Известен ряд способов глубокой вытяжки листового материала, осу1цествляемых постепенно, путем ряда последовательных операции с промежуточными отжигами заготовки, необходимыми для снятия внутренних напряжений в металле и предупреждающими тренхнны и разрывы заготовки.
Известны также штампы для вытяжки с применением встречного движения пуаисона и матрицы, переменного прижима фланца заготовки, реверсивной вытяжки, вытяжки с подогревом зажатого фланца и другие.
Применяемые штампы либо требуют промежуточных отжигов заготовок, что удорожает изготовление, либо получаемая в них пластическая деформация металла имеет большую неоднородность. В разных местах заготовки напряженность металла различна по абсолютной величине. Это создает неоднородные условия вытяжки и разнородное качество изделий, трещины и разрывы в металле.
Предлагаемый штамп для глубокой вытяжки отличается применением в нем кольцевого конусного прижима с выступом, выточкой и двухконусной матрицей, обеспечивающих выравнивание напряжений в заготовке и такое распределение точек приложения растягивающихся усилий, при которых неоднородность напряженного состояния металла снижается и заготовка в холодном виде равномерно вытягивается, обжимается на неподвижном рабочем пуансоне, чем устраняются упомянутые недостатки глубокой вытяжки.
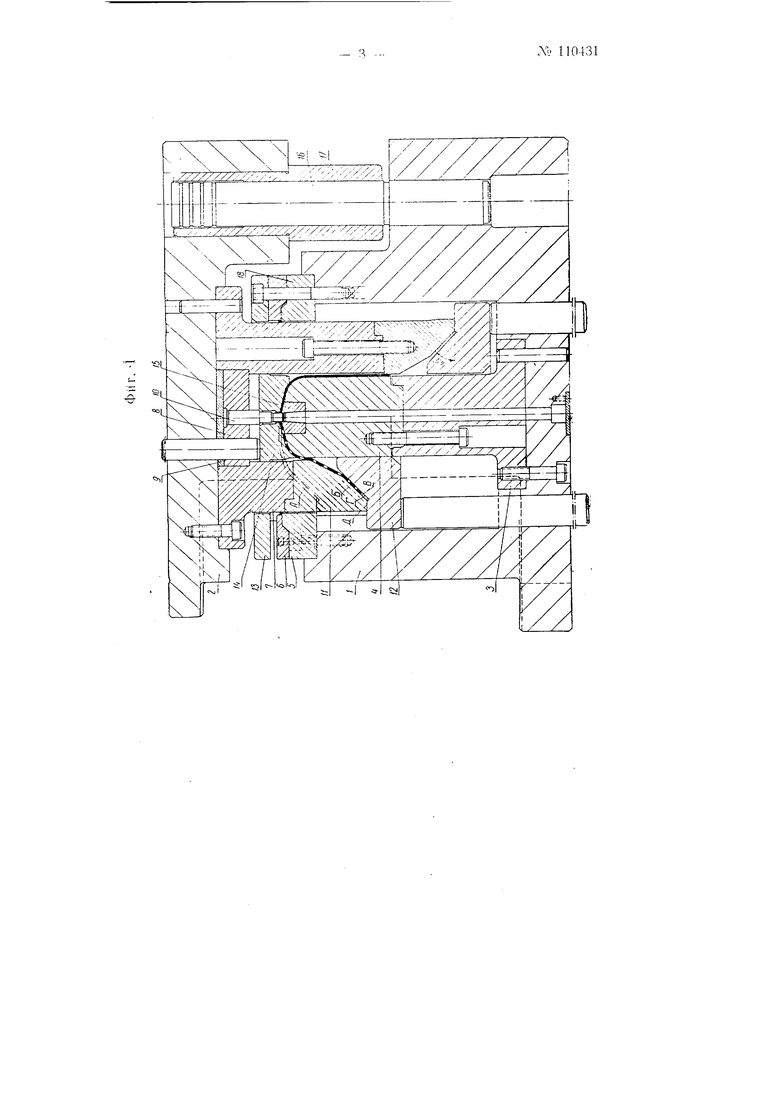
На фиг. 1 изображен разре.з щтампа применительно к вытяжке колпака масляного фильтра дизеля Д-36; на фиг. 2 - окончательный вид вытянутого изделия-колпака.
Штамп состоит из нижне опорной плиты / и верхней нажимной плиты 2. На опорной плите / закреплена державка 3, к которой прикреплен неподвижный рабочий пуансон 4. На опорной матрице 5 закреплен упор 6.
К Be). п.чите 2 прикреплена державка 7, на выступ KOTopoii опирается пуапсонодержате.чь 8, несунип подк/1адку 9 и пуансон 10. Под державкой 7 находится дву.хконусная матрица // и конусный ко.1ьцево11 нрижи.м 12,
Державку 7 охватывает С1)емник 13, а внутри нее помещен выта.чкивате/п М. В неподвижный рабочий пуансон 4 вмонтирована еменная опорная матрица /5, в которую входит нуансон /0.
В правой половине фи1 1 частично видны те же детали, что и в левой половине и, кроме того, опорная колонка /6 с надетой па нее втулкой 17. Под сьемником / видна часть нанравляюн1ей планки 18.
Процесс вытяжки на niTa.riie протекает в с,1едую цем порядке. Материа.ч подают между направляюншмн планками 18 до упора 6. Под давлением державки 7 опускающаяся двухконусная матрица // обрубает вненп иГ1 край заготовки.
Затем выталкивате,1ь 14 прижимает заготовку к вершине пуансона 4 и своей вогнутой частью загибает заготовку вниз.
На фиг. 1 слева нунктиром показана первоначальная форма заготовки (зонтообразнЕ:, загиб) Л.
Дальше давлением первого и затем второго конуса двухконусной матри 1Ы 11 заготовка занимает ноложение Б, i-де своим краем входит в гарантийный зазор между новерхностью В конусного нрижима 12 и поверхностью Г двухконусной матрицы 11.
С целью уве.тичения г.губины вь1тяжки за один проход, поверхности В т Г делают ненараллельными с уклоном в 30 минзт, ввиду чего край заготовки зажимается н металл вытягивается по методу обтяжки на неподвижном нуансоне 4 с коэффициентом вытяжки, близким к оптимальному, 0,4.
Одновременно верхняя плита воздейетвует на нодкладку 9 н нуанеонодержатель 8. Пуанеон Ю
пропивает отверстие в колпаке и к концу хода нрееса но.чучается Ioтовое изделие. При обратном ходе пресса готовая деталь выталкивается н операция повторяется.
Высоту выступа Д на кольцевом конусном прижиме 12 делают с таким расчетом, чтобы при сомкнутом положенни HJTaMna зазор между поверхностью В конусного нрижима 12 и новерхноетью Г двухконусной матрицы // был равен то.пцице деформируемо заготовки плюс 0,6 мм.
Предмет изобретения
1.Штамг для глубокой холодно: вытяжки из .тистового материа.ча деталей крунного габарита, на 1ример масляного фильтра дизель-мото|)а Д-36 трактора «Беларусь, о т /I и чающийся тем, что, с це.чью значительного повынения производительности и получения вытяжки с коэффициентом, б. изким к 0,4, в нем применена двухконусная матрица и кольцевоГ конусный нрижим, причем вытяжка идет без подогрева зоготовки и без промежуточных отжигов.
2.Форма выполнения штампа по п. 1, о т л и ч а ю щ а я с я те.м, что, с целью получения качественной вытяжки, в кольцевом конуеном прижиме выполнена выточка для размегцения деформируемой заготовки, а также выетун с ограничительной нлоскоетью.
3.Форма выполнения нггамна по пп. 1 и 2, о т ;г и ч а ю щ а я с я тем, что, с целью получения качественной детали, рабочая поверхность первого конуеа матрицы со1ласуется с рабочей поверхностью кольцевого конусного нрижима таким образом, что ненараллельность этих новерхностей составляет 30 минут, нри чем высота на конусном прижиме сделана такой, чтобы нри сомкнутом ноложеник штампа зазор между матрицей и прижимом был равен толна,ине заготовки н.чюс 0,6 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки коробчатых деталей | 1973 |
|
SU479530A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Штамп для вытяжки цилиндрических изделий | 1985 |
|
SU1276394A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU852407A1 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| Штамп для вытяжки | 1985 |
|
SU1274812A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU650696A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |