Штампы ДЛЯ осуществления жесггконжиакостной вытяжки дета.:ievi из ллоохой заготовки с подачей под «ее ж иакоСТ1И :П|роти Вода1в.леиия иззесТНЫ. Та«.ие штампы нарящу с бла1Г01ПриятнЫ|Ми услов1ИяМИ течения inpOinecca вытяжки обл адаiOT малой шро.изйоаительностью.
В олигыеармол шталипе этот недостаток ycTipaiiieh соадаииеа в iiLTiaiM.ne Д1ву.х отсехоВ-iBeipXHero и РИ/ ; Кего. отсек расположен у торца Пло.-ко|1 загото;3К-и с воздействием на него более высокого дав.ге;и1 я жидко::т.и, чем давлание жидкости, поступающей ,в н ижлИЙ отсек, раополэженный под заи-отовкой.
Для созда Бия iioabiuieiHiHoiro дав.чения поступающей в (верхний отсек жидкости, п-римвнен цили. neipeMeHHOiPo сечения. снабженный rrOpui:HeiM, Под.порш невая полость 11оСЛе Дне Ч) сообщена с «ижйим ОТС6К01М, а ;надяо1р:шнавая полость меньшего сечениЯ сообщана с вархни;м отсеком, sanOvTiHeiHiHH.M жидкостью, действуюшей давлением nipiH опусканни нуа нсоиа на торец заготовки.
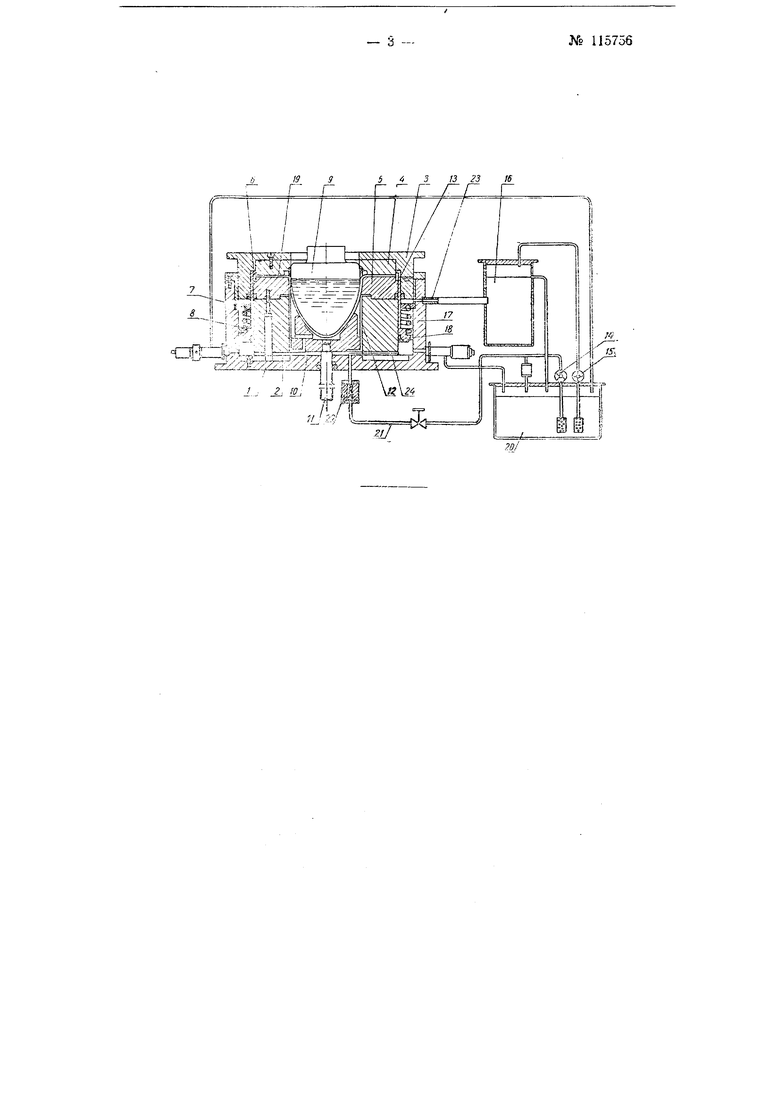
На чертеже изображена схема штааппа с гид-ра влнческой систе мой.
Шт.а1мп состоит из корпуса / с onopiHbi.M кольцом 2, крышки 3 с П9И1Ж :,мным дискол 4, матрицы 5 с фи;;с1Ирующи,м -кольцом 6, упорного кольиа 7, д;ил;И,ндр.ичес;кой пружины 8, пуансона 9, выталкивателя 10 с толк1ателе,м //и гиаросистемы.
Для обеспечения интенсификади.и процесса вытяжки штамп снабжен закрытой 1ва1Н1ной, состОЯщей :из двух OTceKOiB 12 и 13. Отсек 12 расположен -в н:ижней части под плоской злготогвкой, а отсек 13-л .зер1Х1ней , куда входит торец заготовки.
/Кидо 0 ть лоД заготовку подается HacocoiM 14 низкого давления, а к торцовой ее части-«acoiCOM 15 таскже Низкого давления через уравнительный бачок 16. Для обеонечения воздейств ия на торед за готовкй более высокого давленИЯ жи.дкости, чем под за:гото;вку, в гидравлическом цилин;дре 17 помещен поршень 18 переменного (ступенчатого) сечения, подноршнввая часть которого сообщена с отсеком 12 пад заготовкой, а аад|Г1орщне,вая часть меньшего сечения отсеком 13.
Работа шта.м-па осуществляется следующим образой-.
SauOTOiB Ka 19 .клацется ва матрИцу 5 и фиксируется кольцом 6. Затем щталгп залолняется жидкостью от насоса 74 из бачка 20 по т1рубо П(рово|ду 21 чарез обратный клалан 22. HalД пOpш. часть запа 11НЯ ется жидкостью из того же бачка 20 насосом 15 через уравниTej-ibHbm бачок 16, откуда жйД:Ка1Сть по трубе 23 nocTiynaei в эту часть щтампа. Далее включается пресс, опускается прижимной д;иок 4 « пуансоя 9, который осуществляет вытяжку детаЛИ.
В процеосе вытяжюи про-исходит следующее.
В начальный период вытяжки, когда пуансон частично углубился в матрицу, заготовка цодвергается воздействию пуансона 9 с одной стор0 ны :и жлдкостпого Протйводавлевдия из- отсека 12 ic другой стороиы. Од Н01В1рвменно жидкость оказывает давление через канал 24 «а порщбяь 18, который церемещается вверх и сжимает ж-идкооть в надпарилнавой части гидроцилиндра 17. Так к,ак подпоршневая часть имеет площадь ,в 4--5 раз больше надцорщневой части, то при давлении на нижнюю часть поршня 18, например, 200 кг/см, давление ;в надпоршщевой части будет 800- 1000 кг/см, которое воздействует на торец заготовки, заталкнвая ее в м атрицу.
Пос1яе процесса -вытяжки, пуансон 9 возвращается -в варх1нее перионач1альное положение, давление s гидрасистеме падает, а готоваЯ деталь выталкивается выталкивателем 10 через толкатель 11, дейсивующий от п,нев1Матичеакой подушки пресса.
П р 8 ,д м е т . и 3 О: б р е т е н и я
,, 1. Штамп для . осуществления жест1Ко-Ж1ИД КО|Стной вытяжки деталей из плоской заготовки с подачей под иее ж идкости для противодавления, првдстазляюнгий собой прИ омьжаняи закрытую ваину, отличающийся тем, что, с целью сокращения количества операций lOpiH вытяжке, штамп вьшолн-ен с двумя отсека.ми, второй из которых располож-ен iB верхней части, куда входит торец плоской заготовки, с воздействием «а торец более высокого давления жидкости, чеЯ давление жидкости поступающей в первый отсек-под заготовку.
2. Штамп по п. 1, отличаю1ц и и сЯ тем, что, с целью создаiHHH п-овЫШенлого давления поступающей во второй отсек ЖИДКОСТ1И, пр.имепен встроенный в щтамп снабженный поршнем переменного сечения цилиндр, подпорщневая полость которого сообщена с OTCOKOIM под заготовкой, а надпорщневая полость меньшего сечеиия сообщена с верхни-м отсеком, заполненным жидкостью, /действующей своим давлением три опускании пуансоиа иа торец загогговии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для реверсивной глубокой вытяжки деталей из листа металла | 1951 |
|
SU98031A1 |
| Штамп для глубокой вытяжки, например, корпусов фар | 1952 |
|
SU103342A1 |
| Штамп для глубокой вытяжки полых металлических предметов | 1945 |
|
SU68296A2 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Приспособление для гидравлической вытяжки деталей на прессах простого действия | 1949 |
|
SU80127A1 |
| Штамп для вытяжки с противодавлением | 1986 |
|
SU1400722A2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С ПРОТИВОДАВЛЕНИЕМ | 1973 |
|
SU398311A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки с противодавлением | 1978 |
|
SU724244A1 |
| Штамп для вытяжки с противодавлением | 1982 |
|
SU1050777A1 |