Штамли ДЛЯ глубикоИ 1,1гяжк11 за одни ход полауна пресса, с ис1 иль;;ива11 1е.м пуансона для осуществления мехаиничКой вытяжки, с нослэдующей нодачс 1)аиочей среды для неносредственного гидравлического воздействия на заготовку, известн,. Эти и; вестныс. нгтампы имеют тот недостаток, что в гих в нронеесе работгд с утоненисл дна заготовки стенки последней иодвергаются тормолгении). в ))езультате чего часто нроисходнт разрьп заготивки.
В предлагаемом штампе этот недостатокустраняется тем, что нуансон вынолнеи пз носледовательно встунагощих в jiaoOTy раздви;1;ны;; Т1 леслсонических частей, из которых нарулсная часть ниеет 1;онтуры, (оответствуюн|;ие основой поверхности изделия, а верншка внутренней части вынолнена нритупленной с тем, чтобы между нею и 3aroTOBKoii образовалось пространство для додачи рабочей среды, которая формует дно заготовки в матрице.
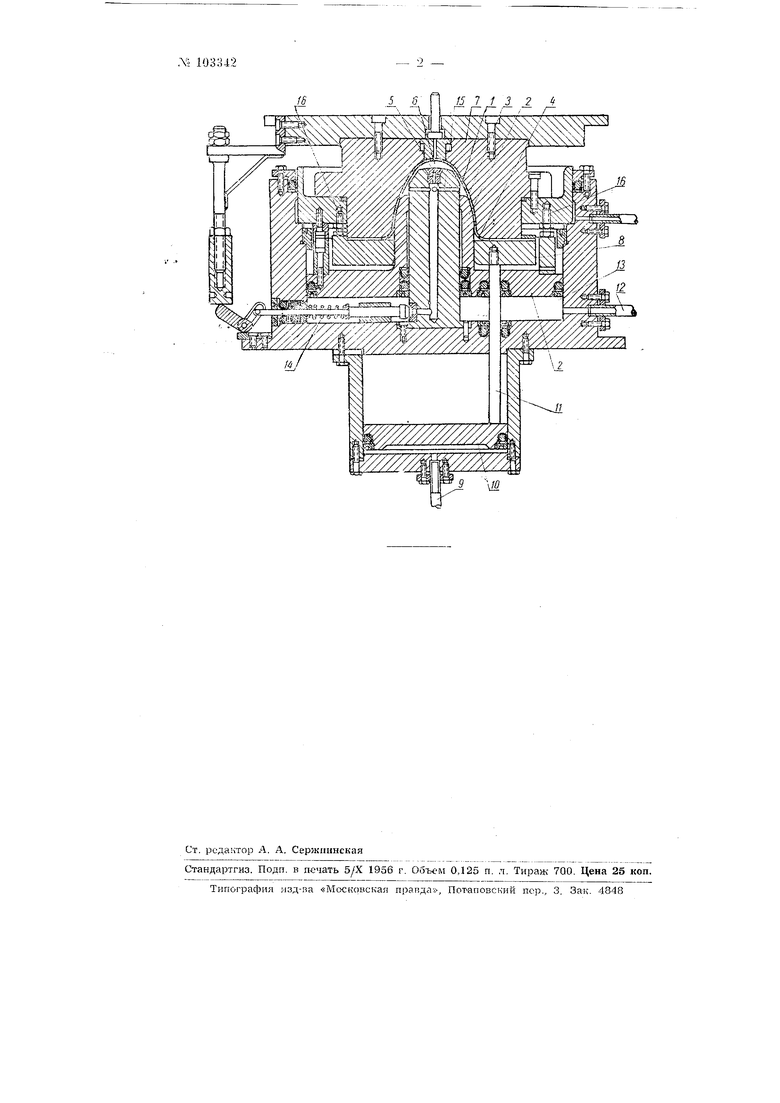
Предлагаемый штамн показан на чертеже в разрезе.
Пуансон штампа выполнен из раздвижных телескопических частей (1) и (2). Наружная часть (2) пуансона имеет контуры (3), соответствующие боковой новерхноети готового изделия (4). Вершина (5) внутренней части (1) пуансона выполнена притунленной с тем, чтобы между нею и заготовкой изделия (4) образовалось пространство (6) для подачи рабочей среды, формуюн ей дно заготовки в матрице (7).
В течение рабочего цикла штампа матрица (7) осуществляет вытяжку заготовки на часть (2) пуансона из-под нрижима
(8). Неноходи.мое усилие нрилсима создается ..ieiiiieM жидкости, 11оетуи;1Юпу й но Ti) ()) под поршень (10) и воздеаствулнцей га 11)нжнм через скалку (11).
дальнейшем ходе матрицы (7) производится вытя;кка на часть (1) нуанеона из-нод части (2); последняя находится иод воздействнем жидкости, постунаю1цец ко трубе (12) к |ространст1 о (13). В конце хода открывается 1;ла1 ан (14) н лпгдкпст) л:, 1Г)ОСТ|)анст1 а (13) ни пг( oTBeiJCiiiii (15) поступает г, пространство (G) н (|) дно изделия но Контуру матрицы (7).
Регулировка зазоров ме;1;ду матрпцей (7) и нрнжимпм (8), а также част1 10 (2) нуаксона осущестиля тся болтамн (Ki).
р е д м е т н 3 о б р е т е н и я
1Птамн для глубоко вытяж1;11. например, корпусов фар, за один ход ползуна, пресса, с нспользованием пуансона для осуществлення механической вытяжки, с последующей нодачей рабочей среды для непосредственного гидравлического воздействия на заготовку, о т л н ч а ю и; и и е я тем, что, с целью предотвран ения разрыва заготовки вследствие торможения ее стенок с утонением дна, нуансон выпо.тяен из носледовательно встунаюнщх в )аботу раздвижных телескопических частей., из которых наружная часть имеет 1;онтуры, соответствующие боковой поверхности изделия, а вершина внутренней части выполнена нритуиленной с тем, чтобы мелау нею и заготовкой образовалось пространство для подачи рабочей: среды, предназначенной формовать дно заготовки в матриц(..
18
f5 1 1 3 2 tf
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для реверсивной глубокой вытяжки деталей из листа металла | 1951 |
|
SU98031A1 |
| Штамп для глубокой вытяжки полых металлических предметов | 1945 |
|
SU68296A2 |
| Штамп для осуществления жестко-жидкостной вытяжки деталей | 1957 |
|
SU115756A1 |
| Способ штамповки из плоской металлической заготовки глубоких полых предметов | 1938 |
|
SU53994A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| Способ вытягивания полых изделий из листового металла | 1947 |
|
SU71774A1 |
| Штамп для выполнения двух последовательных операций вытяжки за один ход ползуна пресса | 1940 |
|
SU60082A1 |
| Штамп для глубокой холодной вытяжки из листового материала деталей крупного габарита | 1955 |
|
SU110431A1 |
| Вытяжной штамп | 1973 |
|
SU479529A1 |
| Штамп для реверсивной вытяжки | 1985 |
|
SU1271614A1 |