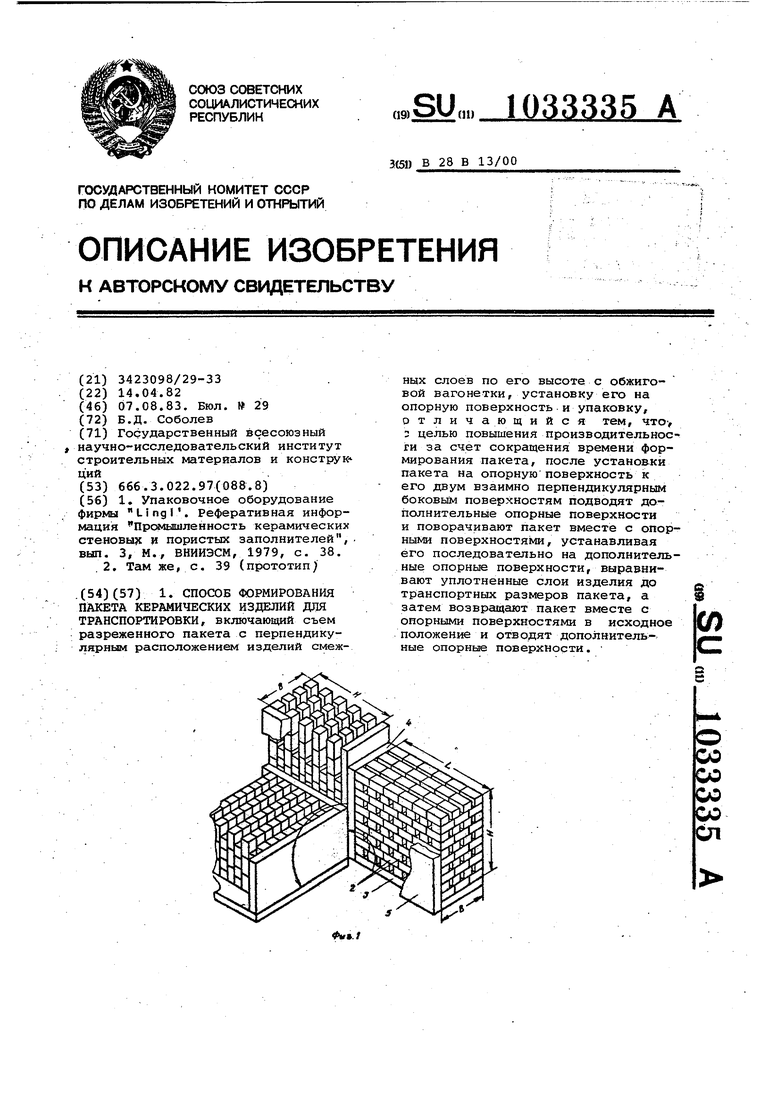
Изобретение относится к способа механизированного формирования плотного пакета кирпичей или керамических камней и может быть испол зовано в промышленности строительных материалов. Известен способ , включающий послойный съем готовых изделий из разреженного пакета на обжиговой вагонетке, установку этих слоев на транспортер, выравнивание и уплотнение изделий в слоях перекладку образованных вновь слоев,в новый пакет на опорной поверхности и упа ковку пакета Данный способ позволяет формиро вать плотный пакет керамических из делий с новыми размерами по сравне нию с разреженным пакетом. Однако процесс формирования нового пакета по данному способу очень сложен и требует применения сложного оборудования. 5 Наиболее близким к предлагаемому является способ формирования пакета кергиуических изделий для тр портировки, включающий съем разреженного пакета с перпендикулярным расположением изделий смежных слое по его высоте с обжиговой вагонетки Гз. Известный способ прост, однако он не позволяет формировать плотны пакет керамических изделий с новы ми размерами по длине и ширине пакета, что приводит к нерационально му использований) транспортных сред по грузоподъемности при перевозке таких пакетов. Цель изобретения - повышение пр изводительности за счет сокращения времени формирования пакета. Поставленная цель достигается тем, что согласно способу формирования пакета керамических изделий для транспортировки, включающему съем разреженного пакета с перпендикулярньм расположением изделий смежных слоев по его высоте с обжи говой вагонетки, установку его на опорную поверхность, и упаковку, после устанбвки пакета на опорную поверхность к его двум взаимно пер пендикулярным боковым поверхностям подводят дополнительные опорные поверхности и поворачивают пакет вместе с опорными поверхностями, устанавливая его последовательно на дополнительные опорные поверхности, выравнивают уплотненные слои изделия до транспортных размеров пакета, а затем возвращают пакет вместе с опорными поверхностями в исходное положение и отводят дополнительные опорные поверхности. Кроме трго, выравнивание уплотненных слоев изделий до транспортных размеров пакета производят путем добавления изделий. При этом выравнивание уплотненных слоев изделий до транспортных размеров пакета производят путем перекладки части изделий из одних слоев в другие. На.фиг. 1 схематически показан порядок выполнения операций при формировании пакета керамических изделий на фиг. 2 - сформированный пакет. Предложенный способ осуществляется следующим образом. Разреженный пакет 1 с керамическими изделиями 2 и размерами LxBxH снимается с обжиговой вагонетки и устанавливается на опорную поверхность 3. При этом высота пакета Н соответствует высоте вновь формируемого пакета,а длина L и ширина В могут не соответствовать ему. После этого к двум взаимнр перпендикулярным боковым поверхностям пакета 1 подводят дополнительные опорные поверхности 4 и 5 и поворачивают пакет вместе с опорными поверхностями 3, 4 и 5, устанавливая его сначала на опорную поверхность 4, а затем на-опорную поверхность.5. При этом происходит уплотнение изделий 2 в слоях пакета по его длине L и ширине;В. Если длина L и ширина В соответствуют транспортным размерам пакета или меньше их, то производят выравнивание уплотненных слоев изделий до транспортных размеров пакета путем добавления новых изделий. Если длина L и ширина В больше
транспортных размеров пакета, то производят выравнивание уплотненных слоев изделий до транспортных раз- мерой пакета путем добавления новых изделий и перекладки части изделий из одних слоев в другие.
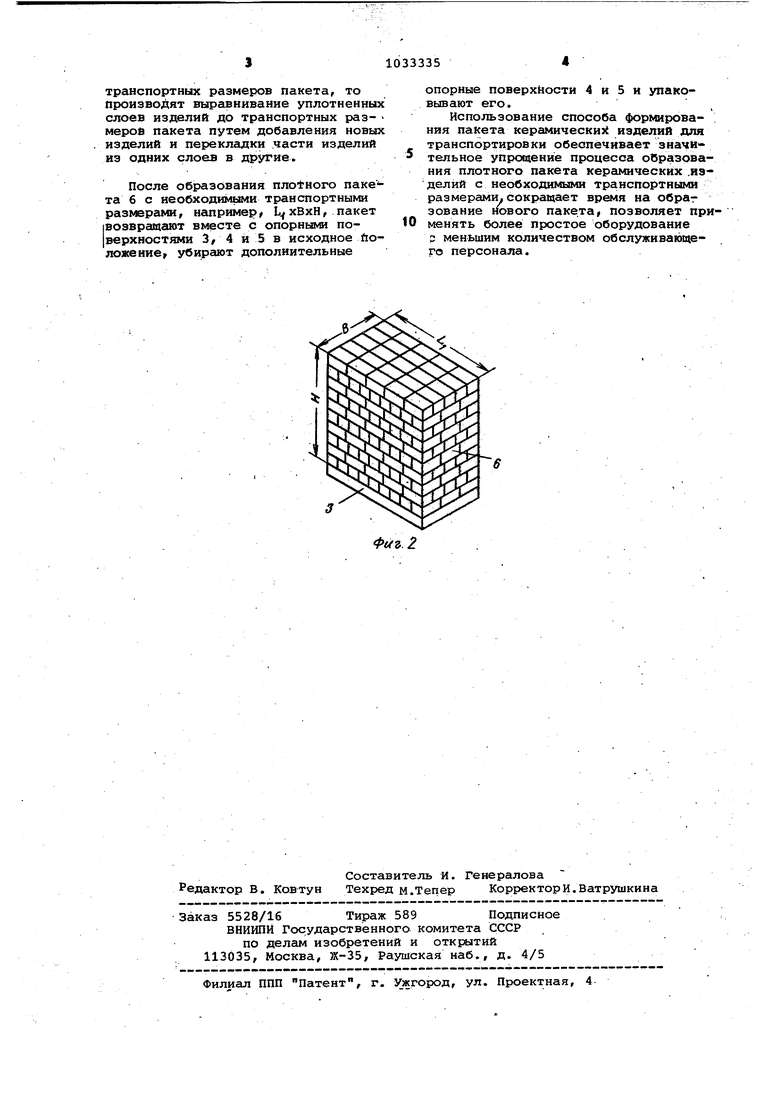
После образования пло±ного пакета б с необходимыми транспортными размерами, например Ц хВхН, пакет возвращают вместе с опорными поверхностями 3 4 и 5 в исходное ftoложенивг убирают дополнительные
опорные поверхности 4 и 5 и упаковывают его.
Использование способа формирования пакета керамически изделий для транспортировки обеспечивает значительное упрощение процесса образования плотного пакета керамических .изделий с необходимыми транспортными размерами.сокращает время на обраг зование 1ювого пакета позволяет применять более простое оборудование р меньшим количеством обслуживающего персонала.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
