В ОСНОВНОМ авт. св. № 53994 описан способ штамповки из плоских металлических заготовок глубоких полых предметов, по которому после вытяги вания в плоской металлической заготовке центрального углубления вытягивают (в том же направлении) вертикальную стойку. После этого производят более глубокое вытягивание (все в том же направлении) боковых стенок по форме изделия с одновременным высаживанием дна в обратном направлении. Наконец, высаживают дно снова в первоначальном направлении так, чтобы образовалось готовое изделие.
Отличительная особенность настоящего изобретения состоит в том, что при высаживании дна в обратном направлении у стаканообразных заготовок ирименяют матрицу, на которую надет кольцевой пуансон для упора в открытый торец заготовки. Для предотвращения выпучивания боковой стенки заготовки она охвачена подпружиненной втулкой, являющейся частью штампа.
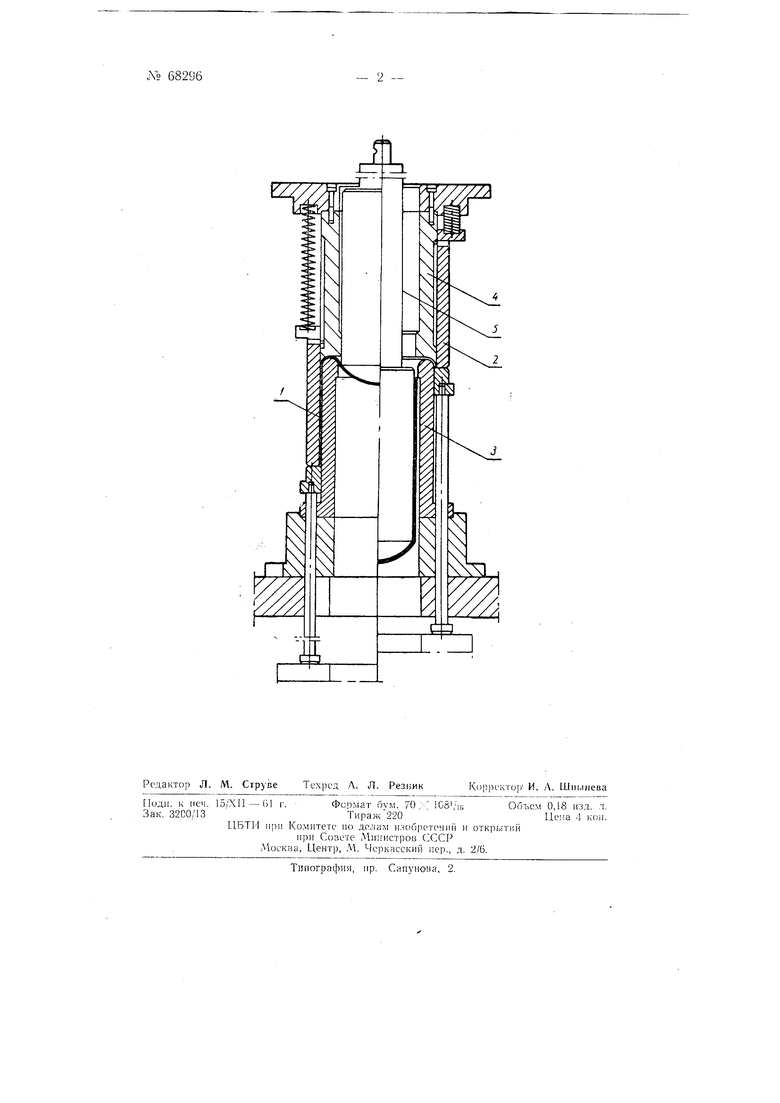
На чертеже изображен предлагаемый штамп в продольном разрезе (слева - в начале операции, справа - в конце).
В начале операции боковая стенка стаканообразной заготовки / расположена между стенками подпружиненной втулки 2 и стакана 3, а сверху прижимается к торцу последнего прижимом 4. При движении ползуна 5 вниз дно заготовки / высаживается вниз, а открытый торец ее перемещается вверх, чему способствует кольцевой пуансон, усилие которого не меньше усилия прижима и составляет примерно 25-30% общего усилия вытяжки. Таким образом достигается полная локализация усилия прижима, способствующая течению металла под прижимом и более полному использованию стаканообразных заготовок. ,
Опасность выпучивания стенок стаканообразных заготовок устраняется наличием подпружиненной втулки 2.
Предмет изобретения
Штамп для штамповки глубоких полых предметов по авт. св. № 53994, отличающийся тем, что, с целью более полного использования стаканообразных заготовок, матрица снабжена надетым на нее кольцевым пуансоном для упора в открытый торец заготовки и подпружиненной втулкой, окружающей стенку заготовки для предотвращения ее выпучивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки из плоской металлической заготовки глубоких полых предметов | 1938 |
|
SU53994A1 |
| Штамп для глубокой вытяжки, например, корпусов фар | 1952 |
|
SU103342A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Штамп для раздачи полых деталей | 1985 |
|
SU1269885A2 |
| Штамп для глубокой вытяжки | 1981 |
|
SU1026893A2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ РАЗДАЧИ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2209701C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОКНАМИ ИЛИ ГЛУБОКИМИ ВПАДИНАМИ, РЕБРАМИ И ХВОСТОВИКОМ | 2002 |
|
RU2236323C2 |
| Способ получения заготовок колец подшипников и поточная линия для его осуществления | 1991 |
|
SU1838024A3 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1579623A1 |