Вытяжки большой глубины при i производстве, например, фар снарядной формы, употребляемых на легковых автомобилях новейших марок (М-1, ЗИС-101), представляют изиестные трудности. В большинстве случаев корпуса этих фар представляют собою металлические цельнотянутые открытые с одной стороны i фигуры, главным образом, параболоид и реже - гиперболоид.
Были испробованы несколько приемов штамповки таких фигур, но они оказались неудачными и только предлагаемый способ штамповки по- j мог добиться реальных результатов. |
Предлагаемый способ штамповки | из плоской металлической заготовки ; глубоких полых предметов заключается в том, что после вытягиьания в плоской металлической заготовке центрального углубления вытягивают I в том же направлении вертикальную | стенку, после чего производят более глубокое вытягивание все в том же направлении боковых стенок по форме изделия с одновременным высаживанием дна -в обратном направлеНИИ и, наконец, «вгеятспШают дно снова в первоначальном направлении так, чтобы образовалось готовое изделие.
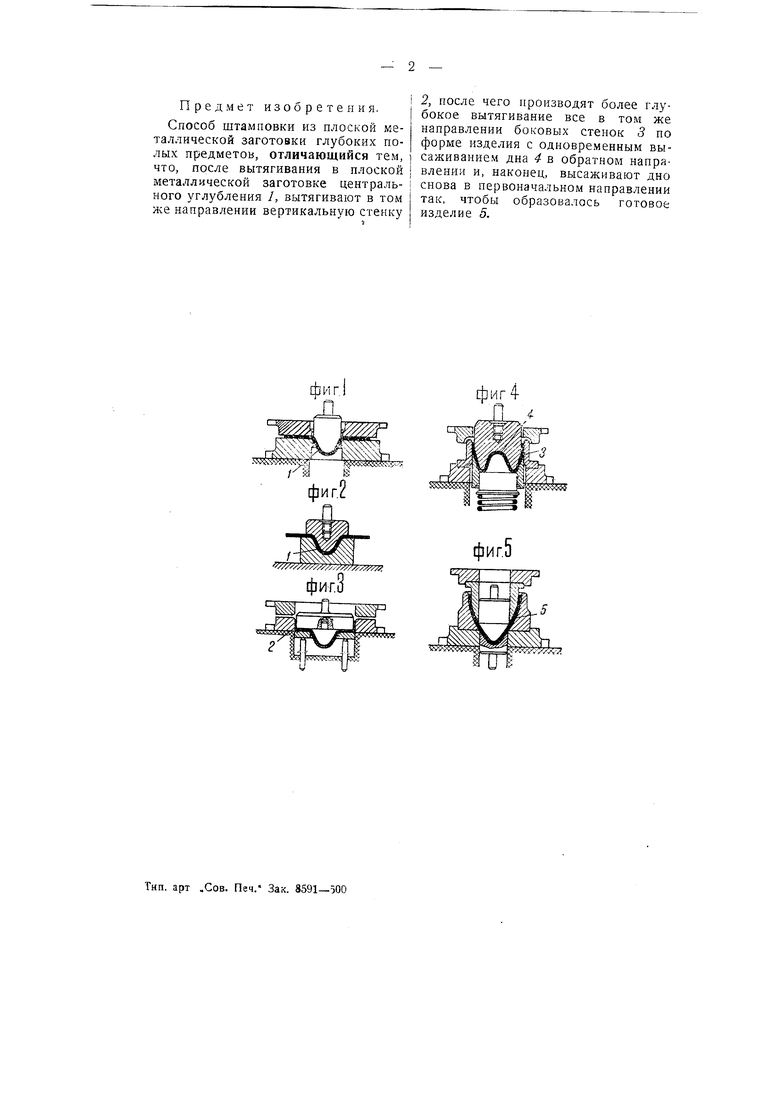
На чертеже фиг 1-5 изображают в последовательном порядке операции по штамповке из плоской металлической заготовки глубоких полых предметов по предлагаемому способу.
Сначала вытягивают в плоской металлической заготовке центральное углубление 1 (фиг. 1) на прессе двойного действия, а затем производят формовку (предварительную) центрального углубления на кривошипном прессе (фиг. 2). После этого вытягивают в том же направлении вертикальную стенку 2 (фиг. 3) на прессе двойного действия и производят более глубокое вытягивание все в том же направлении боковых стенок 3 (фиг. 4) по форме изделия с одновременным высаживанием дна 4 в обратном направлении на прессе двойного действия. Наконец, высаживают дно снова в первоначальном направлении, получая готовое изделие э (фиг. 5).
Предмет изобретения.
Способ штамповки из плоской металлической заготовки глубоких полых предметов, отличающийся тем, что, после вытягивания в плоской металлической заготовке центрального углубления /, вытягивают в том же направлении вертикальную стенку
2, после чего производят более глубокое вытягивание все в том же направлении боковых стенок 5 по форме изделия с одновременным высаживанием дна 4 в обратном направлении и, наконец, высаживают дно снова в первоначальном направлении так, чтобы образовалось готовое изделие 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки полых металлических предметов | 1945 |
|
SU68296A2 |
| Штамп для глубокой вытяжки, например, корпусов фар | 1952 |
|
SU103342A1 |
| Способ вытягивания полых изделий из листового металла | 1947 |
|
SU71774A1 |
| Штамп для реверсивной глубокой вытяжки деталей из листа металла | 1951 |
|
SU98031A1 |
| СПОСОБ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2096117C1 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| Штамп для осуществления жестко-жидкостной вытяжки деталей | 1957 |
|
SU115756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| Способ штамповки полых изделий из листового металла | 1983 |
|
SU1199359A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СТЕКЛОПОДЪЕМНИКА | 2003 |
|
RU2284873C2 |
// /У/// //// 7////////У7/9.
фиг.З
1Ш°
фиг4
